1.本实用新型涉及机械加工领域,涉及一种轴零件的径向孔加工装置。
背景技术:
2.在回转类零件表面上制孔现已十分普遍,但是由于回转类零件的表面为圆弧面,通常利用v型块进行两端压板定位装夹,在圆弧面上制孔,钻头易打颤、且针对孔径较小的十字孔,需钻完一孔后转动90
°
再钻另一孔,靠人工目视以及经验保证,存在加工出的十字孔难相贯的现象。通过此装置,能够精准定位零件,对孔位置进行定位和钻孔引导,实现快速高效钻孔。
技术实现要素:
3.本实用新型的目的:提供了一种结构简单,能够有效保证在轴零件的径向上快速制出等分孔的固定装置。
4.本实用新型的技术方案:
5.提供一种轴零件的径向孔加工装置,包括套筒、均力板、弹簧和端盖;
6.所述套筒的中通孔为台阶孔,所述套筒套装在轴零件上,轴零件的一端顶在所述台阶孔的台阶部,通过台阶部对轴零件轴向限位;
7.所述套筒一端设有外螺纹,与所述端盖为螺纹配合,所述套筒另一端外壁面为n等边形棱柱面,n为大于3的整数;轴零件的另一端从所述套筒一端伸出;
8.所述均力板和弹簧设置在端盖内部,且弹簧设置在端盖与均力板之间,将均力板压紧在所述轴零件的另一端部;
9.所述套筒开有n条径向孔,n条径向孔均指向圆心,所述径向孔的内径与径向孔加工钻头外径间隙配合,所述间隙在0.001mm~0.1mm。
10.进一步的,所述n为3或4。
11.进一步的,在套筒与端盖之间设置有垫圈。
12.进一步的,所述垫圈材质为橡胶或硅胶。
13.进一步的,所述套筒材质为钢材。
14.本实用新型的使用方法:将弹簧和垫片依次放入端盖中,串接上垫圈和轴零件,缓慢地将端盖拧到套筒的螺纹上直至端盖紧压垫圈,继而将轴零件固定。轴零件固定后将端盖下方垫高,套筒端部n等边形棱柱中的一面支撑定位,就保证径向孔与钻头平行,将钻头对套筒周向上的径向引导孔,实现钻头轴向加工孔的过程中,钻头不打颤,且能直接保证钻出的孔与n等边形棱柱的定位面为相互垂直关系。完成一个孔的加工后,转动等边形棱柱至下一个面,重复钻孔步骤,能快速地在轴零件周上制出多角度等分孔。
15.本实用新型的有益效果:本实用新型可实现快速定位孔,确保零件周向制出的孔为等分,可操作性强,能极大提高手工钻孔加工装夹找正的效率,批量生产时效果尤为明显,能产生较大的经济效益。
附图说明
16.当结合附图阅读时,通过参考以下对本实用新型示例的详细描述,将最好地理解例示性示例以及优选的使用模式、其他目的及其描述,其中:
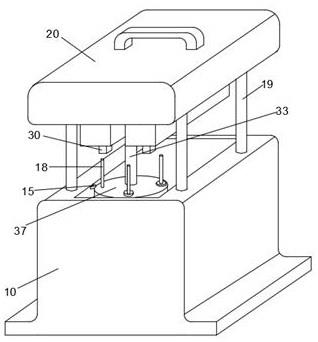
17.图1为本实用新型的结构图;
18.图2为实施例1的示意图;
19.图3为实施例2的示意图;
20.图4为轴零件示意图;
21.其中,1
‑
套筒,2
‑
垫圈,3
‑
均力板,4
‑
弹簧,5
‑
端盖,6
‑
径向孔,7
‑
轴零件,8
‑
n等边形棱柱面。
具体实施方式
22.将参照附图更充分地描述所公开的示例,在附图中示出了所公开示例中的一些(但并非全部)。事实上,可描述许多不同的示例并且这些示例不应该被解释为限于本文中阐述的示例。相反,描述这些示例,使得本公开将是彻底和完全的,并且将把本公开的范围充分传达给本领域的技术人员。
23.实施例,参见图1
‑
2,一种轴零件的径向孔加工装置,包括套筒、均力板、弹簧和端盖;
24.所述套筒的中通孔为台阶孔,所述套筒套装在轴零件上,轴零件的一端顶在所述台阶孔的台阶部,通过台阶部对轴零件轴向限位;
25.所述套筒一端设有外螺纹,与所述端盖为螺纹配合,所述套筒另一端外壁面为n等边形棱柱面,n为大于3的整数;轴零件的另一端从所述套筒一端伸出;
26.所述均力板和弹簧设置在端盖内部,且弹簧设置在端盖与均力板之间,将均力板压紧在所述轴零件的另一端部;
27.所述套筒开有n条径向孔,n条径向孔均指向圆心,所述径向孔的内径与径向孔加工钻头外径间隙配合,所述间隙在0.001mm~0.1mm。
28.所述n为3。
29.在套筒与端盖之间设置有垫圈。
30.所述垫圈材质为橡胶或硅胶。
31.所述套筒材质为钢材。
32.实施例2,参见图1和3,一种轴零件的径向孔加工装置,包括套筒、均力板、弹簧和端盖;
33.所述套筒的中通孔为台阶孔,所述套筒套装在轴零件上,轴零件的一端顶在所述台阶孔的台阶部,通过台阶部对轴零件轴向限位;
34.所述套筒一端设有外螺纹,与所述端盖为螺纹配合,所述套筒另一端外壁面为n等边形棱柱面,n为大于3的整数;轴零件的另一端从所述套筒一端伸出;
35.所述均力板和弹簧设置在端盖内部,且弹簧设置在端盖与均力板之间,将均力板压紧在所述轴零件的另一端部;
36.所述套筒开有n条径向孔,n条径向孔均指向圆心,所述径向孔的内径与径向孔加工钻头外径间隙配合,所述间隙在0.001mm~0.1mm。
37.所述n为4。
38.在套筒与端盖之间设置有垫圈。
39.所述垫圈材质为橡胶或硅胶。
40.所述套筒材质为钢材。
41.本文中公开的系统、装置和方法的不同示例包括各种部件、特征和功能。应当理解,本文中公开的系统、装置和方法的各种示例可包括任何组合方式或任何子组合方式的本文中公开的系统、装置和方法的其他示例中的任一个的部件、特征和功能中的任一个,并且所有这些可能性旨在落入本实用新型的范围内。
42.已出于例示和描述的目的展示了对不同有利布置的描述,但是该描述并不旨在是排他性的或限于所公开形式的示例。许多修改形式和变化形式对于本领域的普通技术人员而言将是显而易见的。另外,不同的有利示例可描述与其他有利示例相比不同的优点。选择和描述所选择的一个示例或多个示例,以便最佳地说明示例的原理、实际应用,并且使本领域的普通技术人员能够理解本公开有进行了适于所料想特定使用的各种修改的各种示例。
技术特征:
1.一种轴零件的径向孔加工装置,其特征在于:包括套筒、均力板、弹簧和端盖;所述套筒的中通孔为台阶孔,所述套筒套装在轴零件上,轴零件的一端顶在所述台阶孔的台阶部,通过台阶部对轴零件轴向限位;所述套筒一端设有外螺纹,与所述端盖为螺纹配合,所述套筒另一端外壁面为n等边形棱柱面,n为大于3的整数;轴零件的另一端从所述套筒一端伸出;所述均力板和弹簧设置在端盖内部,且弹簧设置在端盖与均力板之间,将均力板压紧在所述轴零件的另一端部;所述套筒开有n条径向孔,n条径向孔均指向圆心,所述径向孔的内径与径向孔加工钻头外径间隙配合,所述间隙在0.001mm~0.1mm。2.根据权利要求1所述的一种轴零件的径向孔加工装置,其特征在于:所述n为3或4。3.根据权利要求1所述的一种轴零件的径向孔加工装置,其特征在于:在套筒与端盖之间设置有垫圈。4.根据权利要求3所述的一种轴零件的径向孔加工装置,其特征在于:所述垫圈材质为橡胶或硅胶。5.根据权利要求1所述的一种轴零件的径向孔加工装置,其特征在于:所述套筒材质为钢材。6.根据权利要求1所述的一种轴零件的径向孔加工装置,其特征在于:所述间隙在0.003mm。
技术总结
本实用新型涉及一种轴零件的径向孔加工装置,包括套筒、均力板、弹簧和端盖。本实用新型可实现快速定位孔,确保零件周向制出的孔为等分,可操作性强,能极大提高手工钻孔加工装夹找正的效率,批量生产时效果尤为明显,能产生较大的经济效益。生较大的经济效益。生较大的经济效益。
技术研发人员:张来琴 王国华 谭斌 龚俊 吕吉婵 施政 余铭
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2020.10.30
技术公布日:2021/10/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。