1.本发明涉及汽车冷却管生产技术领域,特别涉及一种带加强片的中冷器管及其生产工艺。
背景技术:
2.随着社会发展及进步,汽车越来越多,汽车生产过程中散热是必须要解决的问题,其中发动机进气散热就是需要解决的一个环节。中冷器的作用就是降低发动机的进气温度。中冷器一般只有在安装了增压器的车才能看到,因为中冷器实际上是涡轮增压的配套件,其作用在于降低增压后的高温空气温度、以降低发动机的热负荷,提高进气量,进而增加发动机的功率。对于增压发动机来说,中冷器是增压系统的重要组成部件。无论是机械增压发动机还是涡轮增压发动机,都需要在增压器与进气歧管之间安装中冷器。而中冷器安装使用后,由于两端收到的压力大,中冷器的两端受到冲压容易挤弯破损,导致中冷器容易损坏需要维修或更换,增加汽车维修成本及人力物力。而中冷器是由中冷器散热管组装而成,中冷器的坚固程度主要取决于中冷器散热管的坚固程度。现有的中冷器管中也有通过在两端增加加强片的方式进行改进,但是现有的中冷器管在加入加强片时不能将加强片完全插入,导致生产的中冷器风阻大,且耗费材料多,因此,寻找一种能够解决上述问题的中冷器散热管的工艺很有必要。
技术实现要素:
3.本发明的目的提供一种带加强片的中冷器管的生产工艺,该生产工艺制备的中冷器管在两端加入加强片增加整个散热管的强度且加强片能够完全插入散热管中,减少风阻,制作工艺简单,不需要进行焊接等复杂操作,直接夹持节省能源,解决了上述背景技术提出的问题。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种带加强片的中冷器管的生产工艺,包括以下操作步骤:
6.(1)调节加固装置使固定冲头位于靠模的正上方,并将加强片置于靠模上,加强片的一端顶住靠模固定板;
7.(2)将管体的一端套入放有加强片的靠模上,中部固定在辅助固定装置,按压管子使管体上方内侧与加强片紧贴,按控制阀使气缸推加固片冲头下压,压紧后松开控制阀;
8.(3)将压好的管体取出检查是否压紧,然后将管子上下方翻转调换,重复步骤(1)和步骤(2);
9.(4)管体的一端上下方都压紧加强片后,调换管体的方向对管体的另一端重复步骤(1)、步骤(2)和步骤(3),检查加强片全部固定后,在管体中插入翅片得到中冷器管成品。
10.进一步地,所述中冷器管包括外管体、翅片和加强片,所述外管体为中空长方体管,所述加强片紧贴固定在外管体两端的内侧且末端与外管体端口齐平,该加强片设置在外管体上下相对的两个内侧面。
11.进一步地,所述外管体管壁的厚度为0.2-0.8mm。
12.进一步地,所述外管体的横截面长为30-300mm,宽为4-20mm,该外管体的四个角为圆角。
13.进一步地,所述加固装置包括长条状的底座、辅助固定装置、靠模固定板、靠模和固定冲头,所述辅助固定装置固定在底座的中部,所述靠模固定板固定在底座一端,所述靠模固定在靠模固定板的中部,该靠模固定板的顶端设置有水平承载板,该承载板的上方固定设置气缸,承载板下方固定设置固定冲头,所述气缸的推杆穿透承载板连接固定冲头。
14.进一步地,所述辅助固定装置呈l型固定在底座的中部,该辅助固定装置的水平部与靠模下表面高度一致。
15.进一步地,所述靠模为方形固定件,该靠模的四条边为圆角。
16.进一步地,所述固定冲头的下表面设有与靠模上表面适配的开口向下u型槽。
17.根据本发明公开的一种带加强片的中冷器管,其技术效果如下:
18.1、本发明通过在外管体的两端内侧直接插入加强片能够至少减少5%的风阻,解决了已有中冷器散热管的加强框部分凸出在外管体外部产生较大风阻的问题;
19.2、本发明的加强片通过从内部挤压将加强片固定在外管体内,且翅片可自然填充满外管体,能够通过加强筋卡住固定在外管体的中部;
20.3、本发明的散热管加强片直接插入外管体,通过挤压将加强片固定,操作简单,不需要其他额外固定部件,减少能耗及材料使用;
21.4、本发明的加工设备结构简单,便于作业人员操作,且操作简单,容易实现;
22.总的来说,整个散热管结构简单,制作简单,使用时热交换效率高,强度高,制备成的中冷器抗冲击性能好,可广泛推广使用。
附图说明
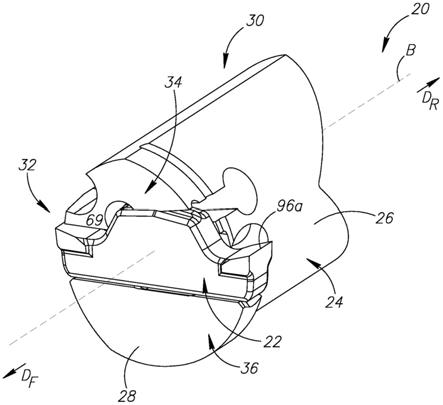
23.图1为本发明中冷器管的整体结构示意图;
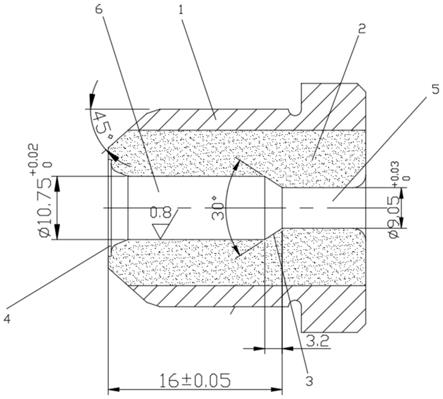
24.图2为本发明中冷器管的横截面结构示意图;
25.图3为本发明中加强片的结构示意图;
26.图4为本发明实施例6中加固装置的结构示意图;
27.图5为本发明实施例6中加工时的结构示意图;
28.图6为对比例1的中冷器管的结构示意图;
29.图7为对比例2的中冷器管的结构示意图;
30.附图中,外管体1、翅片2、加强片3、底座4、辅助固定装置5、靠模固定板6、靠模7、固定冲头8、承载板9、气缸10、加强筋11、加强框部12、框部延长筋13、卡紧槽14。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例1
33.一种带加强片的中冷器管的生产工艺,包括以下操作步骤:
34.(1)将工装连接上所需要的电源和控制阀,控制阀连接控制系统控制气缸的伸缩,调节加固装置使固定冲头位于靠模的正上方,并将加强片置于靠模上,加强片的一端顶住靠模固定板;
35.(2)将管体的一端套入放有加强片的靠模上,管体的最端部顶在靠模固定板上,中部固定在辅助固定装置,按压管子使管体上方内侧与加强片紧贴,按控制阀使气缸推固定冲头下压,压紧后松开控制阀,控制阀控制固定冲头下压后,松开控制阀固定冲头回升,管体和加强片通过固定冲头的冲击贴合靠模的上部使加强片压紧固定在管体内部;
36.(3)将压好的管体取出检查是否压紧,然后将管子上下方翻转调换,重复步骤(1)和步骤(2);
37.(4)管体的一端上下方都压紧加强片后,调换管体的方向对管体的另一端重复步骤(1)、步骤(2)和步骤(3),检查加强片全部固定后,在管体中插入翅片得到中冷器管成品。
38.实施例2
39.一种用于制备中冷器的中冷器管,中冷器管包括外管体1、翅片2和加强片3,所述外管体1为中空长方体管,所述加强片3紧贴固定在外管体两端的内侧且末端与外管体1端口齐平,该加强片3设置在外管体1上下相对的两个内侧面,通过在外管体1的两端内侧增加加强片3可以增加整个散热管两端的强度及抗冲击强度,解决中冷器经常出现两端被冲击弯折破损的问题,而且直接插入加强片可以减少风阻。
40.外管体1管壁的厚度为0.2mm,翅片2的长度与外管体1一致,横截面长为30mm,宽为4mm,加强片3为方形的金属片,加强片3的两侧稍微向下设有弧度,使加强片3侧边适配于外管内侧的圆角;外管体1的横截面长为30mm,宽为4mm,该外管体1的四个角为圆角。
41.实施例3
42.种用于制备中冷器的中冷器管,外管体1管壁的厚度为0.8mm,翅片2的长度与外管体1一致,横截面长为100mm,宽为10mm,加强片3为方形的金属片,加强片3的两侧稍微向下设有弧度,使加强片3侧边适配于外管内侧的圆角;外管体1的横截面长为300mm,宽为20mm,一个外管体内填充6个翅片层叠组合,该外管体1的四个角为圆角。其余实施与实施例2一直。
43.实施例4
44.种用于制备中冷器的中冷器管,外管体1管壁的厚度为0.4mm,翅片2的长度与外管体1一致,横截面长为50mm,宽为8mm,加强片3为方形的金属片,加强片3的两侧稍微向下设有弧度,使加强片3侧边适配于外管内侧的圆角;外管体1的横截面长为50mm,宽为8mm,一个外管体填充8个翅片,该外管体1的四个角为圆角。其余实施与实施例2一直。
45.实施例5
46.中冷器管包括外管体1、翅片2和加强片3,所述外管体1为中空长方体管,所述加强片3紧贴固定在外管体1两端的内侧且末端与外管体端口齐平,该加强片3设置在外管体1上下相对的两个内侧面,直接插入加强片可以减少风阻,
47.外管体1管壁的厚度为0.3-0.5mm,翅片2的长度与外管体1一致,横截面长为30-100mm,宽为4-10mm,加强片3为方向的金属片,加强片3为方形金属片,直接插入紧贴在外管体内侧;外管体1的横截面长为20-300mm,宽为2-20mm,该外管体1的四个角为圆角。
48.实施例6
49.如图4和图5所示,加固装置包括长条状的底座4、辅助固定装置5、靠模固定板6、靠模7和固定冲头8,所述辅助固定装置5固定在底座的中部,所述靠模固定板6固定在底座4一端,所述靠模7固定在靠模固定板6的中部,该靠模固定板6的顶端设置有水平承载板9,该承载板9的上方固定设置气缸10,承载板9下方固定设置固定冲头8,所述气缸10的推杆穿透承载板连接固定冲头8。
50.辅助固定装置呈l型固定在底座的中部,该辅助固定装置5的水平部与靠模下表面高度一致,外管体1插入靠模7的时候另一端辅助固定使其呈水平,且便于管体直立;靠模7为方形固定件,该靠模7的四条边为圆角;固定冲头8的下表面设有与靠模7上表面适配的开口向下u型槽,固定冲头8的内侧贴着靠模固定板6的表面上下移动,底座为方形金属板或者下方开口的凹槽板。
51.对比例1
52.如图6所示,为市售的中冷器管,该中冷器管包括外管体和填充满外管体内部的翅片,外管体的管壁厚度为0.4mm,翅片2的长度与外管体1一致,横截面长为50mm,宽为8mm,外管体1的横截面长为200mm,宽为12mm,该外管体1的四个角为圆角,形成一个内部填充满翅片的中冷器管,该中冷器管制备成的中冷器使用时两端易于损坏,使用寿命比本发明的中冷器的寿命大大减少。
53.对比例2
54.如图7所示,为现有的中冷器管,包括外管体1、翅片2和加强筋11,所述外管体为中空长方体管,所述翅片2设置在外管体1内并填充满外管体1,所述加强筋11紧贴在外管体1短边的内侧,位于外管体1的两端的两端部,所述加强筋11与外管体的四个角完全贴合并固定贴合与外管体1内侧;外管体1管壁的厚度为0.5mm;翅片的长度与外管体1一致,该翅片的两端为与加强筋11配合收缩;外管体1的横截面长为50mm,宽为8mm,该外管体的四个角为圆角;加强筋11包括加强框部12和框部延长筋13,所述框部延长筋13由加强框部12的窄边两侧面本体延伸,所述加强框部12为可贴合在外管体内侧的短框体,加强框部12可以在散热管收到冲击力最大的两端提供足够的强度支撑,所述外管体1和加强筋11贴合处还设有卡紧槽14,增加卡紧槽14可以将翅片及加强筋很好地固定在外管体,卡紧槽7设置在外管体1窄边两侧面上,框部延长筋13的设置除了增强外还可以节省材料;卡紧槽14由外管体1的外部向内部凹陷,所述加强框部12在对应位置设置适配的卡紧槽;加强筋11通过挤压直接固定在外管体1的内壁上;加强筋11的材质14与外管体1的材质一致。
55.将实施例4中的中冷器管和对比例1、对比例2中的散热管进行对比其使用性能,对比例1、对比例2中的散热管制备的中冷器相对于实施例4的中冷器管制备的中冷器的使用性能变化情况如表1所示。
56.57.由上表可知,本发明制备的散热管的性能相对于市面上现有的管子制备的中冷器的压力降较小,且静压低,振动小,压力脉冲小,热冲击也大大减少,整体性能有很大的提高,而相对于对比例2中的管子虽然压力降较高,但是在保证正常使用的范围内,但是使用的材料大大减少,从而减少生产成本。
58.本发明的散热管结构简单,制作简单,使用时热交换效率高,强度高,减少风阻,制备成的中冷器抗冲击性能好,风阻小,节省材料,可广泛推广使用。
59.最后应该说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。