1.本发明涉及洗发水瓶盖的自动组装设备领域,尤其涉及的是一种洗发水瓶盖的非标自动装配机。
背景技术:
2.近年来,传统制造业企业为解决“招工难、用工贵”的问题,研发和推广了各种现代化、自动化的设备及工业机器人,希望能够通过“机器换人”来提升传统产业的制造水平,推动技术红利替代人口红利。
3.如今,已有越来越多的传统制造业企业开始实施“机器换人”工程,这对促进产业 结构的优化具有重要的推动作用,同时也为传统制造业企业的转型升级提供了有效的解决方 案,人们对于工业自动化设备领域投入了越来越多的关注;由此,着重转向以高质量、低成 本、快速反应的手段在市场中求生存,已成为目前中国各类制造业企业乃至服务企业不容回 避的主要问题之一,加上当前中国产业发展普遍面临的用工荒问题,以及未来国内劳动力成 本不断上涨的趋势,也为中国产业整体大力推动实施“机器换人”留下巨大的发展空间,将 促使企业对新工艺和新设备产生更加迫切的需求,因而市场对于非标自动化设备的需求开始 不断增长。
4.如图1所示,图1是现有技术中某款洗发水瓶盖的构成和装配结构示意图,该款洗发水瓶盖100由内盖110和外盖120组成,内盖110嵌装在外盖120的内部,由于该款洗发水瓶盖100多用于日常生活中的洗发水瓶身上,所以一般需求量都很大,传统的组装往往都是由大量的工人在整条流水线上利用专用工装夹具协同完成装配作业,工作过程单一,零件批量大,生产效率低下,用工成本过高;而现有市面上的标准或通用自动化生产线的运动轨迹又较为复杂,转移或周转半成品、成品所需的容器较多,占用场地大,过多的工步也同样不利于生产效率的提升。
5.因此,为解决传统制造业企业的用工问题、提升生产效率和降低生产成本,现有技术尚有待改进和发展。
技术实现要素:
6.为解决上述技术问题,本发明提供一种洗发水瓶盖的非标自动装配机,可大幅降低企业用工成本,并可明显提升生产效率,且结构紧凑,周转所需容器较少,占用场地小。
7.本发明的技术方案如下:一种洗发水瓶盖的非标自动装配机,洗发水瓶盖由内盖和外盖组成,内盖嵌装在外盖的内部;该非标自动装配机包括:工作台、储料分拣单元、送料及固定单元、上顶按压单元、出料单元和控制单元,工作台用于安装和支撑各功能单元以实现各功能单元之间的相互连接,储料分拣单元用于在控制单元的控制下利用振动原理分别将无序的内盖和外盖调整至指定的姿态后通过各自的输料轨道一个接一个地移动到送料及固定单元,送料及固定单元用于在控制单元的控制下分别对内盖和外盖进行定位和固定,并配合上顶按压单元将内盖向上顶入对应的外盖中成为洗发水瓶盖,以及在出料单元
的配合下将洗发水瓶盖导入到产品容器内;其中,所述上顶按压单元包括变频电机、凸轮分割器、圆环状的凸轮盘和多个顶杆组件;多个顶杆组件垂直均布在凸轮盘之上,凸轮盘固定在工作台的台面之上,凸轮盘的上端面由高度不同的表面组成连续光滑的表面,每个顶杆组件的下端均与凸轮盘的上端面相接触,位于工作台台面之下的凸轮分割器经由传动机构连接变频电机,变频电机电性连接控制单元,用于实现多个顶杆组件沿凸轮盘的上端面在圆周方向上做间歇移动的同时做上下移动。
8.所述的洗发水瓶盖的非标自动装配机,其中:所述凸轮盘的上端面设置有三个高度不同的平面,且三个平面之间均通过斜面相连接,并在连接处圆滑过渡。
9.所述的洗发水瓶盖的非标自动装配机,其中:三个高度不同的平面分别是高度最低的远休止平面、高度最高的第二近休止平面、高度介于远休止平面和第二近休止平面之间的第一近休止平面;远休止平面上的顶杆组件均处于空运行状态,第一近休止平面上的顶杆组件处于准备压紧状态,第二近休止平面上的顶杆组件处于压紧产品状态。
10.所述的洗发水瓶盖的非标自动装配机,其中:所述远休止平面及其与第一近休止平面之间的斜面共占整个圆环状凸轮盘上端面的180
°
区域,第一近休止平面和第二近休止平面各占圆环状凸轮盘上端面的60
°
区域,三个平面之间的斜面各占圆环状凸轮盘上端面的30
°
区域。
11.所述的洗发水瓶盖的非标自动装配机,其中:每个顶杆组件均由一根顶杆、一个导向套、一根压缩弹簧和一个滚轮组成;导向套套装在顶杆的中部,顶杆的下部设置有一圈台阶,压缩弹簧套装在顶杆的下部并位于导向套与台阶之间,滚轮通过销轴连接在顶杆的下端,用于使滚轮沿凸轮盘的上端面滚动。
12.所述的洗发水瓶盖的非标自动装配机,其中:所述送料及固定单元包括上盖、外盖送料盘、内盖送料盘和支撑环;装配状态下,上盖固定在外盖送料盘之上,外盖送料盘固定在内盖送料盘之上,内盖送料盘固定在支撑环之上,支撑环固定在上顶按压单元的转动零件之上,用于上顶按压单元的转动零件在转动的同时,通过支撑环同步转动内盖送料盘、外盖送料盘和上盖;外盖送料盘的周边等间隔设置有多个用于卡住外盖的外盖卡位槽口,内盖送料盘的周边等间隔设置有多个用于卡住内盖的内盖卡位槽口,内盖卡位槽口数量与外盖卡位槽口数量相同;且每个内盖卡位槽口处都设置有适配单根顶杆的上端穿过的上顶孔。
13.所述的洗发水瓶盖的非标自动装配机,其中:所述上盖的外径小于外盖送料盘的外径;且在外盖卡位槽口口部的单侧设置有向外倾斜的斜面一。
14.所述的洗发水瓶盖的非标自动装配机,其中:所述内盖送料盘由一体连接的内盖卡盘部和垫板部组成,内盖卡位槽口位于内盖卡盘部的周边,且在内盖卡位槽口口部的单侧设置有向外倾斜的斜面二;在内盖卡盘部和垫板部之间还设置有一圈凹槽部。
15.所述的洗发水瓶盖的非标自动装配机,其中:所述上顶按压单元还包括滚筒和顶杆导向盘组件,滚筒下端直接与凸轮分割器相连接,滚筒上端直接与顶杆导向盘组件相连接;顶杆导向盘组件由一个圆盘状的顶杆导向盘和多个导向套压板组成,支撑环的外径小于顶杆导向盘的外径,顶杆导向盘上端面的周边等间隔设置有多个适配卡入单个导向套压板的压板槽,压板槽数量与内盖卡位槽口数量相同;每个压板槽的一侧均设置有一适配装
入导向套的导套孔,导向套上端的边沿设置有止口台阶,导套孔和压板槽之间相交的投影面积与止口台阶的台阶面相适配。
16.所述的洗发水瓶盖的非标自动装配机,其中:所述出料单元包括挡片、过桥片和引导板;挡片呈叶片形,其前端伸入上盖与外盖送料盘之间,用于利用外盖送料盘的转动,将已压入内盖的外盖从外盖卡位槽口中挡出;过桥片位于挡片的下方,用于将挡片挡出的洗发水瓶盖弹落到引导板上;引导板位于洗发水瓶盖从过桥片上弹落的轨迹线上,用于将从过桥片上弹落的洗发水瓶盖导入到放置在工作台台面下方周边的产品容器内。
17.本发明所提供的一种洗发水瓶盖的非标自动装配机,除了采用工作台、储料分拣单元、送料及固定单元、上顶按压单元、出料单元和控制单元,还采用了变频电机和凸轮分割器配合圆环状的凸轮盘,凸轮盘的上端面由高度不同的表面组成连续光滑的表面,使得垂直均布在凸轮盘之上的多个顶杆组件在凸轮分割器的带动下,沿凸轮盘的上端面在圆周方向上做间歇移动的同时做上下移动;单台设备的单班产量相当于20个人工的单班总产量,大幅降低了企业用工成本,大大提升了生产效率,且周转所需容器较少,占用场地小,非常适合传统制造业的自动化升级改造。
附图说明
18.在此描述的附图仅用于解释目的,而非意图以任何方式来限制本发明公开的范围;图中各部件的形状和比例尺寸等仅为示意性的,用于帮助对本发明的理解,并非是具体限定本发明各部件的形状和比例尺寸;本领域的技术人员在本发明的教导下,可以根据具体情况选择各种可能的形状和比例尺寸来实施本发明。
19.图1是现有技术中某款洗发水瓶盖的构成和装配结构示意图;图2是本发明洗发水瓶盖的非标自动装配机实施例的背面立体结构示意图;图3是本发明洗发水瓶盖的非标自动装配机实施例的正面立体结构示意图;图4是本发明洗发水瓶盖的非标自动装配机实施例所用储料分拣单元及关联单元的立体结构放大示意图;图5至8是本发明洗发水瓶盖的非标自动装配机实施例所用送料及固定单元和上顶按压单元在不同视角下的立体结构放大示意图;图9是本发明洗发水瓶盖的非标自动装配机实施例所用送料及固定单元(去掉挡料盘)和上顶按压单元的立体结构放大示意图;图10是本发明洗发水瓶盖的非标自动装配机实施例所用送料及固定单元(去掉挡料盘)和上顶按压单元(去掉变频电机和凸轮分割器)在分解状态下的立体结构放大示意图;图11是本发明洗发水瓶盖的非标自动装配机实施例所用凸轮分割器的外观立体结构放大示意图;图12是本发明洗发水瓶盖的非标自动装配机实施例所用凸轮盘的立体结构放大示意图;图13是本发明洗发水瓶盖的非标自动装配机实施例所用凸轮盘的俯视结构放大示意图;图14是本发明洗发水瓶盖的非标自动装配机实施例所用单个顶杆组件的主视结
构放大示意图;图15是本发明洗发水瓶盖的非标自动装配机实施例所用单个顶杆组件在分解状态下的立体结构放大示意图;图中各标号汇总:洗发水瓶盖100、内盖110、外盖120、工作台200、储料分拣单元300、内盖储料桶310、内盖振动盘320、内盖输料导轨330、外盖储料桶340、外盖振动盘350、外盖输料导轨360、送料及固定单元400、上盖410、外盖送料盘420、垫圈部421、外盖卡位槽口420a、斜面一420b、内盖送料盘430、内盖卡盘部431、内盖卡位槽口431a、斜面二431b、凹槽部433、垫板部432、上顶孔432a、挡料盘440、上挡料环441、(上挡料环441的)进料断口441b、下挡料环442、(下挡料环442的)进料断口442b、出料断口(441a和442a)、支撑环450、上顶按压单元500、变频电机510、凸轮分割器520、出力轴521、(凸轮分割器520入力轴的)皮带轮522、凸轮盘530、远休止平面531、第一近休止平面532、第二近休止平面533、三个平面(531、532和533)之间的斜面(534、535或536)、滚筒540、顶杆导向盘组件550、顶杆导向盘551、导套孔551a、压板槽551b、导向套压板552、顶杆组件560、顶杆561、台阶561a、导向套562、止口台阶562a、压缩弹簧563、滚轮564、销轴565、外框架570、出料单元600、引导板610、过桥片620、挡片630、控制单元700。
具体实施方式
20.以下将结合附图,对本发明的具体实施方式和实施例加以详细说明,所描述的具体实施例仅用以解释本发明,并非用于限定本发明的具体实施方式。
21.以图1所示的洗发水瓶盖为例,结合图2和图3所示,图2是本发明洗发水瓶盖的非标自动装配机实施例的背面立体结构示意图,图3是本发明洗发水瓶盖的非标自动装配机实施例的正面立体结构示意图;本发明洗发水瓶盖的非标自动装配机包括工作台200、储料分拣单元300、送料及固定单元400、上顶按压单元500、出料单元600和控制单元700,工作台200用于安装和支撑各功能单元以实现各功能单元之间的相互连接,储料分拣单元300用于在控制单元700的控制下利用振动原理分别将无序的内盖110和外盖120调整至指定的姿态后通过各自的输料轨道一个接一个地移动到送料及固定单元400,送料及固定单元400用于在控制单元700的控制下分别对内盖110和外盖120进行定位和固定,并配合上顶按压单元500将单个内盖110向上顶入对应的单个外盖120中成为单个洗发水瓶盖,以及在出料单元500的配合下将洗发水瓶盖导入到产品容器内。
22.结合图4所示,图4是本发明洗发水瓶盖的非标自动装配机实施例所用储料分拣单元及关联单元的立体结构放大示意图,具体的,储料分拣单元300包括内盖储料桶310、内盖振动盘320、内盖输料导轨330、外盖储料桶340、外盖振动盘350和外盖输料导轨360。
23.内盖储料桶310的内壁上设置有螺旋上升的内盖输料轨道,与设置在内盖振动盘310内边缘的内盖输料轨道相连通,内盖振动盘310内边缘的内盖输料轨道与切向连接内盖振动盘310的内盖输料导轨330相连通,内盖输料导轨330的另一端(即内盖送料口)衔接送料及固定单元400的内盖送料口;内盖储料桶310和内盖振动盘320的振动源与控制单元700的控制连接,用于在控制单元700的控制下,利用振动原理结合内盖输料轨道的结构,将内盖储料桶310里的内盖110调整至指定的姿态后一个接一个地振动到螺旋上升的内盖输料轨道,并经内盖振动盘310的内盖输料轨道振动到内盖输料导轨330的内盖送料口,以实现
储料分拣单元300分拣并输送内盖110的目的,控制单元700可通过单独调整内盖振动盘320的振动源频率调整内盖110的上料节奏。
24.外盖储料桶340的内壁上也设置有螺旋上升的外盖输料轨道,与设置在外盖振动盘350内边缘的外盖输料轨道相连通,外盖振动盘350内边缘的外盖输料轨道与切向连接外盖振动盘350的外盖输料导轨360相连通,外盖输料导轨360的另一端(即外盖送料口)衔接送料及固定单元400的外盖送料口;外盖储料桶340和外盖振动盘350的振动源与控制单元700的控制连接,用于在控制单元700的控制下,利用振动原理结合外盖输料轨道的结构,将外盖储料桶340里的外盖120调整至指定的姿态后一个接一个地振动到螺旋上升的外盖输料轨道,并经外盖振动盘350的外盖输料轨道振动到外盖输料导轨360的外盖送料口,以实现储料分拣单元300分拣并输送外盖120的目的,控制单元700可通过单独调整外盖振动盘350的振动源频率调整外盖120的上料节奏,并使其与内盖110的上料节奏保持一致或同步。
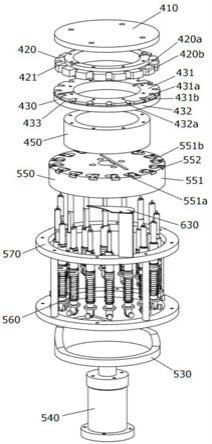
25.结合图5至8和图9、图10所示,图5至8是本发明洗发水瓶盖的非标自动装配机实施例所用送料及固定单元和上顶按压单元在不同视角下的立体结构放大示意图,图9是本发明洗发水瓶盖的非标自动装配机实施例所用送料及固定单元(去掉挡料盘)和上顶按压单元的立体结构放大示意图,图10是本发明洗发水瓶盖的非标自动装配机实施例所用送料及固定单元(去掉挡料盘)和上顶按压单元(去掉变频电机和凸轮分割器)在分解状态下的立体结构放大示意图。
26.具体的,送料及固定单元400包括上盖410、外盖送料盘420、内盖送料盘430、挡料盘440和支撑环450;该单元在装配状态下,上盖410固定在外盖送料盘420之上,外盖送料盘420固定在内盖送料盘430之上,内盖送料盘430固定在支撑环450之上,支撑环450固定在上顶按压单元500的转动零件之上,用于上顶按压单元500的转动零件在转动的同时,通过支撑环450同步转动内盖送料盘430、外盖送料盘420和上盖410。
27.上盖410的外径小于外盖送料盘420的外径,外盖送料盘420呈法兰盘状,其上下端面各设置有一体连接的垫圈部421,上下垫圈部421的厚度与外盖120的外形尺寸相关,外盖送料盘420的周边等间隔设置有多个外盖卡位槽口420a,用于卡住图1中在外形上小下大的外盖120,也便于在上盖410的配合下,避免从图4外盖输料导轨360的外盖送料口掉入外盖卡位槽口420a的外盖120在被顶入内盖110时出现向上位移的现象;同时,为了便于已装配好内盖110的外盖120从外盖卡位槽口420a中顺利脱离,而又不至于对之前的装配过程产生不利影响,较好的是,在外盖卡位槽口420a口部的单侧设置有向外倾斜的斜面一420b。
28.内盖送料盘430由一体连接的内盖卡盘部431和垫板部432组成,内盖卡盘431位于垫板部432之上,内盖卡盘部431的周边等间隔设置有多个内盖卡位槽口431a,内盖卡盘部431上的内盖卡位槽口431a数量与外盖送料盘420上的外盖卡位槽口420a数量相同,在内盖卡盘部431和垫板部432之间还设置有一圈凹槽部433,凹槽部433的宽度和深度与内盖110的外形尺寸相关,以共同卡住图1中带有喇叭裙摆的内盖110;同时,为了便于从图4内盖输料导轨330的内盖送料口掉入内盖卡位槽口431a的内盖110在被顶杆组件560向上顶时顺利从内盖卡位槽口431a中脱离,较好的是,在内盖卡位槽口431a口部的单侧也设置有向外倾斜的斜面二431b;此外,在垫板部432上的每个内盖卡位槽口431a处,都设置有适配单个顶杆组件560的上端穿过的上顶孔432a,用于在上顶按压单元500的作用下,顶杆组件560将对应其上方的内盖110顶入相应的外盖120中。
29.图5至图8中的挡料盘440套装在外盖送料盘420和内盖送料盘430的周边,并通过相应的支脚固定在上顶按压单元500的非转动零件之上,用于阻挡外盖送料盘420在高速转动时因离心力而从外盖卡位槽口420a中甩出外盖120,以及用于阻挡内盖送料盘430在高速转动时因离心力而从内盖卡位槽口431a中甩出内盖110;如图5至图8所示,挡料盘440由一体连接的上挡料环441和下挡料环442组成,上挡料环441的位置与外盖送料盘420相对应,下挡料环442的位置与内盖送料盘430相对应,且上挡料环441和下挡料环442在同一个位置设置有共同的出料断口(441a和442a),以便于压入内盖110的外盖120即洗发水瓶盖100的出料;同时,上挡料环441和下挡料环442在不同位置有各自的进料断口(441b和442b),上挡料环441的进料断口441b到出料断口441a的距离大于下挡料环442的进料断口442b到出料断口442a的距离;且上挡料环441的进料断口441b与图4外盖输料导轨360的外盖送料口相衔接,用于外盖120的持续进料;下挡料环442的进料断口442b与图4内盖输料导轨330的内盖送料口相衔接,用于内盖110的持续进料。
30.具体的,上顶按压单元500包括变频电机510、凸轮分割器520、圆环状的凸轮盘530、滚筒540、顶杆导向盘组件550、多个顶杆组件560和外框架570;其中,滚筒540、顶杆导向盘组件550和多个顶杆组件560是图2(或图3)工作台200台面之上的转动零件,凸轮盘530和外框架570是图2(或图3)工作台200台面之上的非转动零件。
31.变频电机510和凸轮分割器520均安装在图3工作台200的台面之下,结合图11所示,图11是本发明洗发水瓶盖的非标自动装配机实施例所用凸轮分割器的外观立体结构放大示意图,可以将凸轮分割器520出力轴521一侧的安装面直接固定在图3工作台200台面板的底面之上,凸轮分割器520是实现高速间歇运动的机构,具有分度精度高、运转平稳、传递扭矩大、定位时能自锁、结构紧凑、体积小、噪音低、高速性能好、寿命长等显著特点,可实现圆周方向上的间歇输送或者直线方向上的间歇输送,在本发明中,凸轮分割器520用于实现多个顶杆组件560沿凸轮盘530的上端面在圆周方向上做间歇移动的同时做上下移动。
32.而变频电机510则通过固定在图3凸轮分割器520底面的电机安装板安装在垂直连接该电机安装板底面的电机固定板上;变频电机510电性连接控制单元700,之所以采用变频电机510的原因是可以通过控制单元700改变频率进而改变电机的转速,进而可以根据生产需要调节生产节奏的快慢,或者根据外盖120和内盖110的上料节奏调整凸轮分割器520的间歇输送节奏,使其保持一致或同步;变频电机510经由传动机构连接凸轮分割器520,例如,通过皮带传动方式连接图11凸轮分割器520入力轴的皮带轮522,此外,还可以通过链轮、同步带轮、齿轮、联轴器等传动方式连接,在此不再赘述。
33.凸轮盘530的下端面可直接固定在图2或图3工作台200的台面板之上,因此,在本发明中,凸轮盘530始终处于固定状态,并不参与任何的转动或移动,但凸轮盘530的上端面是由高度不同的表面组成的连续光滑表面,多个顶杆组件560垂直均布在凸轮盘530之上,每个顶杆组件560的下端均与凸轮盘530的上端面相接触,而所有顶杆组件560在凸轮分割器520的驱动下沿凸轮盘530的上端面在圆周方向上做间歇移动,以实现所有顶杆组件560在圆周方向上做间歇移动的同时进行上下移动。
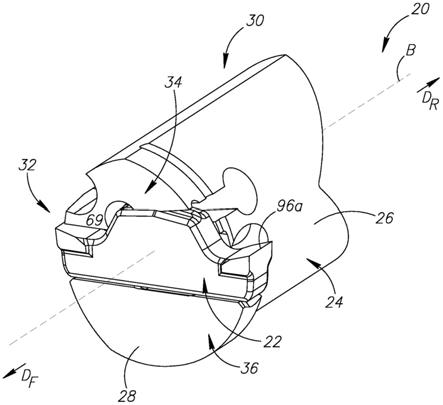
34.结合图12所示,图12是本发明洗发水瓶盖的非标自动装配机实施例所用凸轮盘的立体结构放大示意图,优选地,凸轮盘530的上端面设置有三个高度不同的平面(531、532和533),且三个平面(531、532和533)之间分别采用斜面(534、535和536)相连接,并在连接处
圆滑过渡,由此使得每个顶杆组件560的运动顺序都变成:小升—短停—再小升—短停—大降—长停,这样就能够保证每个产品的按压过程都会有个缓冲过渡期,进而不至于产品被压废,进一步提高了产品的合格率。
35.具体的,三个高度不同的平面(531、532和533)分别是高度最低的远休止平面531、高度最高的第二近休止平面533、高度介于远休止平面531和第二近休止平面533之间的第一近休止平面532;远休止平面531上的顶杆组件560均处于空运行状态,第一近休止平面532上的顶杆组件560处于准备压紧状态,第二近休止平面533上的顶杆组件560处于压紧产品状态。
36.结合图13所示,图13是本发明洗发水瓶盖的非标自动装配机实施例所用凸轮盘的俯视结构放大示意图,进一步地,所述远休止平面531及其与第一近休止平面532之间的斜面534共占整个圆环状凸轮盘530上端面的180
°
区域,第一近休止平面532和第二近休止平面533各占圆环状凸轮盘530上端面的60
°
区域,三个平面(531、532和533)之间的斜面(534、535或536)各占圆环状凸轮盘530上端面的30
°
区域。
37.结合图14和图15所示,具体的,每个顶杆组件560均由一根顶杆561、一个导向套562、一根压缩弹簧563和一个滚轮564组成;导向套562套装在顶杆561的中部,顶杆561的下部设置有一圈台阶561a,压缩弹簧563套装在顶杆561的下部并位于导向套562与台阶561a之间,滚轮564通过销轴565连接在顶杆561的下端,用于使滚轮564沿图9凸轮盘530的上端面滚动。
38.具体的,外框架570是由两个圆环状且等径的挡圈和多个等高的立柱连接而成的框架结构,下挡圈直接固定在图2(或图3)工作台200台面之上,上挡圈位于顶杆导向盘组件550的周边,多个等高的立柱等间隔地连接在上挡圈和下挡圈之间,用于保护高速转动的顶杆组件560,避免出现安全事故;前述挡料盘440的支脚就支撑并固定在外框架570的上挡圈之上。
39.返回图10所示,滚筒540呈多台阶的圆筒状,其下端直接与图11凸轮分割器520的出力轴521及其端面相连接,其上端直接与顶杆导向盘组件550相连接,用于将凸轮分割器520在圆周方向上的间歇移动通过滚筒540同步传输给顶杆导向盘组件550;顶杆导向盘组件550由一个圆盘状的顶杆导向盘551和多个导向套压板552组成,送料及固定单元400中的支撑环450的外径小于顶杆导向盘551的外径,顶杆导向盘551上端面的周边等间隔设置有多个适配卡入单个导向套压板552的压板槽551b,顶杆导向盘551上的压板槽551b数量与内盖卡盘部431上的内盖卡位槽口431a数量相同;每个压板槽551b的一侧均设置有一适配装入图14(或图15)导向套562的导套孔551a,而图14(或图15)导向套562上端的边沿设置有止口台阶562a,对应的,图10导套孔551a和压板槽551b之间相交的投影面积与图14(或图15)止口台阶562a的台阶面相适配,在用螺钉将导向套压板552固定在压板槽551b中之后,以防止导向套562在压缩弹簧563的作用下弹出导套孔551a,由此既保证了在顶杆导向盘551带动所有顶杆组件560沿凸轮盘530的上端面在圆周方向上做精准间歇输送的同时,也保证了顶杆561在导向套562内做上下移动的轴向精度。
40.如图2、3并结合图5、6、8、9所示,具体的,出料单元600包括挡片630、过桥片620和引导板610,挡片630呈叶片形,其后端固定在支撑块的顶端,支撑块的底端固定在外框架570的上挡圈之上,挡片630前端伸入上盖410与外盖送料盘420之间并位于挡料盘440出料
断口(441a和442a)后方,用于利用外盖送料盘420的转动,将已压入内盖110的外盖120(即洗发水瓶盖100)从外盖卡位槽口420a中“挡出”;过桥片620固定在支撑块的中部且位于挡片630的下方,用于将挡片630“挡出”的洗发水瓶盖100“弹落”到引导板610上,引导板610通过工字梁固定在工作台200的台面上,且引导板610位于洗发水瓶盖100从过桥片620上“弹落”的轨迹线上,用于将从过桥片620上“弹落”的洗发水瓶盖100“导入”到放置在工作台200台面下方周边的产品容器内。
41.如图2和图3所示,具体的,控制单元700包括支撑杆、控制器和声光报警灯,支撑杆用于将控制器固定在工作台200的台面上方,控制器带有显示器和控制按钮,可以控制并调节内盖振动盘320的振动源频率、外盖振动盘350的振动源频率、变频电机510的频率或转速,同时可以在显示器上显示相关参数和生产速率和产量。
42.本发明洗发水瓶盖的非标自动装配机的使用过程和工作原理是:将内盖110倒入内盖储料桶310中,将外盖120倒入外盖储料桶340中,通过按下控制器上的开启按钮启动内盖振动盘320的振动源、外盖振动盘350的振动源以及变频电机510;内盖110在振动下被调整至指定的姿态后一个接一个地从内盖储料桶310内壁上螺旋上升的内盖输料轨经内盖振动盘310内边缘的内盖输料轨道移动到内盖输料导轨330的内盖送料口,并掉入内盖送料盘430的内盖卡位槽口431a中;外盖120在振动下被调整至指定的姿态后一个接一个地从外盖储料桶340内壁上螺旋上升的内盖输料轨经外盖振动盘350内边缘的内盖输料轨道移动到外盖输料导轨360的外盖送料口,并掉入外盖送料盘420外盖卡位槽口420a中;变频电机510带动凸轮分割器520工作,通过滚筒540驱动外盖送料盘420、内盖送料盘430和顶杆导向盘组件550同步转动,在凸轮盘530的作用下,移动到第一近休止平面532上的顶杆组件560中的顶杆561克服压缩弹簧563的弹力第一次上顶穿过内盖送料盘430的上顶孔432a,插入内盖110的中心孔中并保持稳定;当该顶杆组件560移动到第二近休止平面533上时,其顶杆561继续克服压缩弹簧563的弹力第二次上顶,将其上方的内盖110压入外盖120中并压紧,当该顶杆组件560移动到远休止平面531时,其顶杆561在压缩弹簧563弹力的作用下退出上顶孔432a并下移离开内盖送料盘430;当该顶杆组件560上方外盖卡位槽口420a中的洗发水瓶盖100被外盖送料盘420转动到挡片630的位置时,静止的挡片将洗发水瓶盖100从外盖卡位槽口420a中“挡出”,被“挡出”的洗发水瓶盖100经过桥片620“弹落”到引导板610上,并被“导入”到产品容器内。
43.本说明书中未作详细描述的内容均属于本领域普通技术人员公知的现有技术。
44.应当理解的是,以上所述仅为本发明的较佳实施例而已,并不足以限制本发明的技术方案,对本领域普通技术人员来说,在本发明的精神和原则之内,可以根据上述说明加以增减、替换、变换或改进,例如,本发明的非标自动装配机可以自动组装包括但不限于图1由外盖110和内盖120组成的洗发水瓶盖100,同样也可以自动组装仅由外盖和内盖两个零件组成的沐浴露瓶盖、洗发液瓶盖、洗衣液瓶盖、矿泉水瓶盖或饮料瓶盖等等,而所有这些增减、替换、变换或改进后的技术方案,都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。