1.本发明涉及变压器相关技术领域,更具体地说,尤其涉及一种变压器表面除油除锈处理方法。
背景技术:
2.变压器在长周期的使用后,表面极易出现锈蚀以及表面油污的状况,需要对变压器进行辅助清理,保证变压器的良好工作状态。
3.现有的处理方法在运行时,无法对变压器进行分步清理工作,使得各清理工序之间相互干扰,降低了清理的精度,且清理效率低,清理周期跨度长,增大了工作人员的返工率,同时现有的处理方法中的除油剂使用效果不佳,不能快速的对油污进行剥离,同时在油污剥离中无法对变压器表面进行保护,加速了变压器的老化损伤。
技术实现要素:
4.本发明的目的是为了解决现有技术中无法对变压器进行分步清理工作,使得各清理工序之间相互干扰,降低了清理的精度,且清理效率低,清理周期跨度长,增大了工作人员的返工率,同时现有的处理方法中的除油剂使用效果不佳,不能快速的对油污进行剥离的问题。
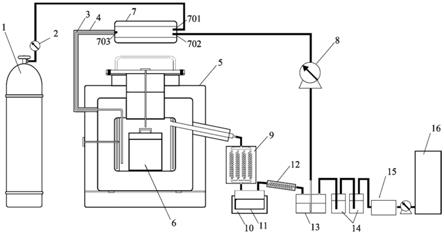
5.为实现上述目的,本发明提供如下技术方案:一种变压器表面除油除锈处理方法,包括如下步骤:
6.步骤1,变压器预处理:选取需要进行清理的变压器备用,之后将变压器吊运至清洗箱内,将喷淋设备输入5.4mpa的水流对变压器表面的污泥灰尘等进行预清理,随后根据控制系统对喷淋设备的喷洗角度以及喷洗方位等进行快速的对应调整,可对变压器表面进行全面的清理工作,之后将变压器输送烘干箱内进行烘干工作,获得预清理完成的变压器备用;
7.步骤2,变压器除油处理:将步骤1中所得的变压器放置在浸泡箱内,向浸泡箱中加热35
‑
45℃的温水,之后向水中加入15%的除油剂对应混合搅拌均匀,达到对变压器的浸泡处理,持续浸泡10
‑
15min,并将水温控制在65
‑
75℃,在浸泡的过程中对浸泡箱内持续冲入氮气8
‑
10min,实现了对变压器表面的除油工序;
8.步骤3,一次烘干加工:将步骤2中所得的变压器经过喷淋设备对经过除油工序的变压器进行表面喷洗,避免除油剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除油工序完成的变压器备用;
9.步骤4,变压器除锈处理:将步骤3所得的变压器再次放置在清洗箱内,之后将除锈剂灌装至雾化设备内备用,随后工作人员手持雾化设备将除锈剂喷洒至变压器表面锈蚀位置,静置5
‑
7min,随后利用刷洗设备对锈蚀位置进行加固清理工作,之后准备对变压器表面锈蚀位置二次喷洒,再次静置3
‑
5min,再次使用刷洗设备对锈蚀位置进行清理,重复上述工作,直至对变压器表面的锈蚀处进行全面清理,获得除锈完成的变压器备用;
10.步骤5,二次烘干加工:将步骤4中所得的变压器经过喷淋设备对经过除锈工序的变压器进行表面喷洗,避免除锈剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除锈工序完成的变压器备用;
11.步骤6,表面检测处理:将经过除油、除锈工作的变压器输送至检测单元内进行检测,实现了对变压器表面除油、除锈效果的全面检测,达到合格标准后出库,若未达到要求,则需重复上述工作进行二次清理工作。
12.优选的,步骤1中烘干箱烘干温度控制为40
‑
60℃循环风烘干处理,并持续烘干5
‑
8min。
13.优选的,步骤2中的浸泡箱内底端安装有超声波发生器,在浸泡清洗过程中可进行启闭工作,提升了除油工作的精度。
14.优选的,步骤2中所述的除油剂按如下质量份数的组分:
15.脂肪醇聚氧乙烯醚7
‑
9份、氢氧化钠1
‑
2份、碳酸氢钠1.5
‑
2.3份、乙二醇单乙醚2
‑
4份、生物表面活性剂6
‑
9份、磷酸钠10
‑
12份、聚天冬氨酸7
‑
8份、聚乙烯醚硫酸钠5
‑
8份、邻苯二酚4
‑
6份以及金属保护剂4
‑
7份。
16.优选的,还包括质量份比如下的成份:脂肪酸0.5
‑
1.5份、纤维素梅0.8
‑
1.6份。
17.优选的,所述的金属保护剂为偏碳酸盐。
18.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7
‑
9份、氢氧化钠1
‑
2份、碳酸氢钠1.5
‑
2.3份、乙二醇单乙醚2
‑
4份、生物表面活性剂6
‑
9份、磷酸钠10
‑
12份、聚天冬氨酸7
‑
8份、聚乙烯醚硫酸钠5
‑
8份、邻苯二酚4
‑
6份、金属保护剂4
‑
7份以及脂肪酸0.5
‑
1.5份、纤维素梅0.8
‑
1.6份。
19.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7份、氢氧化钠1份、碳酸氢钠1.5份、乙二醇单乙醚2份、生物表面活性剂6份、磷酸钠10份、聚天冬氨酸7份、聚乙烯醚硫酸钠5份、邻苯二酚4份、金属保护剂4份以及脂肪酸0.5份、纤维素梅0.8份。
20.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚8份、氢氧化钠1.5份、碳酸氢钠2份、乙二醇单乙醚3份、生物表面活性剂8份、磷酸钠11份、聚天冬氨酸7.5份、聚乙烯醚硫酸钠6份、邻苯二酚5份、金属保护剂6份以及脂肪酸1份、纤维素梅1.2份。
21.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚9份、氢氧化钠2份、碳酸氢钠2.3份、乙二醇单乙醚4份、生物表面活性剂9份、磷酸钠12份、聚天冬氨酸8份、聚乙烯醚硫酸钠8份、邻苯二酚6份、金属保护剂7份以及脂肪酸1.5份、纤维素梅1.6份。
22.本发明的技术效果和优点:
23.1、本发明利用除锈工序、除油工序等可逐步对变压器表面进行辅助清理,提升了整体清理精度,通过对变压器的分步工序加工清理,避免相邻工序之间发生相互干扰的状况,且整体清理效果高,可连续的对多组变压器进行清理工作,降低了工作人员的劳动强度,可广泛运用在不同的工况中,通过增设有表面检测工序,在清理完成后,可对变压器的除油、除锈效果进行复查检测,可将不合格的变压器进行返工清理,进一步提升了整体处理精度,且在除油工序中增设有氮气以及超声波发生器,驱使浸泡箱内部清洗液进行翻腾振动,实现了对变压器的冲击清理,加速了油渍的脱落剥离,提升了整体净化效率,节能环保。
24.2、本发明制备除油剂去油能力强、去污效果佳,便于工作人员操作使用,使用本发明除油粉清洗后的钢铁表面,无可见油膜或油斑,通过在除油剂中添加聚氧乙烯醚硫酸钠,
该分子中有两种不同性质的亲水基团,可与油污发生快速互溶,使油垢和金属等基体表面的粘附力降低发生剥落,油污进入除油剂中,通过在除油剂中增设有金属保护剂,在清理的过程中可对变压器表面进行保护,避免在清理的过程中造成变压器表面的暗淡、脱色的状况。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1
27.一种变压器表面除油除锈处理方法,包括如下步骤:
28.步骤1,变压器预处理:选取需要进行清理的变压器备用,之后将变压器吊运至清洗箱内,将喷淋设备输入5.4mpa的水流对变压器表面的污泥灰尘等进行预清理,随后根据控制系统对喷淋设备的喷洗角度以及喷洗方位等进行快速的对应调整,可对变压器表面进行全面的清理工作,之后将变压器输送烘干箱内进行烘干工作,获得预清理完成的变压器备用;
29.步骤2,变压器除油处理:将步骤1中所得的变压器放置在浸泡箱内,向浸泡箱中加热35
‑
45℃的温水,之后向水中加入15%的除油剂对应混合搅拌均匀,达到对变压器的浸泡处理,持续浸泡10
‑
15min,并将水温控制在65
‑
75℃,在浸泡的过程中对浸泡箱内持续冲入氮气8
‑
10min,实现了对变压器表面的除油工序;
30.步骤3,一次烘干加工:将步骤2中所得的变压器经过喷淋设备对经过除油工序的变压器进行表面喷洗,避免除油剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除油工序完成的变压器备用;
31.步骤4,变压器除锈处理:将步骤3所得的变压器再次放置在清洗箱内,之后将除锈剂灌装至雾化设备内备用,随后工作人员手持雾化设备将除锈剂喷洒至变压器表面锈蚀位置,静置5
‑
7min,随后利用刷洗设备对锈蚀位置进行加固清理工作,之后准备对变压器表面锈蚀位置二次喷洒,再次静置3
‑
5min,再次使用刷洗设备对锈蚀位置进行清理,重复上述工作,直至对变压器表面的锈蚀处进行全面清理,获得除锈完成的变压器备用;
32.步骤5,二次烘干加工:将步骤4中所得的变压器经过喷淋设备对经过除锈工序的变压器进行表面喷洗,避免除锈剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除锈工序完成的变压器备用;
33.步骤6,表面检测处理:将经过除油、除锈工作的变压器输送至检测单元内进行检测,实现了对变压器表面除油、除锈效果的全面检测,达到合格标准后出库,若未达到要求,则需重复上述工作进行二次清理工作。
34.优选的,步骤1中烘干箱烘干温度控制为40
‑
60℃循环风烘干处理,并持续烘干5
‑
8min。
35.优选的,步骤2中的浸泡箱内底端安装有超声波发生器,在浸泡清洗过程中可进行启闭工作,提升了除油工作的精度。
36.优选的,步骤2中所述的除油剂按如下质量份数的组分:
37.脂肪醇聚氧乙烯醚7份、氢氧化钠1份、碳酸氢钠1.5份、乙二醇单乙醚2份、生物表面活性剂6份、磷酸钠10份、聚天冬氨酸7份、聚乙烯醚硫酸钠5份、邻苯二酚4份以及金属保护剂4份。
38.优选的,还包括质量份比如下的成份:脂肪酸0.5份、纤维素梅0.8份。
39.优选的,所述的金属保护剂为偏碳酸盐。
40.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7
‑
9份、氢氧化钠1
‑
2份、碳酸氢钠1.5
‑
2.3份、乙二醇单乙醚2
‑
4份、生物表面活性剂6
‑
9份、磷酸钠10
‑
12份、聚天冬氨酸7
‑
8份、聚乙烯醚硫酸钠5
‑
8份、邻苯二酚4
‑
6份、金属保护剂4
‑
7份以及脂肪酸0.5
‑
1.5份、纤维素梅0.8
‑
1.6份。
41.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7份、氢氧化钠1份、碳酸氢钠1.5份、乙二醇单乙醚2份、生物表面活性剂6份、磷酸钠10份、聚天冬氨酸7份、聚乙烯醚硫酸钠5份、邻苯二酚4份、金属保护剂4份以及脂肪酸0.5份、纤维素梅0.8份。
42.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚8份、氢氧化钠1.5份、碳酸氢钠2份、乙二醇单乙醚3份、生物表面活性剂8份、磷酸钠11份、聚天冬氨酸7.5份、聚乙烯醚硫酸钠6份、邻苯二酚5份、金属保护剂6份以及脂肪酸1份、纤维素梅1.2份。
43.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚9份、氢氧化钠2份、碳酸氢钠2.3份、乙二醇单乙醚4份、生物表面活性剂9份、磷酸钠12份、聚天冬氨酸8份、聚乙烯醚硫酸钠8份、邻苯二酚6份、金属保护剂7份以及脂肪酸1.5份、纤维素梅1.6份。
44.实施例2
45.一种变压器表面除油除锈处理方法,包括如下步骤:
46.步骤1,变压器预处理:选取需要进行清理的变压器备用,之后将变压器吊运至清洗箱内,将喷淋设备输入5.4mpa的水流对变压器表面的污泥灰尘等进行预清理,随后根据控制系统对喷淋设备的喷洗角度以及喷洗方位等进行快速的对应调整,可对变压器表面进行全面的清理工作,之后将变压器输送烘干箱内进行烘干工作,获得预清理完成的变压器备用;
47.步骤2,变压器除油处理:将步骤1中所得的变压器放置在浸泡箱内,向浸泡箱中加热35
‑
45℃的温水,之后向水中加入15%的除油剂对应混合搅拌均匀,达到对变压器的浸泡处理,持续浸泡10
‑
15min,并将水温控制在65
‑
75℃,在浸泡的过程中对浸泡箱内持续冲入氮气8
‑
10min,实现了对变压器表面的除油工序;
48.步骤3,一次烘干加工:将步骤2中所得的变压器经过喷淋设备对经过除油工序的变压器进行表面喷洗,避免除油剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除油工序完成的变压器备用;
49.步骤4,变压器除锈处理:将步骤3所得的变压器再次放置在清洗箱内,之后将除锈剂灌装至雾化设备内备用,随后工作人员手持雾化设备将除锈剂喷洒至变压器表面锈蚀位置,静置5
‑
7min,随后利用刷洗设备对锈蚀位置进行加固清理工作,之后准备对变压器表面锈蚀位置二次喷洒,再次静置3
‑
5min,再次使用刷洗设备对锈蚀位置进行清理,重复上述工作,直至对变压器表面的锈蚀处进行全面清理,获得除锈完成的变压器备用;
50.步骤5,二次烘干加工:将步骤4中所得的变压器经过喷淋设备对经过除锈工序的
变压器进行表面喷洗,避免除锈剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除锈工序完成的变压器备用;
51.步骤6,表面检测处理:将经过除油、除锈工作的变压器输送至检测单元内进行检测,实现了对变压器表面除油、除锈效果的全面检测,达到合格标准后出库,若未达到要求,则需重复上述工作进行二次清理工作。
52.优选的,步骤1中烘干箱烘干温度控制为40
‑
60℃循环风烘干处理,并持续烘干5
‑
8min。
53.优选的,步骤2中的浸泡箱内底端安装有超声波发生器,在浸泡清洗过程中可进行启闭工作,提升了除油工作的精度。
54.优选的,步骤2中所述的除油剂按如下质量份数的组分:
55.脂肪醇聚氧乙烯醚8份、氢氧化钠1.5份、碳酸氢钠2份、乙二醇单乙醚3份、生物表面活性剂8份、磷酸钠11份、聚天冬氨酸7.5份、聚乙烯醚硫酸钠7份、邻苯二酚5份以及金属保护剂6份。
56.优选的,还包括质量份比如下的成份:脂肪酸1份、纤维素梅1份。
57.优选的,所述的金属保护剂为偏碳酸盐。
58.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7
‑
9份、氢氧化钠1
‑
2份、碳酸氢钠1.5
‑
2.3份、乙二醇单乙醚2
‑
4份、生物表面活性剂6
‑
9份、磷酸钠10
‑
12份、聚天冬氨酸7
‑
8份、聚乙烯醚硫酸钠5
‑
8份、邻苯二酚4
‑
6份、金属保护剂4
‑
7份以及脂肪酸0.5
‑
1.5份、纤维素梅0.8
‑
1.6份。
59.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7份、氢氧化钠1份、碳酸氢钠1.5份、乙二醇单乙醚2份、生物表面活性剂6份、磷酸钠10份、聚天冬氨酸7份、聚乙烯醚硫酸钠5份、邻苯二酚4份、金属保护剂4份以及脂肪酸0.5份、纤维素梅0.8份。
60.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚8份、氢氧化钠1.5份、碳酸氢钠2份、乙二醇单乙醚3份、生物表面活性剂8份、磷酸钠11份、聚天冬氨酸7.5份、聚乙烯醚硫酸钠6份、邻苯二酚5份、金属保护剂6份以及脂肪酸1份、纤维素梅1.2份。
61.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚9份、氢氧化钠2份、碳酸氢钠2.3份、乙二醇单乙醚4份、生物表面活性剂9份、磷酸钠12份、聚天冬氨酸8份、聚乙烯醚硫酸钠8份、邻苯二酚6份、金属保护剂7份以及脂肪酸1.5份、纤维素梅1.6份。
62.实施例3
63.一种变压器表面除油除锈处理方法,包括如下步骤:
64.步骤1,变压器预处理:选取需要进行清理的变压器备用,之后将变压器吊运至清洗箱内,将喷淋设备输入5.4mpa的水流对变压器表面的污泥灰尘等进行预清理,随后根据控制系统对喷淋设备的喷洗角度以及喷洗方位等进行快速的对应调整,可对变压器表面进行全面的清理工作,之后将变压器输送烘干箱内进行烘干工作,获得预清理完成的变压器备用;
65.步骤2,变压器除油处理:将步骤1中所得的变压器放置在浸泡箱内,向浸泡箱中加热35
‑
45℃的温水,之后向水中加入15%的除油剂对应混合搅拌均匀,达到对变压器的浸泡处理,持续浸泡10
‑
15min,并将水温控制在65
‑
75℃,在浸泡的过程中对浸泡箱内持续冲入氮气8
‑
10min,实现了对变压器表面的除油工序;
66.步骤3,一次烘干加工:将步骤2中所得的变压器经过喷淋设备对经过除油工序的变压器进行表面喷洗,避免除油剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除油工序完成的变压器备用;
67.步骤4,变压器除锈处理:将步骤3所得的变压器再次放置在清洗箱内,之后将除锈剂灌装至雾化设备内备用,随后工作人员手持雾化设备将除锈剂喷洒至变压器表面锈蚀位置,静置5
‑
7min,随后利用刷洗设备对锈蚀位置进行加固清理工作,之后准备对变压器表面锈蚀位置二次喷洒,再次静置3
‑
5min,再次使用刷洗设备对锈蚀位置进行清理,重复上述工作,直至对变压器表面的锈蚀处进行全面清理,获得除锈完成的变压器备用;
68.步骤5,二次烘干加工:将步骤4中所得的变压器经过喷淋设备对经过除锈工序的变压器进行表面喷洗,避免除锈剂在变压器表面残留,随后将变压器输送至烘干箱内,烘干温度控制为40
‑
60℃循环风烘干处理,持续烘干5
‑
8min,获得除锈工序完成的变压器备用;
69.步骤6,表面检测处理:将经过除油、除锈工作的变压器输送至检测单元内进行检测,实现了对变压器表面除油、除锈效果的全面检测,达到合格标准后出库,若未达到要求,则需重复上述工作进行二次清理工作。
70.优选的,步骤1中烘干箱烘干温度控制为40
‑
60℃循环风烘干处理,并持续烘干5
‑
8min。
71.优选的,步骤2中的浸泡箱内底端安装有超声波发生器,在浸泡清洗过程中可进行启闭工作,提升了除油工作的精度。
72.优选的,步骤2中所述的除油剂按如下质量份数的组分:
73.脂肪醇聚氧乙烯醚9份、氢氧化钠2份、碳酸氢钠2.3份、乙二醇单乙醚4份、生物表面活性剂9份、磷酸钠12份、聚天冬氨酸8份、聚乙烯醚硫酸钠8份、邻苯二酚6份以及金属保护剂7份。
74.优选的,还包括质量份比如下的成份:脂肪酸1.5份、纤维素梅1.6份。
75.优选的,所述的金属保护剂为偏碳酸盐。
76.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7
‑
9份、氢氧化钠1
‑
2份、碳酸氢钠1.5
‑
2.3份、乙二醇单乙醚2
‑
4份、生物表面活性剂6
‑
9份、磷酸钠10
‑
12份、聚天冬氨酸7
‑
8份、聚乙烯醚硫酸钠5
‑
8份、邻苯二酚4
‑
6份、金属保护剂4
‑
7份以及脂肪酸0.5
‑
1.5份、纤维素梅0.8
‑
1.6份。
77.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚7份、氢氧化钠1份、碳酸氢钠1.5份、乙二醇单乙醚2份、生物表面活性剂6份、磷酸钠10份、聚天冬氨酸7份、聚乙烯醚硫酸钠5份、邻苯二酚4份、金属保护剂4份以及脂肪酸0.5份、纤维素梅0.8份。
78.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚8份、氢氧化钠1.5份、碳酸氢钠2份、乙二醇单乙醚3份、生物表面活性剂8份、磷酸钠11份、聚天冬氨酸7.5份、聚乙烯醚硫酸钠6份、邻苯二酚5份、金属保护剂6份以及脂肪酸1份、纤维素梅1.2份。
79.优选的,包括质量份比如下的成份:脂肪醇聚氧乙烯醚9份、氢氧化钠2份、碳酸氢钠2.3份、乙二醇单乙醚4份、生物表面活性剂9份、磷酸钠12份、聚天冬氨酸8份、聚乙烯醚硫酸钠8份、邻苯二酚6份、金属保护剂7份以及脂肪酸1.5份、纤维素梅1.6份。
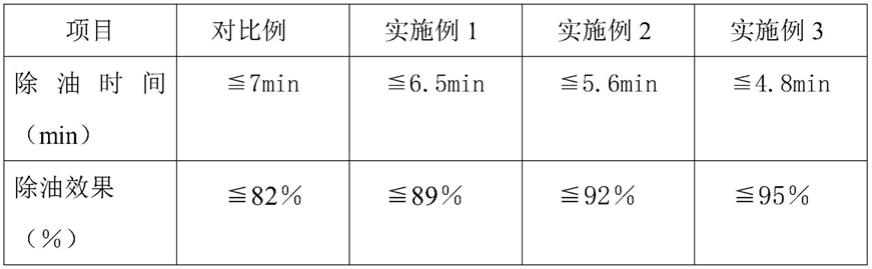
80.实施4
81.将市面上的普通除油剂与本发明实施例1、实施例2和实施例3制备的除油剂进行
除油效率、除油精度对比测试。
82.测试结果如下表:
[0083][0084]
由上表的结果可知,本发明制备的除油剂去油能力强、去污效果佳,便于工作人员操作使用,使用本发明除油粉清洗后的钢铁表面,无可见油膜或油斑,通过在除油剂中增设有金属保护剂,在清理的过程中可对变压器表面进行保护,避免在清理的过程中造成变压器表面的暗淡、脱色的状况。
[0085]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。