1.本发明涉及卸料控制技术领域,具体为一种皮带机卸料小车自动卸料控制系统。
背景技术:
2.皮带输送机卸料小车属于皮带输送机的一个单独部件,主要应用在对皮带输送机有卸料要求的场合实现多点布料。
3.我矿在用的六仓位皮带输送机卸料车的控制,或为在现场利用操作箱上的按钮控制卸料车移动,或是在现场卸料点处安装摄像头通过视频画面配合远程控制实现卸料车前后移动。
4.其卸料点位置多依靠经验或根据现场某固定物体作为参照物大致确定,小车定位误差较大,特别是在轨道前后尽头极易与限位挡块发生碰撞,导致卸料车掉道或其它故障甚至事故的发生。同时卸料点的料位不能直观显示,经常出现料位过高,排料不畅,致使小车卸料溜槽溢料,行走阻力增大,行走电机过载等而影响生产。
5.于是,本技术人秉持多年该相关行业丰富的设计开发及实际制作的经验,针对现有的结构及缺失予以研究改良,提供一种皮带机卸料小车自动卸料控制系统,以期达到更具有实用价值性的目的。
技术实现要素:
6.(一)解决的技术问题
7.针对现有技术的不足,本发明提供了一种皮带机卸料小车自动卸料控制系统,解决了现有采用视频或视觉判断来进行卸料操作的过程中小车定位误差较大,特别是在轨道前后尽头极易与限位挡块发生碰撞,导致卸料车掉道或其它故障甚至事故的发生;卸料点的料位不能直观显示,经常出现料位过高,排料不畅,致使小车卸料溜槽溢料,行走阻力增大,行走电机过载等而影响生产的问题。
8.(二)技术方案
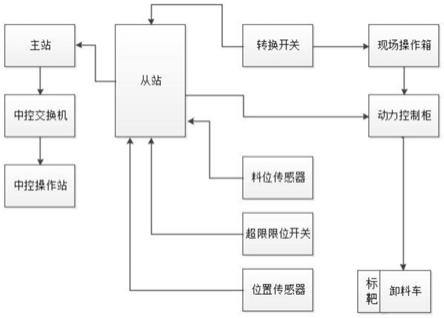
9.为实现以上目的,本发明通过以下技术方案予以实现:一种皮带机卸料小车自动卸料控制系统,包括料仓、位置传感器、料位传感器、卸料车、从站、主站、中控交换机、中控操作站、动力控制柜,所述料仓内设置有料位传感器,所述从站、主站、中控交换机、中控操作站依次串联,所述位置传感器、料位传感器均与从站电性连接,所述位置传感器用于监测卸料车的位置,所述动力控制柜与从站电性连接,所述卸料车与动力控制柜电性连接。
10.优选的,所述卸料车上设置有标靶,所述位置传感器通过对标靶的感应实现对卸料车位置的检测。
11.优选的,所述卸料车设置在小车行走轨道上。
12.优选的,所述小车行走轨道的两端设置有限位挡块,所述限位挡块的内侧设置有超限限位开关,所述超限限位开关与从站电性连接。
13.优选的,所述动力控制柜和转换开关均与现场操作箱电性连接,所述转换开关与
从站电性连接。
14.优选的,所述标靶设置在卸料车溜槽底板的外侧壁上。
15.一种皮带机卸料小车自动定位卸料控制系统,该系统通过现场操作箱上的转换开关切换成本地或中控操作模式,在中控模式下,可按实际需求选择根据缓冲仓料位变化采取手动选仓自动定位卸料,或选择设定料位上限值,系统自动选仓、定点卸料模式。
16.具体技术方案:
17.沿卸料车行走方向在各料仓适当位置安装位置传感器,料仓顶部适当位置安装雷达式料位计,在小车行走轨道两端限位挡块前,安装有超限限位开关(如图2)。所有信号连接到s7
‑
300从站的di和ai模块接口,经profibus
‑
dp总线传送到主站,通过中控交换机与上位机间的以太网实现数据互联,卸料车行走控制信号由上位机经网络发送到从站的do模块(如图4)。
18.雷达料位计按料仓实际深度选择量程,其输出的4~20ma的标准信号经plc运算处理后,在上位机显示实时料位数据,中控依此数据的变化和实际生产需求选择控制模式。
19.位置传感器为两线制接近开关,安装在卸料点附近的机架上,同时在小车卸料溜槽底板外侧壁上装有以金属标靶,小车移动时标靶经过接近开关检测面时,开关导通作为车位信号传送到上位机显示画面,约定车位信号代码为1~6。所选接近开关的最大检测距离为15mm,与标靶实际工作间距控制在5
‑
10mm左右,以保证信号的稳定(如图3)。
20.本系统plc控制程序及上位机hmi基于西门子pcs7软件开发。下表为plc i/o分配表。
[0021][0022]
一种皮带机卸料小车自动定位卸料控制系统,在方案中还包含以下方面:
[0023]
卸料车行走电机正反转控制及现场/中控转换电路的设计,通过转换开关sa在两种模式中切换,sa在现场模式时,使用操作箱上的“sb2前进、sb1停止、sb3后退”按钮可在现场控制卸料车移动。在中控模式时,上位机通过plc的输出端q0.0、q0.1控制继电器ka1、ka2
对卸料车进行远程操作(如图5)。
[0024]
确定plc输入输出变量,编写i/o分配表(见下表),同时设计plc控制系统接线图(如图6、图7)。为各料仓确定编号,约定料仓编号为1~6,作为选仓代码,与车位代码对应,编写plc控制程序,程序根据这两组代码的差异,控制卸料车进退或停止。
[0025]
上位机操作界面含卸料车远程控制及料位监控界面(如图8)、卸料车远程控制及状态监控界面(如图9),由pcs7中wincc软件组态开发完成,通过卸料车远程控制及状态监控界面(如图9)可实时获知设备目前的状态,如电源信号、故障信号、本地/远程控制信号等,各状态在画面中以不同颜色指示灯显示。在sa转换开关置于远程位置时,若卸料车出现超限移动时,通过该界面中的“前进启动”、“停止”、“后退启动”三个按钮,可使卸料车停止并退出该状态。
[0026]
手动选仓自动定位卸料模式的实现,sa转换开关置于远程位,在卸料车远程控制及状态监控界面(如图9)点击全自动停止按钮,卸料车远程控制及料位监控界面(如图8)中点击任意一个非卸料车停止位的选仓按钮,如卸料车停在3#位,则在点击除3#选仓按钮外的其它五个选仓按钮中的任意一个,plc根据车位代码与选仓代码的不同,在其do模板的q0.0或q0.1输出正反转信号,控制卸料车前进或后退,到达指定位置后自动停止。卸料车出现超限移动时,画面中超限位报警指示灯闪烁提示。控制流程如图10。
[0027]
系统自动选仓、自动定位卸料模式,此模式以料位为控制目标,卸料全过程无需人工干预。在图8画面的料位设定输入域中设置好料位值,在图9画面中点击全自动启动按钮,plc实时将卸料点料位与设定值比较,一旦超过设定值,即触发用wincc的c脚本编写的比较程序,从其余的五个料仓中选择料位最低的料仓作为卸料车的目的地,同时将选仓代码反馈至plc,由plc根据车位代码与选仓代码的不同,控制卸料车前进或后退,到达指定位置后自动停止。流程见图11。
[0028]
为防止料位在设定值附近出现波动干扰,plc重复选仓,造成卸料车在行走过程中出现振荡,导致行走电机过载,控制程序中编写了抗干扰程序,plc在卸料点料位超过设定值选定目的料仓,并在到达选定料仓一定时间后重新启动自动选仓作业,避免此类干扰的影响。
[0029]
(三)有益效果
[0030]
本发明提供了一种皮带机卸料小车自动卸料控制系统。具备以下有益效果:
[0031]
该皮带机卸料小车自动卸料控制系统采用料位计和位置传感器分别对料仓料位和卸料小车的位置进行准确监测,有效降低溢料及其溢料产生的轨道行走不通畅的问题,同时也降低了卸料小车与限位挡块发生碰撞的概率。
附图说明
[0032]
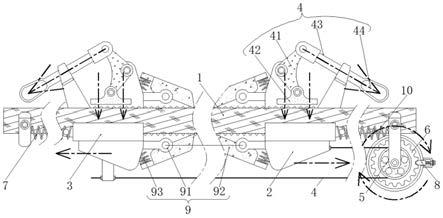
图1、卸料系统示意图;
[0033]
图2、卸料系统现场布置图;
[0034]
图3、卸料车位置及料位检测示意图;
[0035]
图4、plc、hmi远程控制数据传输网络示意图;
[0036]
图5、现场操作箱电原理图;
[0037]
图6、s7
‑
300plc di/do模块接线图;
[0038]
图7、s7
‑
300plc ai模块接线图;
[0039]
图8、卸料车远程控制及料位监测界面;
[0040]
图9、卸料车远程控制及状态监测界面;
[0041]
图10、卸料车远程手动选仓、自动定位控制流程图;
[0042]
图11、卸料车远程全自动选仓、自动定位控制流程图。
具体实施方式
[0043]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0044]
实施例1:
[0045]
本发明提供一种技术方案:一种皮带机卸料小车自动卸料控制系统,包括料仓、位置传感器、料位传感器、卸料车、从站、主站、中控交换机、中控操作站、动力控制柜,料仓内设置有料位传感器,从站、主站、中控交换机、中控操作站依次串联,位置传感器、料位传感器均与从站电性连接,位置传感器用于监测卸料车的位置,动力控制柜与从站电性连接,卸料车与动力控制柜电性连接。
[0046]
实施例2:在实施例1的基础上
[0047]
卸料车上设置有标靶,位置传感器通过对标靶的感应实现对卸料车位置的检测。
[0048]
实施例3:在实施例1的基础上
[0049]
卸料车设置在小车行走轨道上。
[0050]
实施例4:在实施例3的基础上
[0051]
小车行走轨道的两端设置有限位挡块,限位挡块的内侧设置有超限限位开关,超限限位开关与从站电性连接。
[0052]
实施例5:在实施例4的基础上
[0053]
包括转换开关和现场操作箱,动力控制柜和转换开关均与现场操作箱电性连接,转换开关与从站电性连接。
[0054]
实施例6:在实施例2的基础上
[0055]
标靶设置在卸料车溜槽底板的外侧壁上。
[0056]
在设备的合适位置安装所需的传感器、现场操作箱,并完成布线。编写i/o分配表,完成plc硬件组态,连通网络。
[0057]
在wincc的变量管理器中完成变量定义及通讯组态,在图形编辑器完成画面组态及变量连接,检查网络通讯是否正常。
[0058]
现场操作箱转换开关sa置现场位置,前后移动卸料车,标靶每经过位置传感器检测面时,监控画面相应的指示灯显示绿色,到达超限位置时,小车自动停止。可操作sb2或sb3按钮脱离此位置。料位信号为连续变化的数据。
[0059]
半自动模式,现场操作箱转换开关sa置远程位置,在(图7)画面中点击任意一个非卸料车停止位的选仓按钮,如卸料车停在3#位,则在点击除3#选仓按钮外的其它五个选仓按钮中的任意一个,plc根据车位代码与选仓代码的不同,在其do模板的q0.0或q0.1输出正
反转信号,控制卸料车前进或后退,到达指定位置后自动停止。
[0060]
全自动模式,现场操作箱转换开关sa置远程位置,在图7画面的料位设定输入域中设置好料位值,在图8画面中点击全自动启动按钮,卸料点料位超过设定值后,卸料车自动行驶到料位最低的料仓后停止移动,相应指示灯变为绿色。
[0061]
全自动模式时,人为改变料位检测信号值,适当调整抗干扰的阈值,确保卸料车运行过程中无振荡。
[0062]
综上所述,该皮带机卸料小车自动卸料控制系统采用料位计和位置传感器分别对料仓料位和卸料小车的位置进行准确监测,有效降低溢料及其溢料产生的轨道行走不通畅的问题,同时也降低了卸料小车与限位挡块发生碰撞的概率。
[0063]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0064]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。