1.本发明涉及金属材料表面涂层压力加工领域,尤其涉及一种单一锌铁合金涂层钢丝的湿式拉丝工艺。
背景技术:
2.锌铁合金涂层钢丝经湿式拉丝机通过大的总减面率、多道次、小的部分减面率最终获取高强度高韧性待制绳的细钢丝,用此细丝捻制成钢索,最终将此钢索嵌入聚胺脂弹性体之中制成具有耐久的高疲劳等性能的胶带。依以往传统观念与胶类有良好的粘合特性的镀层有电镀黄铜镀层、电镀纯锌镀层、热镀纯锌镀层及热镀锌合金镀层;应最终产品的耐久高疲劳性能所限,电镀镀层对疲劳性能不利,热镀镀层才适宜。热镀镀层一般都偏厚,疲劳性能与镀层厚度近似成反比例关系;同时纯锌层偏软易刮伤积锌且细丝表面粗糙不良。应最终产品所需,开发出单一锌铁合金涂层钢丝,钢丝热镀锌过程是固态铁与液态锌的反应和扩散的过程,在工艺温度下可形成7个合金相,最终能够沉积在钢丝表面的为fezn7金属间化合物相其含铁7.0-11.5%、fezn
13
金属间化合物相其含铁6.0-6.2%。因经涂层后的钢丝还需要多道次的拉丝,涂层钢丝实现可拉拔的条件是钢丝表面的皮膜易于携带润滑液(剂),来降低钢丝表面与拉丝模孔壁之间的摩擦,使得钢丝在孔径模中均匀变形最终获取所需的高强度高韧性的细钢丝。但单一锌铁合金涂层钢丝它不具备皮膜易于携带润滑液的特性,为了克服单一锌铁合金涂层不易携带润滑液的难题,经多方研究,研发出一种适用于单一锌铁合金涂层钢丝的拉拔工艺。
技术实现要素:
3.本发明提供了一种单一锌铁合金涂层钢丝的湿式拉丝工艺,使用特定聚晶拉丝模,小的减面率进行多道次的拉丝路线,采用皂基拉丝润滑剂,将不具备润滑皮膜的单一锌铁合金涂层钢丝,经湿式拉丝机拉至所需的高强度、高韧性、表面光亮的高疲劳性能的细钢丝。
4.为实现上述目的,本发明采用以下技术方案实现:
5.一种单一锌铁合金涂层钢丝的湿式拉丝工艺,选用聚晶模具和水溶性拉丝润滑液,湿式拉丝机运行速度为v=7
±
1m/s,将非润滑皮膜的单一锌铁合金涂层的高碳钢丝拉丝至捻绳所需的细丝。
6.所述的单一锌铁合金涂层的高碳钢丝,采取熔融锌池中垂直刮片抹拭,刮去锌铁合金外表面的纯锌,得到单一的锌铁合金涂层,锌铁合金涂层厚度为1
‑
4μm。
7.所述高碳钢丝中碳含量在0.79wt%
‑
0.86wt%。
8.所述的水溶性润滑液采用皂基润滑剂。
9.所述的水溶性润滑液的使用浓度为5
±
0.5wt%,使用温度为40
±
5℃。
10.所述聚晶模具的内孔依次为入口区、润滑区、工作区、定径区、减压区和出口区6个部分。
11.入口角α=60
‑
80
°
、润滑锥角β=30
‑
35
°
、工作锥角γ=14
‑
16
°
、减压区角θ=15
‑
20
°
、出口角ψ=60
‑
70
°
,定径区的定径长度与定径直径的比为35%-45%。
12.采取小的减面率,多道次的拉丝路线,湿式拉拔段过桥模的平均减面率为14.75
±
0.75%。
13.本发明从钢丝通过孔径模被压缩变细的受力过程进行分析并针对钢基的材质属高碳钢82a--碳含量在0.79-0.86%之间,且表面涂层为单一的锌铁合金涂层的特性。当模孔有定径带时钢丝的拉拔力显著增加,这是因为钢丝在模孔的工作锥出口处发生弹性膨胀,致使钢丝与定径带筒壁间的摩擦力剧增所致。
14.本拉丝工艺方法湿式拉丝,钢丝材质为82a属高碳钢丝,钢丝表面涂层为单一的锌铁合金镀层,此镀层的特点是硬、脆、滑,不具备润滑皮膜,本发明选用相对短定径且偏大的模孔角度,以保持润滑良好,并且增设润滑区和减压区,减少钢丝出入模具的摩擦力以及由此而产生的拉拔应力,减少拉丝过程中,因润滑不良,导致钢丝与拉丝模粘连在一起的情况。本发明选用的聚晶孔径模具设计工艺参数如下:入口角度为60-80
°
,润滑区锥角为30-35
°
,工作区锥角为14-16
°
,定径区长度与孔径比为35%-45%,减压区锥角为15-20
°
,出口角度为60-70
°
。
15.本发明湿式拉拔段选用多道次小的减面率,设计平均减面率q=14.3%,形成固定的拉丝路线,致使各道次拉丝孔径模摩擦阻力最小化。
16.湿式拉丝运行速度v=7
±
1m/s;使用皂基水溶性拉丝润滑液,且拉丝润滑液浓度控制在5
±
0.5%,同时拉丝润滑液温度控制在40
±
5℃;高碳钢丝表面锌铁合金层涂层获取方法为熔融锌池通过垂直刮片刮去外表面的纯锌,并控制锌铁合金涂层厚度为1-4μm。由于高碳钢硬度较硬,韧性较差,不易拉拔,同时由于涂层为1-4μm的单一锌铁合金涂层,不具有润滑膜,在拉拔时不易将润滑液带入模芯,造成拉拔时润滑不好,损伤涂层皮膜。本发明的拉丝运行速度为v=7
±
1m/s可以很好的匹配高碳钢的拉拔,保证钢丝的良好韧性,同时配备皂基水溶性拉丝润滑液,且拉丝润滑液浓度控制在5
±
0.5%,同时拉丝润滑液温度控制在40
±
5℃,模具增设润滑区和减压区,使不具有润滑膜的钢丝易于将润滑液带入模具的定径区,使钢丝得到良好润滑,可以使最终要得到的钢丝的强度与韧性指标达到最佳,进而保证制成的钢索各项指标均符合要求。
17.与现有的技术相比,本发明的有益效果是:
18.一种单一锌铁合金涂层钢丝的湿式拉丝工艺,使用特定聚晶拉丝模,小的减面率进行多道次的拉丝路线,采用皂基拉丝润滑剂,将不具备润滑皮膜的单一锌铁合金涂层钢丝,经湿式拉丝机拉至所需的高强度、高韧性、表面光亮的高疲劳性能的细钢丝。
附图说明
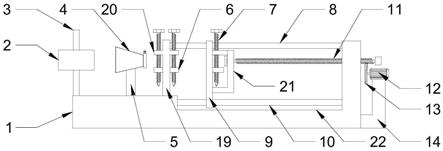
19.图1是本发明的钢丝湿式拉丝过程图。
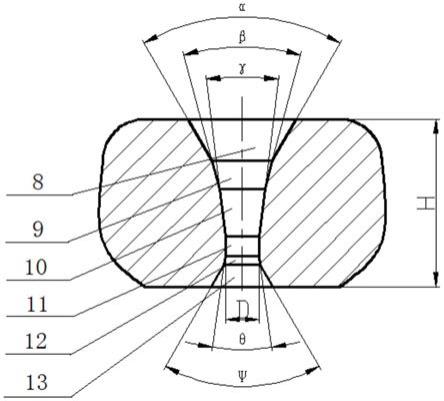
20.图2是本发明的聚晶拉丝模具的结构示意图。
21.图中:1
‑
工字轮放线架、2
‑
钢丝、3
‑
导轮、4
‑
拉丝模、5
‑
收线机、6
‑
湿式拉丝机机体、7
‑
水溶性润滑液、8
‑
入口区、9
‑
润滑区、10
‑
工作区、11
‑
定径区、12
‑
减压区、13
‑
出口区。
具体实施方式
22.下面结合具体实施例对本发明的实施方式进一步说明:
23.如图1、图2所示,一种单一锌铁合金涂层钢丝的湿式拉丝工艺,选用聚晶模具和水溶性拉丝润滑液,湿式拉丝机运行速度为v=7
±
1m/s,将非润滑皮膜的单一锌铁合金涂层的高碳钢丝拉丝至捻绳所需的细丝。
24.所述的单一锌铁合金涂层的高碳钢丝,采取熔融锌池中垂直刮片抹拭,刮去锌铁合金外表面的纯锌,得到单一的锌铁合金涂层,锌铁合金涂层厚度为1
‑
4μm。
25.所述高碳钢丝中碳含量在0.79wt%
‑
0.86wt%。
26.所述的水溶性润滑液采用皂基润滑剂。
27.所述的水溶性润滑液的使用浓度为5
±
0.5wt%,使用温度为40
±
5℃。
28.所述聚晶模具的内孔依次为入口区8、润滑区9、工作区10、定径区11、减压区12和出口区13共5个部分。
29.入口角α=60
‑
80
°
、润滑锥角β=30
‑
35
°
、工作锥角γ=14
‑
16
°
、减压区角θ=15
‑
20
°
、出口角ψ=60
‑
70
°
,定径区的定径长度与定径直径的比为35%-45%。
30.采取小的减面率,多道次的拉丝路线,湿式拉拔段过桥模的平均减面率为14.75
±
0.75%。
31.实施例1:
32.首先准备好聚晶模具外形尺寸为φ3mm,高1.5mm的若干块相应孔径的聚晶拉丝模待修。如图2所示,实施例待用的聚晶拉丝模具修模步骤如下:
33.1)磨出附合规定角度的修模针,将此针装入修模机,修好出口区13及出口角度ψ=60-70
°
。
34.2)重复上述步骤1),修好入口区8及入口角α=60-80
°
;
35.3)重复上述步骤1),修好润滑区9及润滑锥角β=30-35
°
研磨后模具要在显微镜下观察,直至润滑区9平整。
36.4)重复上述步骤1),修好工作区10及工作锥角γ=14-16
°
研磨后模具要在显微镜下观察,直至工作区10无皱纹、无棱角、无沟槽、无麻点。
37.5)修整定径区11,将模具用素丝穿线后放入线抛光夹具盒内,并选适宜粒度的钻石粉,开机线抛光机,定径长度与定径直径的比为35%—45%。
38.6)重复上述步骤1),修好减压区12及减压区角θ=15
‑
20
°
。
39.7)抛光,重复上述步骤1),并采用测孔仪使其符合上述技术要求。修好的模具待用。依据表1给定钢丝拉丝路线,维修出整个模链所需的全部聚晶模具待用。
40.表1实施例各道次拉拔减面率及模具定径区孔径
[0041][0042]
见图1,采取熔融锌池中垂直刮片抹拭,刮去锌铁合金外表面的纯锌,得到单一的锌铁合金涂层其厚度为1-4μm高碳钢丝。上述技术内容采用公告号为cn204198834u的专利
文件公开的装置实现。
[0043]
82a高碳钢锌铁合金钢丝装入工字轮放架1,选用皂基拉丝润滑剂配制浓度为5wt%,调至可用温度40
±
5℃待机。按拉丝路线表1将待用维修合格的聚晶模穿模并装入湿式拉丝机的模盒里,开机依规定车速v=7
±
0.5m/s。
[0044]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。