1.本发明属于医疗器械领域,涉及手术缝合针,尤其是一种表面带有低反射率、抗体液粘附功能结构的防滑手术缝合针及其非接触物理加工方法。
背景技术:
2.在临床手术中,手术的最后阶段需要应用缝合针对伤口进行缝合。传统缝合针材料多为金属材料,且表面经过抛光处理,在进行手术时,很容易出现光反射增加医生手术操作难度的问题。针对缝合针反光的问题,现有的技术通在表面制备化学涂层黑化缝合针针体来降低针体对可见光的反射率,但是这一直接接触的化学加工方法存在严重环境污染问题,且涂层与基底结合力较差,术中易脱落。
3.同时,由于缝合针表面容易粘附血液在内的各类体液,会干扰缝合针辨识度,并易造成术后血液污染。尤其是随着手术机器人的普及,临床上对于缝合针在术中的精准定位和操作稳定性提出了更高的要求。
4.此外,缝合针常为圆针和三角针设计,使用持针器夹持缝合针进行缝合时,容易出现不稳滑动而导致缝合失败。
5.因此需要开发一种具有低反射率、抗体液粘附及防滑功能的手术缝合针及其非接触物理加工方法。
技术实现要素:
6.为了解决现有手术缝合针存在的光反射率过高、不抗体液粘附、及不防滑的问题,本发明提出了一种表面具有低反射率、抗体液粘附功能结构的防滑手术缝合针及其非接触物理加工方法。
7.该缝合针的针体表面带有复合结构,该复合结构具有吸光、抗血液粘附及稳定夹持的功能。该复合结构由两种级别尺寸的结构叠加组成。其中第一级结构为宽5
‑
50μm、深0.2
‑
1μm的沟槽结构,第二级结构为宽250
‑
650nm、高50
‑
200nm的周期性条纹结构,二级结构分布于一级结构表面。该两级复合结构的非接触物理加工方法为脉冲激光加工。激光加工参数及工艺为:激光波长1060或1064nm,脉冲能量20
‑
30μj,脉冲宽度约150fs,脉冲频率320khz或640khz或1280khz,加工速度500
‑
5000mm/s,光斑尺寸10
‑
50μm。
8.该缝合针的持针部位表面有防滑结构,该结构也为两级微纳结构,其中第一级结构由高0.5
‑
5μm的阵列突起组成。第二级结构分布于一级结构表面,由0.05
‑
1μm的颗粒状、棒状和锥形等微米或亚微米结构组成。其加工方法也为脉冲激光加工,激光加工相关参数及工艺为:激光波长1064nm,脉冲能量0.1
‑
2mj,脉冲宽度270ns,脉冲频率50khz,加工速度0.1
‑
1000mm/s,光斑尺寸5
‑
200μm。
9.针体表面的两级微纳结构使入射其中的光线在微米、亚微米级突起等结构间发生多次折射、反射和散射而有效的增大光程,使材料表面对光的吸收增加,减小了针体表面对光的反射率。通过调控激光加工的参数及工艺,可以在手术缝合针表面构建不同尺寸的微
纳结构,使缝合针表面具有不同吸光度和反光率以适应不同临床需求。同时,两级微纳结构有效减小了缝合针的表面能,使液体不易在针表面粘附,使带有两级微纳结构的缝合针具有了抗液体粘附的作用,保证了手术中缝合针的低反光、易辨识,同时避免了体液污染。
10.持针部位的两级微纳结构可以有效增大该部位表面的粗糙度,增大了持针器与缝合针之间的摩擦,保证了手术中缝合针的夹持稳定性。
11.本发明的有益效果为:
12.通过脉冲激光加工方法在缝合针表面制备复合结构,赋予了缝合针低反射率、抗体液粘附及防滑功能,可有效避免因反光、液体粘附及夹持不稳造成的手术操作困难的问题,尤其可以提高手术机器人手术中的定位精准度和操作稳定性。同时脉冲激光处理技术仅涉及物理加工,避免了化学涂层的引入,且不与现有的缝合针生产工艺冲突,可以降低相关种植体产品注册审批的难度。
附图说明
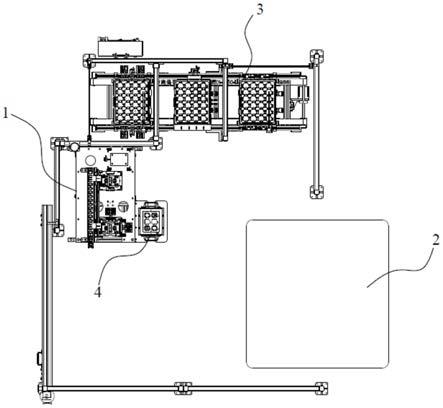
13.图1为缝合针表面加工区域示意图;其中黑色部分为具有低反射率、抗液体粘附功能微纳结构表面,斜线区域为具有防滑功能微纳结构表面。
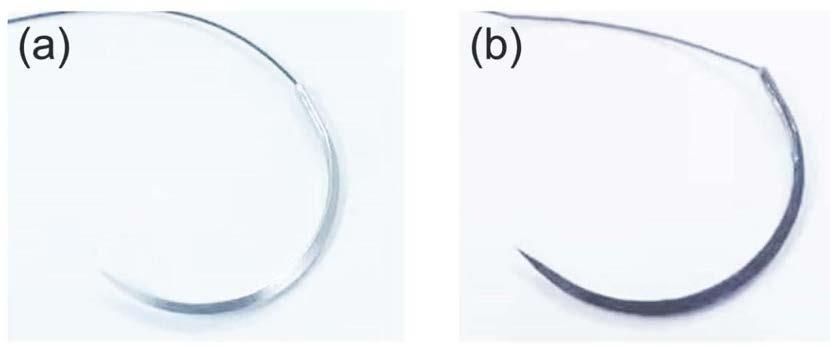
14.图2为实施例1中的缝合针实物图。其中a为激光加工前的缝合针,b为加工后的缝合针。
15.图3为实施例1中脉冲激光加工形成的复合结构图。其中a为具有低反射率、抗液体粘附功能微纳结构扫描电子显微镜图,b为具有防滑功能微纳结构扫描电子显微镜图。
16.图4为实施例1中脉冲激光加工形成的复合结构图。其中a为具有低反射率、抗液体粘附功能微纳结构扫描电子显微镜图,b为具有防滑功能微纳结构扫描电子显微镜图。
17.图5为对照例1中表面对可见光波段的反射率对比。
18.图6为对照例2中表面蛋白粘附量对比。
19.图7为对照例2中表面血小板粘附量对比。
20.图8为光滑表面和带有复合结构的表面血液粘附情况对比,按照实施例1中的加工工艺应用脉冲激光处理了一部分表面后的缝合针,靠近缝合针针尖的黑色段为激光处理后的部分,靠近缝合针尾的光亮段为未进行脉冲激光加工的光滑段。
具体实施方式
21.下面通过具体实施例对发明作进一步详述
22.实施例1
23.本实施例中应用脉冲激光加工方法在缝合针表面制备具有吸光、抗血液粘附及稳定夹持功能微纳结构,具体步骤如下:
24.缝合针弦长14mm,直径为0.6mm的1/2弧形缝合(
△
1/26
×
14)。
25.调节激光加工工艺,波长为1060nm,脉宽为150fs,脉冲频率为640khz,脉冲能量24uj。加工时保持激光按照平行线路径加工,加工方向沿缝合针轴向,加工速度1500mm/s,加工路径线间距15um,线宽约20um。加工时始终保持激光束与缝合针表面垂直,且激光焦点与缝合针表面距离恒定。扫描整个缝合针针体前端。加工得到的结构为两级微纳结构,其中第一级结构为宽约15μm、深0.2μm的沟槽结构,第二级结构为宽450nm、高90nm的周期性条纹
结构,二级结构分布于一级结构表面。
26.随后,对持针部位进行加工,加工工艺为:激光波长1064nm,脉冲能量1mj,脉冲宽度270ns,脉冲频率50khz,加工速度10mm/s,光斑尺寸100μm。加工时始终保持激光束与缝合针表面垂直,且激光焦点与缝合针表面距离恒定。扫描整个持针部位表面。所得结构也为两级微纳结构,其中第一级结构由高1μm的阵列突起组成。第二级结构分布于一级结构表面,由宽约1μm的亚微米条纹结构组成。
27.图1为该缝合针表面处理区域示意图,其中黑色区域为表面具有低反射率、抗体液粘附功能的微纳结构,斜线区域为持针部位,即具有防滑功能微观结构的表面区域。图2为缝合针实物图,其中图2a为加工前的缝合针,图2b为加工后的缝合针。图3为加工后的表面微纳结构图,其中图3a为针体前端表面结构,即具有低反射率、抗体液粘附功能微纳结构扫描电子显微镜图,图3b为持针部位,即具有防滑功能微纳结构扫描电子显微镜图。
28.实施例2
29.本实施例中应用脉冲激光两次加工方法在缝合针表面制备具有吸光、抗血液粘附及稳定夹持功能复合结构。缝合针选用弦长10mm,直径为0.6mm的1/2弧形缝合(
△
1/26
×
10)。具体步骤如下:
30.调节激光加工工艺,波长为1064nm,脉宽为150fs,脉冲频率为320khz,脉冲能量30uj。加工时保持激光按照平行线路径加工,加工方向沿缝合针轴向,加工速度1500mm/s,加工路径线间距45um,线宽约50um。加工时始终保持激光束与缝合针表面垂直,且激光焦点与缝合针表面距离恒定。扫描整个缝合针针体前端。加工得到的结构为两级微纳结构,其中第一级结构为宽约45μm、深1.2μm的沟槽结构,第二级结构为宽500nm、高150nm的周期性条纹结构,二级结构分布于一级结构表面。
31.随后,对持针部位进行加工,加工工艺为:激光波长1064nm,脉冲能量1mj,脉冲宽度270ns,脉冲频率50khz,加工速度10mm/s,光斑尺寸100μm。加工时始终保持激光束与缝合针表面垂直,且激光焦点与缝合针表面距离恒定。扫描整个持针部位表面。所得结构也为两级微纳结构,其中第一级结构由高1.5μm的阵列突起组成。第二级结构分布于一级结构表面,由宽约0.6μm的亚微米条纹结构组成。
32.图4为加工后的表面微纳结构图,其中图4a为针体前端表面结构,即具有低反射率、抗体液粘附功能微纳结构扫描电子显微镜图,图4b为持针部位,即具有防滑功能微纳结构扫描电子显微镜图。
33.对照例1
34.本对照例比较了光滑表面和两种具有复合结构表面对可见光的反射率。其中光滑表面通过机械抛光制备,两种具有复合结构表面结构分别按实施例1和实施例2中的方法和工艺进行制备。
35.三种表面对可见光的反射率应用紫外可见分光光度计测量,测量范围为400
‑
800nm。测得的三种表面可见光反射光谱如图5所示,相比机械抛光表面,两种带有复合结构的表面对400
‑
800nm波长范围的可见光的反射率均更低,具有明显的吸光效果。
36.对照例2
37.本对照例进行了带有复合结构的缝合针和光滑缝合针表面蛋白吸附实验,比较了两种表面抗蛋白粘附的能力。其中,光滑缝合针选用实施例2中针型(
△
1/26
×
10),带有复
合结构的缝合针按实施例2中的方法在用同一针型缝合针制备。
38.蛋白吸附实验使用microbca试剂盒进行,该试剂盒成分中的cu
2
离子与蛋白反应时会被还原成cu
离子,cu
离子与试剂盒成分中的bca发生显色反应,此时发生显色反应的溶液od值与蛋白含量成正比。具体实验步骤如下:
39.(1)将光滑缝合针和表面带有复合结构的缝合针各三根分别浸泡在等量40mg/ml的标准胎牛血清中溶液中,在37℃无菌环境下放置30分钟。
40.(2)分别取出缝合针,在无菌pbs溶液中充分清洗并烘干。
41.(3)依microbca试剂盒使用说明配置检测试剂,分别将缝合针浸泡于检测试剂中,在37℃环境下放置15分钟,使显色反应充分进行。
42.(4)分别取每个显色后的溶液100μl于96孔板中,每组溶液设置三个平行孔,测量562nm波长下的溶液吸光度,统计并比较光滑缝合针和带有复合结构的缝合针表面蛋白吸附量。如图6所示,表面带有复合结构的缝合针表面蛋白粘附量明显低于光滑缝合针,这证明了脉冲激光表面处理有效的提升了缝合针表面抗蛋白粘附的能力,可以很好的在手术使用中避免血液、体液中蛋白的粘附。
43.对照例3
44.本对照例比较了光滑表面和带有复合结构表面的血液粘附情况。
45.先进行了血小板粘附实验,将与缝合针相同材料的不锈钢材料薄板,切割为厚1mm,尺寸为4mm
×
4mm的薄片。应用机械抛光方法制备光滑不锈钢表面,应用飞秒激光加工方法制备带有复合结构的不锈钢表面,飞秒激光加工工艺与实施例2中的一致。血小板粘附实验方法为:
46.(1)将新鲜的人全血以1500r/min的转速离心15分钟,取上层清液用于实验。
47.(2)制备表面光滑不锈钢和带有复合结构表面的不锈钢样品各三个,分别向每个样品表面滴加40μl上一步骤中取得的上清液。将样品放在37℃环境下培养30分钟。
48.(3)用pbs清洗每个样品,洗去样品表面血液及未粘附的血小板。2.5%的戊二醛溶液浸泡样品4个小时。
49.(4)脱水依次用浓度为30%、40%、50%、60%、70%、75%、80%、85%、90%、95%和100%的无水乙醇浸泡样品,每个浓度的乙醇溶液浸泡15分钟。随后依次用无水乙醇与六甲基二硅氮烷体积比为3:1、1:1、1:3和0:1的溶液浸泡样品,每种浓度的液体浸泡15分钟。
50.(5)将样品烘干后喷金,用sem观察各样品表面。随机选取15个位置,拍摄放大倍数为1000倍的照片,统计并分析每个位置视野内血小板数量。
51.如图7所示,光滑的不锈钢表面1000倍放大倍数的视野下血小板数量约80个,带有复合结构的不锈钢表面1000倍放大倍数视野下血小板数量明显更少,这一结果证明了飞秒激光加工方法制备的复合结构有利于抑制血小板的激活与粘附。
52.又进行了直观的血液沾污、甩脱实验。如图8所示,在一根缝合针表面应用脉冲激光加工方法处理了靠近针尖的一段(图中缝合针靠近针尖的黑色段),加工方法和工艺与实施例1中的相同。靠近针尾的一段不进行处理(图中靠近针尾的光亮段)。分别向缝合针的两种表面滴加10μl的人全血,血滴在带有复合结构的表面成球形,不易铺展。血滴在光滑表面易铺展。随后,轻甩缝合针,带有复合结构的表面血滴被完全甩脱,没有粘附,而光滑表面已铺展的血液无法被甩脱。该结果证明了带有复合结构的表面对血液粘附的抗性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。