自动埋置螺母及检测装置
【技术领域】
1.本发明涉及自动化生产技术领域,具体是涉及一种自动埋置螺母及检测装置。
背景技术:
2.在生产塑胶产品时,塑胶产品上会有需要安装螺母的情况。通常是先将螺母埋置于注塑模具中,再注塑成型塑胶产品,由此螺母在塑胶产品成型时可直接设于其中。
3.然而,现有技术中埋置螺母时,采用不同的机器人或机械手臂单独取放产品及埋置螺母,占用空间大;而且,在埋置螺母时,不能及时发现螺母是否缺少,在塑胶产品成型后才会发现螺母是否缺少,影响了产品的良率。
4.有鉴于此,实有必要开发一种自动埋置螺母及检测装置,以解决上述占用空间大及不能及时发现螺母是否缺少的问题。
技术实现要素:
5.因此,本发明的目的是提供一种自动埋置螺母及检测装置,该装置不仅缩小了占地空间,且可以及时发现螺母是否缺少。
6.为了达到上述目的,本发明采用以下技术方案:
7.一种自动埋置螺母及检测装置,与成型塑胶产品的成型机配合,所述自动埋置螺母及检测装置包括:
8.工作台;
9.治具模块,其活动设于工作台上,所述治具模块具有放置螺母的定位孔;
10.检测结构,设于工作台上,所述治具模块带动螺母移动至检测结构处,检测螺母是否有漏;以及
11.取放结构,其具有第一取料机头、第二取料机头及驱动第一、第二取料机头共同运动的取料臂,所述第一取料机头用以从治具模块上取螺母放置成型机中,所述第二取料机头连接于第一取料机头上用于从成型机中取出产品。
12.进一步地,所述治具模块包括:
13.滑轨,其设于工作台上;
14.滑台,其沿着所述滑轨滑动;
15.治具板,固定于滑台上,所述治具板上设有与塑胶产品中螺母位置对位的定位孔;
16.驱动件,其驱动所述滑台及治具板沿着所述滑轨运动。
17.更进一步地,所述驱动件为由气缸和推杆组成的驱动件;或者所述驱动件为电机和丝杆组成的驱动件。
18.进一步地,所述检测结构包括:
19.机架;
20.取像元件,设于机架上,采集治具板上的螺母图像;
21.光源,其设于机架上,为取像元件提供光源;
22.存储单元,其中储存有治具板上放置螺母的标准图像;
23.处理单元,与取像元件及存储单元连接,对比取像元件采集的图像与存储单元中存储的标准图像,获得测试结果;
24.显示单元,与处理单元连接,显示测试结果。
25.进一步地,所述第一取料机头包括第一连接板、支撑板及吸附件,所述第一连接板呈倒置u型,所述第一连接板与取料臂连接,所述支撑板的数量设为多个,所述吸附件设置于支撑板上吸附螺母。
26.进一步地,所述第二取料机头包括第二连接板,所述第二连接板的数量设置为两个,所述第二连接板通过推动气缸连接于第一取料机头上,所述两个第二连接板之间相对设有夹取塑胶产品的两个夹手。
27.更进一步,所述第二取料机头上还设有吸附件与夹手配合吸附塑胶产品。
28.进一步地,所述取料臂设于成型机上。
29.相较于现有技术,本发明的自动埋置螺母及检测装置,由取料臂驱动第一取料机头及第二取料机头分别取放螺母及产品,节省了空间;同时在工作台上设置检测结构,不仅将埋置螺母和检测螺母结构结合在一起,缩小了占地面积,且能够及时发现治具模块上是否缺少螺母,及时停止进行调整,提高了产品良率。
【附图说明】
30.图1绘示本发明自动埋置螺母及检测装置的一角度示意图。
31.图2绘示本发明自动埋置螺母及检测装置的另一角度示意图。
32.图3绘示本发明自动埋置螺母及检测装置中治具模块的示意图。
33.图4绘示本发明自动埋置螺母及检测装置中检测结构的示意图。
34.图5绘示本发明自动埋置螺母及检测装置中取放结构的示意图。
35.图6绘示本发明自动埋置螺母及检测装置中第一取料机头的示意图。
36.图7绘示本发明自动埋置螺母及检测装置中第二取料机头的示意图。
37.图8绘示本发明自动埋置螺母及检测装置一工作状态示意图。
38.图9绘示本发明自动埋置螺母及检测装置另一工作状态示意图。
39.图10绘示图9的局部正视图。
【具体实施方式】
40.为对本发明的目的、技术功效及技术手段有进一步的了解,现结合附图详细说明如下。
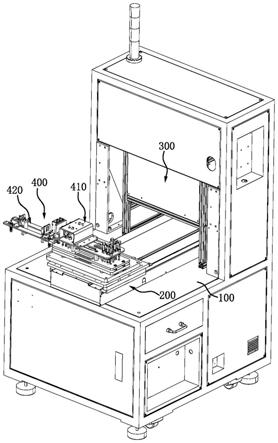
41.请参阅图1、图2及图5所示,其中图1绘示了本发明自动埋置螺母及检测装置的一角度示意图,图2绘示了本发明自动埋置螺母及检测装置的另一角度示意图,图5绘示了本发明自动埋置螺母及检测装置中取放结构的示意图。
42.本发明的自动埋置螺母及检测装置,与成型塑胶产品的成型机配合,所述自动埋置螺母及检测装置包括:
43.工作台100;
44.治具模块200,其活动设于工作台100上,所述治具模块200具有放置螺母的定位孔
201;
45.检测结构300,设于工作台100上,所述治具模块200带动螺母10移动至检测结构300处,检测螺母10是否有漏,方便及时发现螺母10漏缺现象,及时进行调整;以及
46.取放结构400,其具有第一取料机头410、第二取料机头420及驱动第一取料机头410、第二取料机头420共同运动的取料臂(图未示),所述第一取料机头410用以从治具模块200上取螺母10放置成型机中,所述第二取料机头420连接于第一取料机头410上用于从成型机中取出产品,所述取料臂设于成型机上,更具体地,所述成型机开模,所述取料臂带动第一取料机头410取出产品,然后取料臂带动第二取料机头420向成型机中埋置螺母10,所述取料臂带动第一取料机头410及第二取料机头420的运动轨迹由成型机与该自动埋置螺母及检测装置的相对位置决定,例如,于一较佳实施例中,所述取料臂带动第一取料机头410及第二取料机头420先沿x轴水平位移,然后旋转,最后带动第一取料机头及第二取料机头沿y轴水平位移。
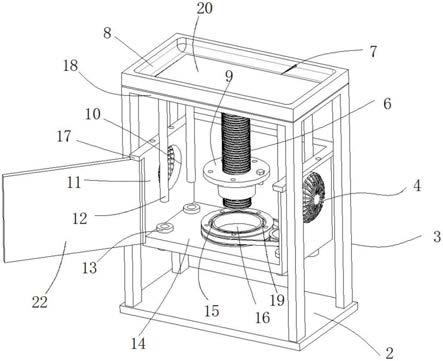
47.其中,请参阅图3所示,所述图3绘示了本发明自动埋置螺母及检测装置中治具模块的示意图。所述治具模块200包括滑轨202、滑台203、治具板204及驱动件。所述滑轨202设于工作台100上,所述滑台203沿着所述滑轨202滑动,所述治具板204固定于滑台203上,所述治具板204上设有与塑胶产品中螺母10位置对位的定位孔201,所述定位孔201中放置螺母10,由此可直接将螺母10埋置于成型机中成型产品对应的位置,所述驱动件驱动所述滑台203及治具板204沿着所述滑轨202运动。另外,可通过摆螺母机向所述定位孔201中放置螺母10,当然也可通过其他方式实现。
48.其中,为了更顺利地推动所述治具模块200的滑台203及治具板204活动,所述驱动件为由气缸和推杆组成的驱动件;或者所述驱动件为电机和丝杆组成的驱动件,当然并不限于此。
49.所述检测结构300包括机架301、取像元件(图中被遮挡)、光源302、存储单元、处理单元及显示单元。请参阅图4所示,所述图4绘示了本发明自动埋置螺母及检测装置中检测结构的示意图。所述取像元件设于机架301上,采集治具板204上的螺母10图像;所述光源302设于机架301上,为取像元件提供光源302;所述存储单元储存有治具板204上放置螺母10的标准图像;所述处理单元与取像元件及存储单元连接,对比取像元件采集的图像与存储单元中存储的标准图像,获得测试结果;所述显示单元与处理单元连接,显示测试结果。其中,所述取像元件可为ccd相机,所述显示单元可为显示灯,当测试结果为通过时,所述显示灯显示为绿色,反之,则显示为红色。
50.所述第一取料机头410包括第一连接板411、支撑板412及吸附件413,请参阅图5及图6所示,其中图6绘示了本发明自动埋置螺母及检测装置中第一取料机头的示意图。所述第一连接板411与取料臂连接,所述第一连接板411呈倒置u型,方便连接于取料臂上,所述支撑板412的数量设为多个,例如可设置为3个,通过螺丝414连接,所述吸附件413设置于支撑板412上吸附螺母10。设置多个支撑板412,一方面,在吸附件413吸附螺母10时,所述多个支撑板412起到更稳固的支撑作用支撑取料臂,另一方便,方便第二取料机头420与第一取料机头410连接。所述吸附件413可为吸盘,所述吸盘设置位置与螺母10位置对应。
51.所述第二取料机头420包括第二连接板421,具体请参阅图7所示,图7绘示了本发明自动埋置螺母及检测装置中第二取料机头的示意图。所述第二连接板421的数量设置为
两个,所述两个第二连接板421的两端分别通过第三连接板422固定连接,其中靠近第一取料机头410的第三连接板422上连接有推动气缸423,所述推动气缸423连接于第一取料机头410的支撑板412上,所述两个第二连接板421之间相对设有夹取塑胶产品的两个夹手424,所述夹手424的夹爪可由其他控制单元控制开合。当产品体积较大时,为了牢固地取放产品,所述第二取料机头420上还设有吸附件413与夹手424配合吸附塑胶产品。
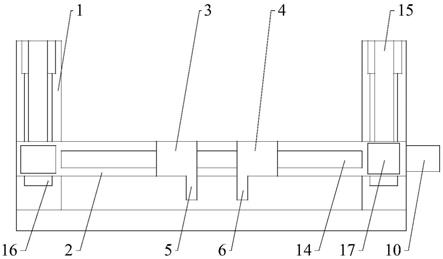
52.请参阅图8、图9及图10所述,其中图8绘示了本发明自动埋置螺母及检测装置一工作状态示意图,图9绘示了本发明自动埋置螺母及检测装置另一工作状态示意图,图10绘示图9的局部正视图。本发明的自动埋置螺母及检测装置具体工作过程为:向治具板204上的定位孔201中摆螺母10;治具板204带动螺母10滑动至检测结构300处,如图8所示,检测结构300检测治具板204上有无漏放螺母10;检测结束后,治具板204带动螺母10从检测结构300处滑出,若有漏放螺母10,则补放螺母10,若无漏放螺母10,如图9及图10所示,取出臂带动第一取料机头410从治具板204上取螺母10,取螺母10后向治具板204上继续摆螺母10;成型机开模,取出臂带动第二取料机头420从成型机中取上个周期成型的产品,然后取出臂继续运动带动第一取料机头410将螺母10埋置于成型机中;取出臂退出成型机,第二取料机头420放置产品,第一取料机头410取螺母10,等待成型机的下次开模。
53.综上所述,本发明的自动埋置螺母及检测装置,由取料臂驱动第一取料机头410及第二取料机头420分别取放螺母10及产品,相较于现有技术中需要采用两个取料臂分别驱动第一取料机头410及第二取料机头420放螺母10及产品,不仅节省了空间,且缩短了周期,提高了工作效率;同时在工作台100上设置检测结构300,不仅将埋置螺母10和检测螺母10结构结合在一起,缩小了占地面积,且能够及时发现治具模块200上是否缺少螺母10,及时停止进行调整,提高了产品良率。
54.以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,本领域技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。