技术特征:
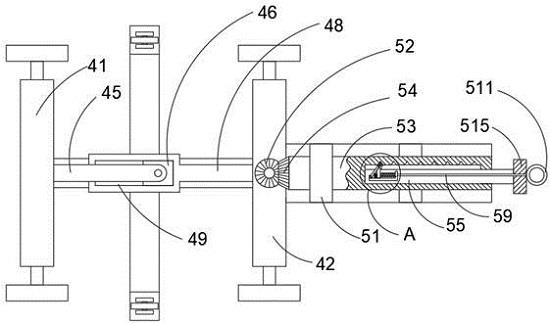
1.一种大直径盾构机中盾整体的下井组装工艺,所述中盾整体的外径d=8~9m,高度h=4~4.5m,重量g=268~270t;所述下井组装工艺采用400t履带起重机吊装,该起重机上的主臂长为36m,主钩的载荷为400t,副臂长为9m,副钩的载荷为200t,超起桅杆臂长为30m,车身配重20t,转台配重110t,超起平衡重230t,超起平衡重半径为12~16m;其特征在于,所述下井组装工艺按照以下流程进行:中盾分块地面组装、中盾整体翻转为水平状态、中盾铰接密封安装、中盾整体翻转为垂直状态和中盾整体吊装下井;进行中盾分块地面组装流程时,是将102t重的中盾底部块、11t重的中盾h纵梁、85t重的中盾左侧块和70t重的中盾右侧块组装成中盾整体,采用400t履带起重机的标准工况且主钩单独吊装,按照以下步骤进行:步骤一,在所述中盾底部块的两端环向法兰面的前后部各自通过螺栓安装一个拼装吊耳;在所述中盾左侧块的外表面上和中盾右侧块的外表面上各自均布地焊接四个拼装吊耳;步骤二,先将起重机安装在始发井口一旁的中盾拼装场地上,并在拼装场地上固定好基座,接着将起重机的主钩半径调整到13m,并在起重机的主钩用四根钢丝绳和四个卸扣一一对应地挂在所述中盾底部块的四个拼装吊耳上,再将中盾底部块吊装到在基座上,然后将中盾底部块上的四个拼装吊耳拆除;步骤三,将起重机的主钩半径保持在13m,接着起重机的主钩用两根钢丝绳捆绑在中盾h纵梁上,再并将中盾h纵梁吊到所述中盾底部块上,然后将中盾h形纵梁与中盾底部块连接;步骤四,先将起重机的主钩半径调整到16m,接着起重机的主钩用四根钢丝绳和四个卸扣一一对应地挂在中盾右侧块上的四个拼装吊耳上,将中盾右侧块吊装到所述中盾底部块上,然后将中盾右侧块分别与中盾底部块和中盾h纵梁连接;步骤五,将起重机的主钩半径调整到15m,接着起重机的主钩用四根钢丝绳和四个卸扣一一对应地挂在中盾左侧块上的四个拼装吊耳上,将中盾左侧块吊装到所述中盾底部块上,然后将中盾左侧块分别与中盾底部块、中盾h纵梁和中盾右侧块连接,形成中盾整体;中盾整体包括中盾前体和中盾后体,位于中盾后体前部的铰接环插置在位于中盾前体后部的铰接腔内,安装在铰接腔内的铰接油缸与铰接环铰接;步骤六,先在中盾前体的前顶部外表面以对称于盾构机的垂直中心线的方式焊接一对第一吊耳,在中盾后体的后顶部外表面上以对称于盾构机的垂直中心线的方式焊接一对第二吊耳,在中盾后体的后底部外表面上以对称于盾构机的垂直中心线的方式焊接一对第三吊耳,一对第三吊耳与一对第二吊耳处于同一个立面,再割除中盾左侧块上的四个拼装吊耳和中盾右侧块上的四个拼装吊耳;进行中盾整体翻身为水平状态流程时,采用400t履带起重机带超起工况且主、副臂带钩复合吊装,按照以下步骤进行:步骤一,先按起重机的吊装负载率要小于80%的规范要求,求得中盾整体吊装总载荷为268~270
÷
0.8=335~337.5t,从起重机的载荷表查得大于并接近335~337.5t的主钩加副钩总载荷为340t,并对应主钩半径r1z=12m,主钩载荷为400t,副钩半径r1f=15.7m,副钩载荷为200t,并得到中盾整体的重心吊装半径为(12 15.7)
÷
2=13.85m;步骤二,先在起重机的超起桅杆上挂好230t的超起平衡重,并将超起平衡重半径调整
到r1c=12m,且使超起平衡重的底部离地0.2米以下,再将主钩半径调整到rz=12m,副钩半径调整到rf=15.7m,起重机的主钩用四根钢丝绳一一对应地挂在一对第一吊耳和一对第二吊耳上,起重机的副钩用两根钢丝绳一一对应地挂在一对第三吊耳上,起重机的主钩和副钩缓缓起升,使中盾整体底部离地20cm后静置5分钟,再协调操作副钩起升、主钩下降,使中盾整体在空中逆时针翻转90
°
达到水平状态,然后起重机的主钩和副钩同时缓慢下降,将中盾整体以水平状态放在地面上;进行中盾铰接密封安装流程时,采用400t履带起重机的标准工况且主钩单独吊装,按照以下步骤进行:步骤一,先拆除230t的超起平衡重,接着将起重机的副钩与一对第三吊耳脱钩,同时将主钩与一对第一吊耳脱钩挂到一对第三吊耳上,再通过中盾前体内的铰接油缸将中盾后体顶升,然后拆除铰接油缸与中盾后体的连接,最后起重机的主钩将中盾后体拔出中盾前体并将中盾后体放在地面上;步骤二,在中盾后体的铰接环的外表面上的三道拼接纵缝和中盾前体的铰接腔的内壁面上的三道拼装纵缝各自进行水密焊,并打磨光滑,再在中盾后体的铰接环上安装两道整圈式铰接密封和一道整圈式紧急气囊;步骤三,起重机的主钩将中盾后体重新吊起并插装到中盾前体的铰接腔中,再将铰接油缸与中盾后体连接;进行中盾整体翻转为垂直状态流程时,采用400t履带起重机带超起工况且主、副臂带钩复合吊装,先在起重机上挂好230t的超起平衡重,并将超起平衡重半径调整到r1c=12m,且使超起平衡重的底部离地0.2米以下,再将主钩半径调整到r1z=12m,副钩半径调整到r1f=15.7m,起重机的主钩与一对第三吊耳脱钩并挂在一对第一吊耳上,副钩与一对第三吊耳挂钩,主钩和副钩同时缓缓起升,使中盾整体的底部离地20cm后静置5分钟,再协调操作主钩上升、副钩下降,使中盾整体在空中顺时针翻转90
°
达到直立状态,并保持中盾整体的底部始终距离地面20cm,然后将副钩与一对第三吊耳脱钩;进行中盾整体吊装下井流程时,采用400t履带起重机带超起工况且主钩单独吊装,按照以下步骤进行:步骤一,先拆除中盾整体内10根共20吨重的推进油缸,使中盾整体的重量减到248~250t,接着按起重机的吊装负载率要小于80%的规范要求,求得中盾整体吊装总载荷为248~250
÷
0.8=310~337.5t,从起重机的载荷表查得大于并接近310~337.5t的主钩载荷为315.6t,对应的主钩半径r2z=16m;步骤二,分多次协调操作主臂变幅和超起平衡重变幅,使主钩半径调整到r2z=16m,并将超起平衡重半径调整到r2c=13m,在操作超起平衡重变幅的过程中要确保超起平衡重的底部距离地面不大于20cm;再缓慢操作起重机的转台,将中盾整体转到位于始发井口的正上方,再缓慢下降中盾整体至始发井下的钢套筒基座上,待中盾整体固定牢靠后再松钩,然后将拆除的10根推进油缸安装到中盾整体内,中盾整体吊装下井完成。2.根据权利要求1所述的大直径中盾整体的下井组装工艺,其特征在于,进行中盾整体吊装下井流程的步骤二时,在中盾整体的两侧各系一条引导绳,由专人牵引,防止中盾整体在下井过程中发生旋转和磕碰。
技术总结
本发明公开了一种大直径盾构机中盾整体的下井组装工艺,包括以下流程:中盾分块地面组装、中盾整体翻转为水平状态、中盾铰接密封安装、中盾整体翻转为垂直状态和中盾整体吊装下井。进行中盾铰接密封安装流程时,先由中盾前体内的铰接油缸将中盾后体顶升,接着拆除铰接油缸与中盾后体的连接,再由起重机的主钩将中盾后体拔出中盾前体并放在地面上;然后在中盾后体的铰接环上安装两道整圈式铰接密封和一道整圈式紧急气囊;再由起重机的主钩将中盾后体重新插装到中盾前体中,最后将铰接油缸与中盾后体连接。本发明不仅能安装整圈式铰接密封和紧急气囊,有效保障了铰接密封和紧急气囊的功能,还能安全可靠地将中盾整体准确地吊入始发井下的设定位置。始发井下的设定位置。始发井下的设定位置。
技术研发人员:许春明 黄春来 王利伟 卢毅 刘景文 戴笠
受保护的技术使用者:中交三航(厦门)工程有限公司 中交第三航务工程局有限公司厦门分公司
技术研发日:2021.04.21
技术公布日:2021/10/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。