1.本发明属于合金钢冶炼技术领域,具体涉及一种转向架构架用耐候钢及其制备方法,更具体涉及一种用于高寒地区高铁动车组转向架构架用耐候钢及其制备方法。
背景技术:
2.转向架构架是铁道车辆上最重要的部件之一,它不仅直接承载来自车体的重量,同时还保证车辆在直线和曲线上顺利运行。由于轨道线路存在各种不平顺现象,因此转向架在其上运行时将承受来自轨道的各种冲击,这些冲击载荷将通过轮对和一系列悬挂装置直接传递给构架,再加上电机和齿轮箱以及制动载荷,构架在转向架运行过程中,将承受复杂的交变弯曲、拉压载荷,而且可能在高寒地区服役。因此,在选择转向架构架材料时,该材料必须具有良好的机械性能、焊接性能和疲劳性能。而且,我国幅员辽阔,南方以及沿海潮湿多雨地区所带来的腐蚀问题也对行车安全造成了极大的隐患,这就要求高铁动车组转向架构架用钢同时还应具有良好的耐腐蚀性能。
3.目前,我国高铁动车组转向架用钢全部采用国外进口材料,主要有欧系的s355j2w钢和日系的sma490bw钢。采用国外转向架用钢,不仅价格高昂,而且存在一定的制约风险。一旦国外对我国高铁转向架用钢出口管制,将对我国复兴号动车组品牌带来不可预估的损失。到目前为止,国产转向架用钢仅局限用于最高运营速度不大于160km/h的普通客车车辆上,在高铁动车组上的运用尚属空白。
4.中国发明专利申请cn111321350a公开了一种铁路转向架用16mndr钢板及其制造方法。采用此发明生产的钢板仅能够满足时速160km/h动力集中动车组电力机车转向架用钢的性能要求,而且16mndr原本只是一种低温压力容器钢板,在成分设计上只考虑了通过控制ni含量来改善低温性能,而没有考虑实际运用中所需要解决的耐腐蚀问题,其机械性能和抗疲劳性能也不能令人满意。
5.中国发明专利申请cn110029279a公开了一种屈服强度390mpa级别高铁转向架构架用钢及其制备方法。此发明钢力学性能不佳,且未对疲劳性能和耐腐蚀性能进行表征。
技术实现要素:
6.本发明的目的是提供一种转向架构架用耐候钢及其制备方法,本发明通过合理成分添加和综合细化技术,改善了现有转向架构架用耐候钢的低温韧性、耐腐蚀性能和抗疲劳性能。
7.用于实现本发明上述目的技术方案如下:
8.一方面,本发明提供一种转向架构架用耐候钢,按重量百分比计,其包含c 0.14~0.16%,si 0.40~0.65%,mn 0.40~0.65%,p≤0.030%,s≤0.030%,cu 0.45~0.60%,cr 0.90~1.20%,ni 0.80~1.20%,v 0.08~0.12%,mo 0.40~0.60%,alt 0.010~0.045%,余量为fe和不可避免的杂质。
9.优选地,按重量百分比计,所述转向架构架用耐候钢中,si为0.40~0.50%。
10.优选地,按重量百分比计,所述转向架构架用耐候钢中,mn为0.40~0.55%。
11.优选地,按重量百分比计,所述转向架构架用耐候钢中,p≤0.010%。
12.优选地,按重量百分比计,所述转向架构架用耐候钢中,s≤0.008%。
13.优选地,按重量百分比计,所述转向架构架用耐候钢中,cu为0.45~0.50%。
14.优选地,按重量百分比计,所述转向架构架用耐候钢中,mo为0.40~0.50%。
15.优选地,按重量百分比计,所述转向架构架用耐候钢中,alt为0.020~0.035%。
16.在一个优选的技术方案中,所述转向架构架用耐候钢包含:c 0.14~0.16%,si 0.40~0.50%,mn 0.40~0.55%,p≤0.010%,s≤0.008%,cu 0.45~0.50%,cr 0.90~1.20%,ni 0.80~1.20%,v 0.08~0.12%,mo 0.40~0.50%,alt 0.020~0.035%,余量为fe和不可避免的杂质。
17.优选地,本发明所述转向架构架用耐候钢的组织特征为细小的铁素体和珠光体组织,组织晶粒度大于9.0级。
18.优选地,本发明所述转向架构架用耐候钢的夹杂物评级为a粗系≤1.0,a细系≤1.5;b粗系≤1.0,b细系≤1.5;c粗系≤1.0,c细系≤1.5;d粗系≤1.0,d细系≤1.5;(b c d)粗系≤1.5,(b c d)细系≤3.0。
19.优选地,本发明所述转向架构架用耐候钢的抗拉强度≥700mpa,屈服强度≥550mpa,断后伸长率≥18%;依据tb/t 2375,相对于q345b的周期浸润腐蚀速率≤50%。
20.优选地,本发明所述转向架构架用耐候钢在
‑
40℃时,其横向冲击性能k
v2
≥180j。
21.优选地,本发明所述转向架构架用耐候钢焊接接头在室温的拉压疲劳极限≥350mpa;在
‑
40℃的拉压疲劳极限≥450mpa,低温焊接接头疲劳性能良好,未出现低温脆性。
22.另一方面,本发明提供一种上述转向架构架用耐候钢的制备方法,该方法包括如下步骤:
23.(1)将预处理铁水及废钢加入炉内,进行转炉冶炼、钢包精炼(lf)和真空循环脱气精炼(rh);
24.(2)连续铸钢,得到连铸板坯;
25.(3)将步骤(2)得到的连铸板坯加热轧制成钢板;
26.(4)将步骤(3)得到的钢板正火,即得。
27.优选地,所述步骤(1)为:将预处理铁水及废钢加入炉内熔炼,后进行钢包炉精炼和真空炉脱气精炼,钢包精炼(lf)和真空循环脱气精炼(rh)工序采用洁净钢冶炼技术;
28.优选地,所述步骤(2)中,所述连续铸钢为全程采用无氧化保护浇注,并配以凝固末端轻压下和电磁搅拌,钢中微量元素的加入采用中包或结晶器喂入,可以保障微量元素的收率,在结晶器喂入时,微量元素的收率很高,但是对铸坯的表面有影响,需要注意铸坯的检查和清理;
29.优选地,所述步骤(2)中,出钢温度为1560~1570℃;
30.优选地,所述步骤(2)中,浇注温度为1540~1555℃;
31.优选地,所述步骤(3)中,将步骤(2)得到的连铸板坯进行加热,充分奥氏体化,使微合金元素充分固溶,加热温度为1250~1280℃,保温1.5~2h,后轧制;优选地,所述轧制分两个阶段进行,即粗轧阶段和精轧阶段,粗轧阶段开轧温度设定在1100℃以上,钢的塑性好,强度低,易于轧制,精轧阶段开轧温度设定在1100~980℃,终轧温度设定在850~800
℃;
32.优选地,所述步骤(4)中,将步骤(3)得到的钢板进行正火,正火加热温度为880~930℃,优选为890~910℃,正火保温的时间为30~60min,优选为40~50min,保温后采用空冷方式冷却。
33.与现有技术相比较,本发明转向架构架用耐候钢通过复合添加cr、ni、cu和v等元素,和控轧空冷工艺,使钢获得细小的铁素体和珠光体组织,同时具备优良的低温焊接性能、低温疲劳性能和低温冲击性能,尤其是良好的耐腐蚀性能。
34.cr和cu元素的添加使钢获得优良的耐腐蚀性能,ni元素使钢获得良好的低温性能,v元素形成碳氮化合物细化晶粒。合理控制工艺,将板坯再加热温度控制在1250~1280℃,控制适当的板坯在炉时间能够保证铸坯中心由于正偏析而富集的碳进行有效扩散,减轻钢板中心偏析、减弱带状组织。充分利用高温再结晶区轧制获得细小、均匀的奥氏体晶粒,在部分再结晶区的低温区合理安排压下制度,严格控制精轧温度区间和最末几道次的变形量,最大限度地利用低温轧制产生的应变累积效应,得到接近未再结晶区轧制的细晶效果,并通过轧后快速冷却,促进奥氏体献素体相变,最终获得细晶的铁素体 珠光体组织。本发明在改善转向架构架用钢耐腐蚀性能的前提下,通过合金元素的合理调节和工艺的合理调控,获得一种低温性能优良、微观组织良好、疲劳性能优异的高铁动车组转向架构架用耐候钢。
具体实施方式
35.下面结合具体实施方式对本发明进行进一步的详细描述,给出的实施例仅为了阐明本发明,而不是为了限制本发明的范围。
36.下述实施例中的试验方法,如无特殊说明,均为常规方法,下述实施例中所用的原料、材料等,如无特殊说明,均为市售购买产品。实施例1~4的所述高铁动车组转向架构架用耐候钢的成分组见表1。其中实施例1不在本发明范围内,属于对照组。
37.表1本发明高铁动车组转向架构架用耐候钢的成分组成(wt%,余量为fe和杂质)
38.实施例csimnpscrcumonivalt实施例10.150.500.510.0040.0020.900.460.450.8000.03实施例20.150.500.500.0050.0020.910.460.460.800.100.03实施例30.150.500.510.0050.0021.180.460.450.820.100.03实施例40.150.500.500.0050.0020.900.470.441.190.100.03
39.实施例1~4的高铁动车组转向架构架用耐候钢的制备方法如下:
40.(1)将预处理铁水及废钢加入炉内熔炼,后进行钢包炉精炼和真空脱气炉脱气精炼,钢包精炼(lf)和真空循环脱气精炼(rh)工序采用洁净钢冶炼技术;
41.(2)连续铸钢,出钢温度为1565℃,浇注温度为1550℃,在连铸机上浇成直径690mm的铸坯,连铸工序全程采用无氧化保护浇注,并配以凝固末端轻压下和电磁搅拌,钢中微量元素的加入采用结晶器喂入,注意铸坯的检查和清理;
42.(3)将步骤(2)得到的连铸板坯加热到1260℃,保温2h后进行轧制,轧制分两个阶段进行,粗轧阶段开轧温度设定在1100℃以上,精轧阶段开轧温度设定在1050℃,终轧温度设定在850℃;
43.(4)将步骤(3)得到的热轧制钢板进行正火,正火加热温度为900℃,正火保温的时间为45min,保温后采用空冷方式冷却。
44.对采用上述方法制备的实施例1~4的高铁动车组转向架构架用耐候钢按gb/t 229
‑
2007《金属材料
‑
夏比摆锤冲击试验方法》测定冲击性能,按gb/t228.1
‑
2010《金属材料拉伸试验第一部分:室温试验方法》测定拉伸性能,按gb/t 3075
‑
2008《疲劳试验轴向力控制方法》测定疲劳性能,按tb/t 2375
‑
1993《铁路用耐候钢周期浸润腐蚀试验方法》测定周期浸润腐蚀性能,结果见表2和表3。
45.国铁集团标准性技术文件tj/cl 289
‑
2014《动车组转向架构架组成暂行技术条件》未对s355j2w转向架构架用钢和sma490bw转向架构架用钢的低温性能和周期浸润腐蚀性能作要求,本发明实施例1
‑
4力学性能、冲击性能、疲劳性能和周期浸润腐蚀性能见表2和表3。
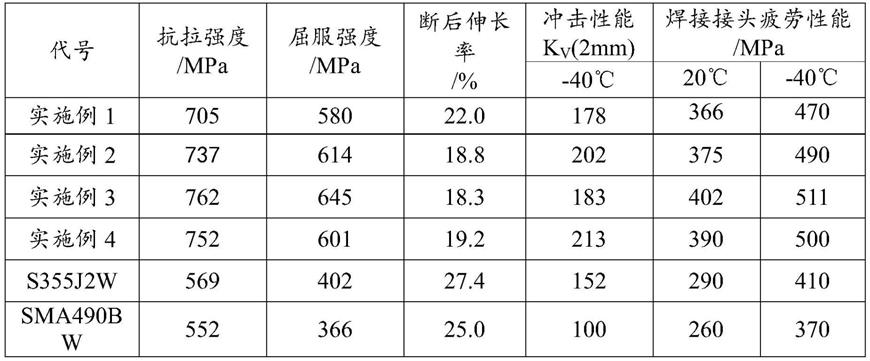
46.表2实施例1
‑
4转向架构架用耐候钢拉伸性能、冲击性能与疲劳性能对比
[0047][0048]
表3实施例1~4转向架构架用耐候钢的腐蚀性能对比
[0049][0050][0051]
实施例钢晶粒度组织均高于9.0级。
[0052]
总之,以上对本发明具体实施方式的描述并不限制本发明,本领域技术人员可以根据本发明作出各种改变或变形,只要不脱离本发明的精神,均应属于本发明所附权利要求的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。