1.本实用新型涉及金属网罩制作设备领域技术,尤其是指一种金属网罩制作设备。
背景技术:
2.目前,金属网罩的制作设备,普遍是配置有多个设备,来完成冲孔过程, 该种作业方式,设备体积大,占用车间空间大,同时,由于多个设备的动力源不相同,导致其动作同步性难保证,容易出现偏差,从而影响加工的精度,良品率不高,整体加工效率也受影响。
3.因此,有必要对现有的金属网罩制作设备进行改进。
技术实现要素:
4.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种金属网罩制作设备,其简化了设备结构,动作同步匹配性更好。
5.为实现上述目的,本实用新型采用如下之技术方案:
6.一种金属网罩制作设备,包括有板料放卷机、冲孔机及收卷机;其中:
7.所述板料放卷机位于冲孔机的入料侧,所述收卷机位于冲孔机的出料侧;
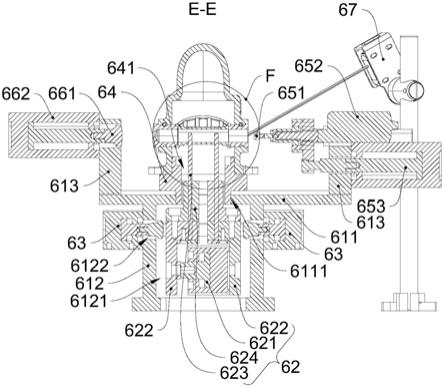
8.所述冲孔机具有冲孔工位,所述冲孔机的入料侧、冲孔工位、出料侧沿x轴向依次布置,针对冲孔工位设置有冲孔电机、凸轮及冲针模组,所述冲孔电机连接有y轴向传动轴,所述凸轮设置于y轴向传动轴上;
9.所述冲孔工位与出料侧之间设置有出料牵引机构,所述出料牵引机构包括有第一齿轮、第二齿轮、第三齿轮,所述y轴向传动轴联动一连杆组件拨动第一齿轮,所述第二齿轮与第一齿轮同轴,所述第二齿轮与第三齿轮相啮合,第二齿轮和第三齿轮分别连接有第一牵引传动轴和第二牵引传动轴,冲孔后的板材经第一牵引传动轴和第二牵引传动轴两者间的间隙牵引拉出并收卷于收卷机上。
10.作为一种优选方案,所述出料牵引机构于收卷机之间设置有清洁机构,以将板材表面清洁。
11.作为一种优选方案,所述清洁机构包括有沿输出方向依次设置的吹风单元、双面吸水装置,所述吹风单元包括风机和y轴向延伸的长形出风口,长形出风口朝下吹风以将板材上表面液体吹干,同时将液体朝下吹落;所述双面吸水装置包括分别位于板材上、下侧的上层吸水刷、下层吸水刷,所述上层吸水刷装设于上层压力弹簧下端的刷板下侧,所述下层吸水刷装设于下层压力弹簧上端的刷板上侧,上层吸水刷、下层吸水刷与板材上、下表面分别形成浮动式抵压接触。
12.作为一种优选方案,所述连杆组件包括有连接杆、连接板和棘爪,所述连接杆的一端连接y轴向传动轴,另一端连接于连接板上,所述棘爪的末端连接于连接板上,棘爪的前端与第一齿轮啮合,所述棘爪的前端还连接有重力件,以使棘爪拨动第一齿轮。
13.作为一种优选方案,所述冲针模组设置有冲针安装板和装设于冲针安装板下侧的若干冲针,所述冲针安装板上侧设置有驱动板,所述驱动板由冲孔驱动装置控制升降动作,
所述驱动板的一侧装设有调节气缸,所述调节气缸的伸缩杆受调节气缸驱动可沿前后水平伸缩,所述伸缩杆的外端连接于冲针安装板的一侧;所述冲针安装板的上端面、驱动板的下端面均为相互适配的斜面,斜面是沿自上往下斜向前延伸设置;所述调节气缸驱动冲针安装板前后位移以调节冲针高度。
14.作为一种优选方案,所述冲针模组设置有冲针安装板和装设于冲针安装板下侧的若干冲针,所述冲针安装板上侧设置有驱动板,所述驱动板由冲孔驱动装置控制升降动作;所述驱动板装设有调节丝杆,所述调节丝杆的前端设置有调节槽露于冲孔裁切机的前侧,所述调节丝杆自前往后穿过驱动板的内螺纹孔,所述调节丝杆的后端抵于冲针安装板,以及,所述冲针安装板与驱动板之间设置有拉力弹簧,所述拉力弹簧前端、后端分别抵于驱动板、冲针安装板;正向旋转拉力弹簧时,所述调节丝杆向后抵推冲针安装板使得冲针随之上升,而,反向旋转拉力弹簧时,所述调节丝杆向前位移,冲针安装板受拉力弹簧复位作用而前移使得冲针随之下降。
15.作为一种优选方案,所述冲孔机设置于一底盘内,底盘内形成围绕冲孔机外周的集液池,集液池内分隔设置有过滤池,冲孔工位流出的液体进入集液池后,经过滤网流入过滤池内,过滤池设置有回流装置将液体回用纸冲孔工位。
16.作为一种优选方案,所述收卷机共用冲孔机的动力实现自动收卷。
17.作为一种优选方案,所述第一齿轮所在的轴经同步带传动连接于收卷机的收卷轴。
18.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
19.首先是,通过共用驱动实现冲孔、牵引板材进给,一方面节省了驱动的设置,简化了结构,另一方面,动作同步匹配性更好,实现一次后,对板材进行一次进给;
20.其次是,对冲孔后的板材进行吹风、吸水,实现对板材双面清洁,清洁效果好;
21.再者是,冲针可灵活控制基准高度,以满足不同冲孔需求,通用性好;
22.以及,收卷的动力也来源于冲孔电机,进一步简化了设备结构,使冲孔、进给、收卷动作匹配,电控系统简单,操作方便。
23.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
24.图1是本实用新型之较佳实施例的大致结构视图;
25.图2是本实用新型之较佳实施例的部分结构连接示意图;
26.图3是本实用新型之较佳实施例的连杆组件连接示意图;
27.图4是冲针高度调节变化示意图;
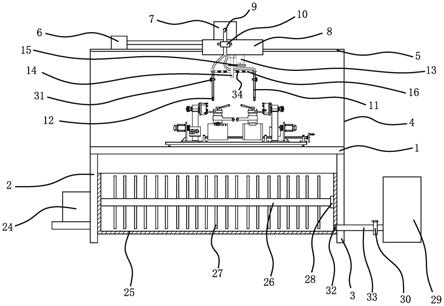
28.图5是一种金属网罩制作设备的代表性立体视图。
29.附图标识说明:
30.10、板料放卷机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、冲孔机
31.21、冲孔工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22、冲孔电机
32.23、凸轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24、冲针模组
33.241、冲针安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
242、冲针
34.243、驱动板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25、支撑臂
35.30、收卷机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31、收卷轴
36.40、出料牵引机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41、第一齿轮
37.42、第二齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43、第三齿轮
38.421、第一牵引传动轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
431、第二牵引传动轴
39.50、板材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60、清洁机构
40.61、吹风单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62、双面吸水装置
41.621、上层吸水刷
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
622、下层吸水刷
42.70、连杆组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71、连接杆
43.72、连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73、棘爪
44.74、重力件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80、底盘
45.90、同步带。
具体实施方式
46.请参照图1至图5所示,其显示出了本实用新型之较佳实施例的具体结构,包括有板料放卷机10、冲孔机20及收卷机30;其中:
47.所述板料放卷机10位于冲孔机20的入料侧,所述收卷机30位于冲孔机20的出料侧;
48.所述冲孔机20具有冲孔工位21,所述冲孔机20的入料侧、冲孔工位21、出料侧沿x轴向依次布置,针对冲孔工位21设置有冲孔电机22、凸轮23及冲针模组24,所述冲孔电机22连接有y轴向传动轴,所述凸轮23设置于y轴向传动轴上;
49.所述冲孔工位21与出料侧之间设置有出料牵引机构40,所述出料牵引机构40包括有第一齿轮41、第二齿轮42、第三齿轮43,所述y轴向传动轴联动一连杆组件70拨动第一齿轮41,所述第二齿轮42与第一齿轮41同轴,所述第二齿轮42与第三齿轮43相啮合,第二齿轮42和第三齿轮43分别连接有第一牵引传动轴421和第二牵引传动轴431,冲孔后的板材50经第一牵引传动轴421和第二牵引传动轴431两者间的间隙牵引拉出并收卷于收卷机30上。
50.具体而言,所述出料牵引机构40于收卷机30之间设置有清洁机构60,以将板材50表面清洁;所述清洁机构60包括有沿输出方向依次设置的吹风单元61、双面吸水装置62,所述吹风单元61包括风机和y轴向延伸的长形出风口,长形出风口朝下吹风以将板材50上表面液体吹干,同时将液体朝下吹落;所述双面吸水装置62包括分别位于板材50上、下侧的上层吸水刷621、下层吸水刷622,所述上层吸水刷621装设于上层压力弹簧下端的刷板下侧,所述下层吸水刷622装设于下层压力弹簧上端的刷板上侧,上层吸水刷621、下层吸水刷622与板材50上、下表面分别形成浮动式抵压接触;
51.以及,所述连杆组件70包括有连接杆71、连接板72和棘爪73,所述连接杆71的一端连接y轴向传动轴,另一端连接于连接板72上,所述棘爪73的末端连接于连接板72上,棘爪73的前端与第一齿轮41啮合,所述棘爪73的前端还连接有重力件74,以使棘爪73拨动第一齿轮41;
52.另外,所述收卷机30共用冲孔机20的动力实现自动收卷;所述第一齿轮41所在的
轴经同步带90传动连接于收卷机30的收卷轴31,实现板材50传输和收卷匹配。
53.进一步的,所述上层吸水刷621和下层吸水刷622均为两个且上下对应设置,所述上层吸水刷621、下层吸水刷622设置有冲孔机20外,在冲孔机20的出料侧向后延伸有支撑收卷轴31的支撑臂25,使得收卷机30和冲孔机20一体式设计,减小了设备占用车间的空间。
54.优选的,所述冲针模组24设置有冲针安装板241和装设于冲针安装板241下侧的若干冲针242,所述冲针安装板241上侧设置有驱动板243,所述驱动板243由冲孔驱动装置控制升降动作,所述驱动板243的一侧装设有调节气缸,所述调节气缸的伸缩杆受调节气缸驱动可沿前后水平伸缩,所述伸缩杆的外端连接于冲针安装板241的一侧;所述冲针安装板241的上端面、驱动板243的下端面均为相互适配的斜面,斜面是沿自上往下斜向前延伸设置;所述调节气缸驱动冲针安装板241前后位移以调节冲针242高度。在实际设计时,所述驱动板243亦可装设调节丝杆,所述调节丝杆的前端设置有调节槽露于冲孔裁切机的前侧,所述调节丝杆自前往后穿过驱动板243的内螺纹孔,所述调节丝杆的后端抵于冲针安装板241,以及,所述冲针安装板241与驱动板243之间设置有拉力弹簧,所述拉力弹簧前端、后端分别抵于驱动板243、冲针安装板241;正向旋转拉力弹簧时,所述调节丝杆向后抵推冲针安装板241使得冲针242随之上升,而,反向旋转拉力弹簧时,所述调节丝杆向前位移,冲针安装板241受拉力弹簧复位作用而前移使得冲针242随之下降。
55.在实际生产时,所述将所述冲孔机20设置于一底盘80内,底盘80内形成围绕冲孔机20外周的集液池,集液池内分隔设置有过滤池,冲孔工位21流出的液体进入集液池后,经过滤网流入过滤池内,过滤池设置有回流装置将液体回用纸冲孔工位21。
56.详述本实施例的工作过程如下:
57.第一步,将板材50放在板材50放卷机上放卷,使板材50输出方向朝向冲孔机20的入料侧;
58.第二步,板材50经冲孔机20的冲孔工位21冲孔;
59.第三步,板材50经冲孔输出后由出料牵引机构40依次牵引至吹风单元61、双面吸水装置62、收卷机30;
60.第四步,收卷机30将板材50收卷。
61.冲孔电机22的动力传输过程:冲孔电机22通过凸轮23带动冲针模组24间歇式冲孔,冲孔时连杆组件70静止,冲孔后凸轮通过连杆组件70带动第一齿轮41旋转,第二齿轮42与第一齿轮41同步旋转,然后第二齿轮42通过啮合带动第三齿轮43旋转,第一齿轮41旋转的同时带动收卷轴31旋转,实现冲孔、进给、收卷同步。
62.本实用新型的设计重点在于:
63.首先是,通过共用驱动实现冲孔、牵引板材进给,一方面节省了驱动的设置,简化了结构,另一方面,动作同步匹配性更好,实现一次后,对板材进行一次进给;
64.其次是,对冲孔后的板材进行吹风、吸水,实现对板材双面清洁,清洁效果好;
65.再者是,冲针可灵活控制基准高度,以满足不同冲孔需求,通用性好;
66.以及,收卷的动力也来源于冲孔电机,进一步简化了设备结构,使冲孔、进给、收卷动作匹配,电控系统简单,操作方便。
67.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变
化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。