1.本发明涉及一种防水金属拉链的制作工艺。
背景技术:
2.拉链是由两条互为啮合的柔性牙链带及可使其重复进行拉开、拉合的拉头等组成的连接件。拉链的基本原理:由两条牙链带,通过拉头的作用,可以随意的拉合或拉并。拉链按材料可以分为:尼龙拉链、树脂拉链、金属拉链。
3.经检索,如中国专利文献公开了一种造价低廉的金属拉链【申请号:201620848641.7;公开号:cn 206062333u】。这种造价低廉的金属拉链,其特征在于:所述造价低廉的金属拉链的主体包括布带、拉链齿、拉头,所述拉链齿镶嵌在所述布带上,所述拉头安装在所述拉链齿上,所述拉头拉环处与所述拉链齿对应一面设有铁条,所述拉头的末端固接横板,所述拉头的表面设有弹性带。
4.该专利中公开的金属拉链虽然造价低廉,但是,该金属拉链的结构过于简单,没有防水性能,因此,设计出一种防水金属拉链的制作工艺是很有必要的。
技术实现要素:
5.本发明的目的是为了解决现有技术中的问题,而提出的一种防水金属拉链的制作工艺。
6.为了实现上述目的,本发明采用了如下技术方案:一种防水金属拉链的制作工艺,其特征在于,包括如下步骤:
7.a、织带:通过织带机将中芯线与涤纶线编织成白坯布带;
8.b、染色:通过染色机将白坯布带染成所需的颜色,得到彩色布带;
9.c、烫带:通过整烫机将彩色布带进行烫平;
10.d、涂覆:通过表面处理装置对彩色布带的一面进行涂覆,形成一层防水膜,得到防水布带;
11.e、排牙:在防水布带的一侧边缘排布金属链牙;得到防水金属拉链;
12.f、裁切:通过裁切设备对防水金属拉链进行定长裁切。
13.g、包装:按照所需数量,将防水金属拉链进行打包装箱。
14.所述整烫温度为160
‑
200℃,整烫时间为2
‑
6min。
15.所述防水膜的各组成成分重量份为:多元醇40
‑
60份、多异氰酸酯16
‑
20份、扩链剂1
‑
4份、交联剂1.5
‑
2.5份、偶联剂1.5
‑
3.5份、链转移剂2
‑
6份、分散剂2.3
‑
4.6份、消泡剂0.5
‑
2.5份和彩色颜料3
‑
5份。
16.所述防水膜的厚度为0.15
‑
0.25mm。
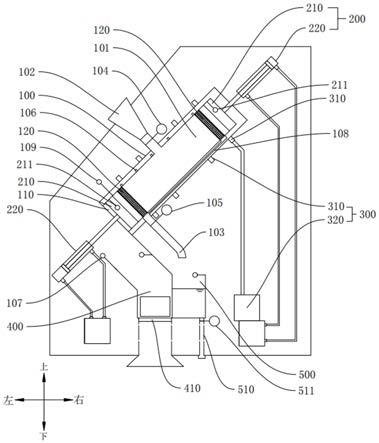
17.所述表面处理装置,包括底座,所述底座的上表面依次安装有第一机架、第二机架和第三机架,所述第一机架内部两侧的顶部和底部分别对称贯穿转动连接有转轴,所述转轴的一端固定连接有夹具,两个相对所述夹具之间夹持有料卷,所述第二机架的内部依次
安装有两个支撑板,所述第二机架的内部且位于两个支撑板下方的位置均贯穿转动连接有第一传送辊,所述第一传送辊的上方设有第一压辊,所述第三机架的顶部固定连接有顶板,所述第三机架的内部贯穿转动连接有第二传送辊,所述顶板的上表面开设有开口,所述第二传送辊的顶部贯穿开口,所述顶板的上表面固定连接有第一龙门架,所述第一龙门架的内部设有与第二传送辊相对应的第二压辊,所述底座的上表面且靠近第三机架的位置设有箱体,所述箱体的顶部设有第二龙门架,所述第二龙门架的底部转动连接有涂覆辊,所述涂覆辊的上方设有第三压辊。
18.所述支撑板的上表面贯穿安装有第一气缸,所述第一气缸的活塞杆底端固定连接有第一安装架,所述第一压辊与第一安装架的内部转动连接。
19.所述第二机架和第三机架的外表面一侧且靠近第一传送辊和第二传送辊的位置分别安装有第一电机和第二电机,所述第一电机和第二电机的输出轴分别与第一传送辊和第二传送辊的一端相连接。
20.所述第一龙门架的顶端贯穿安装有第二气缸,所述第二气缸的活塞杆底端固定连接有第二安装架,所述第二压辊与第二安装架的内部转动连接。
21.所述第二龙门架的顶端贯穿安装有第三气缸,所述第三气缸的活塞杆底端固定连接有第三安装架,所述第三压辊与第三安装架的内部转动连接。
22.所述第二机架的一侧固定连接有支撑辊。
23.所述顶板的一端延伸至第二龙门架的内部。
24.所述箱体的内部装有防水剂,且所述涂覆辊的底部延伸防水剂的内部
25.本发明的有益效果:通过在布带的一侧涂覆一侧防水膜,从而可使其具有较好的防水性能,制作简便。
附图说明
26.图1为本制作工艺的步骤示意图。
27.图2为表面处理装置的整体结构示意图;
28.图3为表面处理装置的第一机架的侧视图;
29.图4为表面处理装置的第二机架的侧视图;
30.图5为表面处理装置的第三机架和箱体的位置结构示意图;
31.图6为表面处理装置的第三机架的侧视图。
32.图例说明:
33.1、底座;2、第一机架;3、第二机架;4、转轴;5、夹具;6、料卷;7、支撑板;8、第一传送辊;9、第一压辊;10、第三机架;11、顶板;12、第二传送辊;13、开口;14、第一龙门架;15、第二压辊;16、箱体;17、第二龙门架;18、涂覆辊;19、第三压辊;20、第一气缸;21、第一安装架;22、第一电机;23、第二气缸;24、第二安装架;25、第三气缸;26、第三安装架;27、支撑辊;28、第二电机;29、防水剂。
具体实施方式
34.下面将结合发明实施例中的附图,对发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是发明一部分实施例,而不是全部的实施例。
35.如图1所示,一种防水金属拉链的制作工艺,包括如下步骤:
36.a、织带:通过织带机将中芯线与涤纶线编织成白坯布带;
37.b、染色:通过染色机将白坯布带染成所需的颜色,得到彩色布带;
38.c、烫带:通过整烫机将彩色布带进行烫平;
39.d、涂覆:通过表面处理装置对彩色布带的一面进行涂覆,形成一层防水膜,得到防水布带;
40.e、排牙:在防水布带的一侧边缘排布金属链牙;得到防水金属拉链;
41.f、裁切:通过裁切设备对防水金属拉链进行定长裁切。
42.g、包装:按照所需数量,将防水金属拉链进行打包装箱。
43.整烫温度为160
‑
200℃,整烫时间为2
‑
6min;在本实施例中,整烫温度为170℃,整烫时间为4min。
44.防水膜的各组成成分重量份为:多元醇40
‑
60份、多异氰酸酯16
‑
20份、扩链剂1
‑
4份、交联剂1.5
‑
2.5份、偶联剂1.5
‑
3.5份、链转移剂2
‑
6份、分散剂2.3
‑
4.6份、消泡剂0.5
‑
2.5份和彩色颜料3
‑
5份;在本实施例中,防水膜的各组成成分重量份为:多元醇50份、多异氰酸酯18份、扩链剂1份、交联剂2份、偶联剂3份、链转移剂4份、分散剂2.5份、消泡剂1.5份和彩色颜料4份。
45.防水膜的厚度为0.15
‑
0.25mm;在本实施例中,防水膜的厚度为0.18mm。
46.图2至图6所示,表面处理装置包括底座1,底座1的上表面依次安装有第一机架2、第二机架3和第三机架10,第一机架2内部两侧的顶部和底部分别对称贯穿转动连接有转轴4,转轴4的一端固定连接有夹具5,两个相对夹具5之间夹持有料卷6,第二机架3的内部依次安装有两个支撑板7,第二机架3的内部且位于两个支撑板7下方的位置均贯穿转动连接有第一传送辊8,第一传送辊8的上方设有第一压辊9,第三机架10的顶部固定连接有顶板11,第三机架10的内部贯穿转动连接有第二传送辊12,顶板11的上表面开设有开口13,第二传送辊12的顶部贯穿开口13,顶板11的上表面固定连接有第一龙门架14,第一龙门架14的内部设有与第二传送辊12相对应的第二压辊15,底座1的上表面且靠近第三机架10的位置设有箱体16,箱体16的顶部设有第二龙门架17,第二龙门架17的底部转动连接有涂覆辊18,涂覆辊18的上方设有第三压辊19。
47.在使用防水金属拉链的制作工艺时,将两个料卷6分别夹持在相对的夹具5上,然后将两个料卷6上链带分别穿过相对应的第一传送辊8和第一压辊9之间,并将链带的一端放置到顶板11上,将其中一个链带的一端穿过第二传辊和第二压辊15,然后相应的启动第一气缸20和第二气缸23将链带压紧,然后启动第一电机22和第二电机28,从而带动第一传送辊8和第二传送辊12转动,从而带动链带穿过涂覆辊18和第三压辊19,并启动第三气缸25带动第三压辊19压紧链带,转动涂覆辊18,此时涂覆辊18转动将箱体16内的防水剂29涂覆到链带上,从而形成一层防水膜,从而实现链带表面处理操作,当料卷6使用完时,此时启动另一个电机,从而带动另一个链带的一端在顶板11上移动并穿过第二传送辊12和第二压辊15,然后再次进行上述操作,从而实现不需要停机更换料卷6就能持续工作的效果,从而大大增加了工作效率。
48.支撑板7的上表面贯穿安装有第一气缸20,所述第一气缸20的活塞杆底端固定连接有第一安装架21,所述第一压辊9与第一安装架21的内部转动连接,第一气缸20可以带动
第一安装架21和第一压辊9移动,从而将链带压紧。
49.第二机架3和第三机架10的外表面一侧且靠近第一传送辊8和第二传送辊12的位置分别安装有第一电机22和第二电机28,所述第一电机22和第二电机28的输出轴分别与第一传送辊8和第二传送辊12的一端相连接,第一电机22和第二电机28是为了分别带动第一传送辊8和第二传送辊12转动。
50.第一龙门架14的顶端贯穿安装有第二气缸23,所述第二气缸23的活塞杆底端固定连接有第二安装架24,所述第二压辊15与第二安装架24的内部转动连接,第二气缸23可以带动第二安装架24和第二压辊15移动,从而将链带压紧。
51.第二龙门架17的顶端贯穿安装有第三气缸25,所述第三气缸25的活塞杆底端固定连接有第三安装架26,所述第三压辊19与第三安装架26的内部转动连接,第三气缸25可以带动第三安装架26和第三压辊19移动,从而实现涂覆操作。
52.第二机架3的一侧固定连接有支撑辊27,支撑辊27是为了便于支撑上方的链带,避免出现混乱情况。
53.顶板11的一端延伸至第二龙门架17的内部,是为了便于将链带的一端输送到涂覆辊18和第三压辊19之间。
54.箱体16的内部装有防水剂29,且所述涂覆辊18的底部延伸防水剂29的内部,是为了让涂覆辊18能够顺利地粘附到防水剂29。
55.防水金属拉链经过测试后,可以得到以下性能:
56.1.平拉强力:≥560n
57.2.单牙移位强力:≥50n
58.3.拉头拉瓣结合强力:≥130n
59.4.色牢度:≥4级
60.5.环保性能:无偶氮检出
61.通过工艺优化,防水金属拉链结实耐用,提高了抗拉强度,防水效果好,能起到很好的装饰作用,广泛应用于服装、牛仔衣、休闲装、箱包、鞋靴等行业,有广阔的市场前景和良好的经济效益。
62.以上所述,仅为发明较佳的具体实施方式,但发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在发明揭露的技术范围内,根据发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。