1.本发明涉及电路板制造技术领域,尤其涉及一种电路板的树脂塞孔方法及电路板。
背景技术:
2.随着电子行业的不断发展和产品设计的更新换代,客户对电路板产品的要求越来越多样化。现有部分客户为方便在电路板背面进行元器件插脚安装,设计了需绝缘化处理的大槽孔电路板。通常来说,电路板绝缘化处理的原理是:先在基板上按要求锣出大槽孔(槽宽≥2mm,槽长≥10mm),然后在大槽孔内塞树脂油墨填充并固化,最后按设计尺寸在大槽孔内的树脂油墨中间再锣出一条槽,实现大槽孔的绝缘。因此大槽孔的塞树脂油墨工艺尤为关键,直接影响产品的最终性能和品质。
3.现有的电路板塞孔方法是在基板背面贴上保护膜后再进行真空塞孔并固化,而由于大槽孔的孔径过大,在进行真空塞孔并固化后其内部的树脂油墨往往不饱满,甚至发生凹陷,而凹陷过深的产品还需先撕去保护膜,再对贴膜面进行磨板,将基板磨板至与大槽孔内部的树脂油墨凹陷区平齐后再重新贴上保护膜进行后续的工序,导致了人工、物料和水电成本的增加。
技术实现要素:
4.本发明提供了一种电路板的树脂塞孔方法及电路板,以解决现有技术中大槽孔内部的树脂油墨在进行真空塞孔并固化后不饱满,甚至发生凹陷的问题。
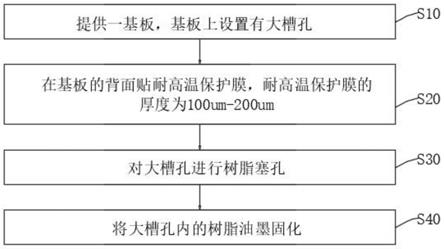
5.本技术第一方面的实施例提供了一种电路板的树脂塞孔方法,包括:
6.提供一基板,所述基板上设置有大槽孔;
7.在所述基板的背面贴耐高温保护膜,所述耐高温保护膜的厚度为100um
‑
200um;
8.对所述大槽孔进行树脂塞孔;
9.将所述大槽孔内的树脂油墨固化。
10.在其中一些实施例中,在将所述大槽孔内的树脂油墨固化后,所述电路板的树脂塞孔方法还依次包括塞孔面削溢胶、压合涂胶铜箔以及将所述耐高温保护膜去除。
11.在其中一些实施例中,在压合涂胶铜箔后,且在将所述耐高温保护膜去除之前,所述电路板的树脂塞孔方法还包括如下步骤:
12.线路:通过压膜、曝光和显影,在所述基板上制作线路;
13.阻焊:将阻焊油墨印刷在所述基板上,形成一层阻焊油墨层;
14.字符:将字符油墨印刷在所述基板上,形成电子元件字符。
15.在其中一些实施例中,在将所述大槽孔内的树脂油墨固化后,且在压合涂胶铜箔之前,所述电路板的树脂塞孔方法还包括对所述基板进行表面处理,以除去所述基板表面的油污和杂质。
16.在其中一些实施例中,对所述基板进行表面处理,包括:酸洗、除油、不织布磨板、
火山灰磨板、除油、超声波水洗、和烘干处理。
17.在其中一些实施例中,对所述大槽孔进行树脂塞孔,包括:
18.将塞孔网版盖设于所述基板的一侧,所述塞孔网版上设置有与所述大槽孔对应的塞孔区域,所述塞孔区域内间隔设置有至少两个孔径相等或不等的通孔;
19.通过所述塞孔网版上的所述通孔,将树脂油墨塞入所述大槽孔中。
20.在其中一些实施例中,在同一个所述塞孔区域内,当所述通孔的数量大于或等于3时,所述通孔的孔径均相等,且相邻两所述通孔间的距离均相等。
21.在其中一些实施例中,通过所述塞孔网版上的所述通孔,使用真空塞孔机将树脂油墨塞入所述大槽孔中,所述真空塞孔机的参数为:真空度≤10pa,刮刀压力为100kgf
‑
300kgf,刮刀速度为100mm/sec
‑
200mm/sec,墨刀压力为5kgf
‑
10kgf,墨刀速度为100mm/sec
‑
200mm/sec。
22.在其中一些实施例中,在将树脂油墨塞入所述大槽孔中后,将所述基板平放并静置30min
‑
60min,使树脂油墨流平。
23.本技术第二方面的实施例提供了一种电路板,所述电路板为经过第一方面所述的电路板的树脂塞孔方法进行树脂塞孔后制得的电路板。
24.本发明实施例提供的一种电路板的树脂塞孔方法,由于树脂塞孔时在基板的背面贴附有厚度为100um
‑
200um的耐高温保护膜,耐高温保护膜的强度较高,树脂固化过程中不会发生变形,能有效的保护基板基面及大槽孔区域的树脂油墨,解决了现有技术中大槽孔内部的树脂油墨在进行真空塞孔并固化后不饱满,甚至发生凹陷的问题,且贴膜面无需再进行撕膜、磨板和再贴膜工序,降低了人工、物料和水电成本。
25.本发明之电路板,在制作过程中通过在树脂塞孔工序于基板的背面贴附厚度为100um
‑
200um的耐高温保护膜,避免了基板上大槽孔内部的树脂油墨在进行真空塞孔并固化后不饱满,甚至发生凹陷的问题,提高了电路板的质量,降低了其加工成本。
附图说明
26.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
27.图1是本发明其中一个实施例中电路板的树脂塞孔方法的流程图;
28.图2是本发明其中一个实施例中塞孔网版的结构示意图;
29.图3是本发明另一个实施例中塞孔网版的结构示意图。
30.图中标记的含义为:
31.10、塞孔网版;11、塞孔区域;12、通孔。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图即实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
33.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
34.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
35.为了说明本发明的技术方案,下面结合具体附图及实施例来进行说明。
36.请参考图1,本技术第一方面的实施例提供了一种电路板的树脂塞孔方法,包括:
37.s10:提供一基板,基板上设置有大槽孔。
38.基板可为金属基线路板。在一实施例中,基板可以为经过铝板开料和一次锣板的电路板,其中铝板开料具体工序为将大块的电路板按资料拼版设计开出小块的电路板,即基板,而一次锣板具体工序为按资料锣出塞孔定位孔和需塞树脂油墨的大槽孔。
39.s20:在基板的背面贴耐高温保护膜,耐高温保护膜的厚度为100um
‑
200um。
40.具体的,可以采用手动或贴膜机贴膜,耐高温保护膜的厚度可以为100um、120um、140um、160um、165um、180um或200um等。
41.由于树脂塞孔时在基板的背面贴附有厚度为100um
‑
200um的耐高温保护膜,耐高温保护膜的强度较高,树脂固化过程中不会发生变形,能有效的保护基板基面及大槽孔区域的树脂油墨,解决了现有技术中大槽孔内部的树脂油墨在进行真空塞孔并固化后不饱满,甚至发生凹陷的问题,且贴膜面无需再进行撕膜、磨板和再贴膜工序,降低了人工、物料和水电成本。
42.其中,当耐高温保护膜的厚度小于100um时,由于耐高温保护膜的强度不够且易变形,在后续树脂油墨固化过程中会收缩,造成在进行真空塞孔并固化后大槽孔内部的树脂油墨往往不饱满,甚至发生凹陷,而当耐高温保护膜的厚度大于200um时,耐高温保护膜的厚度又太厚,不易操作,贴附和去除都十分不方便,且成本高。
43.s30:对大槽孔进行树脂塞孔。
44.具体的,可以采用真空塞孔机配合塞孔网版等对大槽孔进行塞孔,将树脂油墨塞入大槽孔中。
45.在一实施例中,在将树脂油墨塞入大槽孔中后,将基板平放,即水平放置,如平放在水平度非常好的架子或治具上,并静置30min
‑
60min,如30min、35min、40min、45min、50min、55min或60min等,使树脂油墨流平,确保树脂油墨塞满整个大槽孔,提高塞孔质量,同时避免在静置或固化过程中树脂油墨因基板倾斜而导致大槽孔内树脂油墨往一侧流动,造成另一侧不饱满及凹陷。
46.s40:将大槽孔内的树脂油墨固化。
47.具体的,可以将放有基板的架子或治具推入热风循环烤箱中烘烤固化,。参数为先在80℃的温度下固化10min,再在120℃的温度下固化10min。最后在150℃的温度下固化20min即可。
48.本发明实施例提供的一种电路板的树脂塞孔方法,由于树脂塞孔时在基板的背面贴附有厚度为100um
‑
200um的耐高温保护膜,耐高温保护膜的强度较高,树脂固化过程中不
会发生变形,能有效的保护基板基面及大槽孔区域的树脂油墨,解决了现有技术中大槽孔内部的树脂油墨在进行真空塞孔并固化后不饱满,甚至发生凹陷的问题,且贴膜面无需再进行撕膜、磨板和再贴膜工序,降低了人工、物料和水电成本。
49.另外,现有流程中凹陷过深的产品还需先撕去保护膜,撕膜过程中容易因操作不当而引起基板弯曲变形,导致大槽孔内部的树脂油墨开裂,本发明通过选用100um
‑
200um特殊耐高温保护膜,树脂塞孔后无需将其撕掉,可继续进行后续的制作流程,减少了一次撕膜流程,从而避免造成大槽孔内树脂油墨开裂的问题。
50.请再次参考图1,在其中一些实施例中,在将大槽孔内的树脂油墨固化后,电路板的树脂塞孔方法还依次包括塞孔面削溢胶、压合涂胶铜箔以及将耐高温保护膜去除。
51.可选的,塞孔面削溢胶工序具体为用砂带研磨机除去基板塞孔面凸出来的树脂,采用型号为180#、300#、600#的砂带各研磨1次,确保基板的板面溢胶完全去除干净,同时其表面粗糙度符合要求。
52.可选的,压合涂胶铜箔工序具体为按常规方法在基板的塞孔面压合一张涂胶铜箔。
53.可选的,耐高温保护膜去除工序具体将耐高温保护膜从基板上去除,可以采用手动去除的方式或机器去除的方式。
54.通过采用上述方案,在塞孔面削溢胶和压合涂胶铜箔后,再将耐高温保护膜去除,防止在塞孔面削溢胶和压合涂胶铜箔工序中因操作不当造成基板的基面发生擦花,甚至导致返工磨板或报废的问题,且相对于现有流程只需进行一次撕膜流程,提高效率,降低成本。
55.请参考图1,在其中一些实施例中,在压合涂胶铜箔后,且在将耐高温保护膜去除之前,电路板的树脂塞孔方法还包括如下步骤:
56.首先为线路。
57.具体的,通过压膜、曝光和显影,在基板上制作线路。
58.其次为阻焊。
59.具体的,将阻焊油墨印刷在基板上,形成一层阻焊油墨层。
60.最后为字符。
61.具体的,将字符油墨印刷在基板上,形成电子元件字符。
62.通过采用上述方案,在线路、阻焊和字符后再将耐高温保护膜去除,防止在线路、阻焊和字符中因操作不当造成基板的基面发生擦花,甚至导致返工磨板或报废的问题,且相对于现有流程只需进行一次撕膜流程,提高效率,降低成本。
63.在其中一些实施例中,在将大槽孔内的树脂油墨固化后,且在压合涂胶铜箔之前,电路板的树脂塞孔方法还包括对基板进行表面处理,以除去基板表面的油污和杂质。
64.通过采用上述方案,将基板表面的油污和杂质去除,使得后续在压合涂胶铜箔时涂胶铜箔和基板的贴合更加紧密,提高压合质量。
65.在其中一些实施例中,对基板进行表面处理,包括:酸洗、除油、不织布磨板、火山灰磨板、除油、超声波水洗、和烘干处理。
66.通过采用上述方案,可以将基板表面各种的油污和杂质去除干净,提高基板的表面清洁度。
67.请参考图1、图2和图3,在其中一些实施例中,对大槽孔进行树脂塞孔,包括以下步骤。
68.首先,将塞孔网版10盖设于基板的一侧,塞孔网版10上设置有与大槽孔对应的塞孔区域11,塞孔区域11内间隔设置有至少两个孔径相等或不等的通孔12。
69.具体的,可以事先在塞孔网版10上加工出通孔12,可选的,通孔12的横截面为圆形、三角形、矩形或其他形状,同一个塞孔区域11内的通孔12的孔径可以设计成相等或不相等,且相邻两通孔12间的距离可以设计成相等,也可以设计成不相等。
70.可选的,如图2,塞孔区域11内间隔设置有多个孔径不等的通孔12,且不均匀分布。
71.可选的,如图3,塞孔区域11内间隔设置有多个孔径相等的通孔12,且沿大槽孔的长度方向分布。
72.可选的,塞孔区域11内间隔设置有多个孔径不等的通孔12,且沿大槽孔的长度方向分布。
73.然后,通过塞孔网版10上的通孔12,将树脂油墨塞入大槽孔中。
74.具体的,可以采用真空塞孔机配合塞孔网版10等对大槽孔进行塞孔,将树脂油墨塞入大槽孔中。
75.由于大槽孔的孔径较大,现有技术中塞孔网版10上的网版孔直接对应基板上的大槽孔设计,这就使得在树脂塞孔过程中造成塞孔网版10上的网版孔边缘处发生变形,会形成网版孔的处呈高低的状态,后续塞树脂油墨时,塞孔网版10因变形无法贴实基板的板面,导致刮刀也会部分被塞孔网版10上的变形区域刮伤,同时也会导致树脂油墨直接覆盖填满大槽孔,由于塞孔网版10的边角位置排气不畅,也会使得大槽孔内易形成空洞等问题。
76.另外,由于塞孔网版10上的网版孔过大,在后续进行刮墨和回墨过程中树脂油墨易从塞孔网版10上的网版孔处漏到机台上面,造成物料浪费和机台污染。
77.本发明通过在塞孔网版10上的塞孔区域11内间隔设置有至少两个孔径相等或不等的通孔12对应基板上的大槽孔,可以解决树脂塞孔过程中塞孔网版变形、漏树脂、刮刀损伤、塞孔空洞不饱满等问题,提升产品品质和生产效率,也可以避免在刮墨和回墨过程中树脂油墨漏到机台上面,造成物料浪费和机台污染的问题。
78.可选的,塞孔区域11小于大槽孔的横截面,即所有的通孔12均位于大槽孔横截面的内部,防止树脂塞孔过程中大槽孔的侧边挤压通孔12,导致塞孔网版10变形和刮刀损伤,同时防止树脂油墨流到大槽孔的外部,造成物料浪费和机台污染。
79.在其中一些实施例中,通过塞孔网版10上的通孔12,使用真空塞孔机将树脂油墨塞入大槽孔中,真空塞孔机的参数为:真空度≤10pa,如8pa、9pa或10pa等,刮刀压力为100kgf
‑
300kgf,如100kgf、150kgf、200kgf、250kgf或300kgf等,刮刀速度为100mm/sec
‑
200mm/sec,如100mm/sec、120mm/sec、140mm/sec、160mm/sec、180mm/sec或200mm/sec等,墨刀压力为5kgf
‑
10kgf,如5kgf、6kgf、7kgf、8kgf、9kgf或10kgf等,墨刀速度为100mm/sec
‑
200mm/sec,如100mm/sec、120mm/sec、140mm/sec、160mm/sec、180mm/sec或200mm/sec等。
80.由于通孔12的孔径均小于大槽孔的孔径,对塞孔压力和下油量要求较高,通过采用上述方案,实现一刀塞满,且回墨时不会漏树脂油墨,回墨更干净彻底。
81.请参考图2和图3,在其中一些实施例中,在同一个塞孔区域11内,当通孔12的数量大于或等于3时,通孔12的孔径均相等,且相邻两通孔12间的距离均相等。
82.通过采用上述方案,将多个通孔12等间距设置,使得各个通孔12的下油量和下油速度均相等,确保大槽孔的不同部位的树脂油墨均匀一致,提高树脂塞孔质量。
83.可选的,任意一通孔12与大槽孔的孔壁之间的距离和相邻两通孔12间的距离相等,从而进一步确保大槽孔的不同部位的树脂油墨均匀一致,提高树脂塞孔质量。
84.本技术第二方面的实施例提供了一种电路板,电路板为经过第一方面的电路板的树脂塞孔方法进行树脂塞孔后制得的电路板。
85.本发明之电路板,在制作过程中通过在树脂塞孔工序于基板的背面贴附厚度为100um
‑
200um的耐高温保护膜,避免了基板上大槽孔内部的树脂油墨在进行真空塞孔并固化后不饱满,甚至发生凹陷的问题,提高了电路板的质量,降低了其加工成本。
86.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

