1.本发明涉及一种加工贴片产品的生产线体结构及其生产方法,尤其涉及一种贴片产品的生产线体结构及其生产方法。
背景技术:
2.目前,随着科技的不断发展,以及市场不断地对产品个性化和多样化的需求,尤其是现在的人们对于消费类电子产品例如:智能手机、平板电脑、智能家居电器等的要求是越来越高,迫使传统的品种单一、生产周期长、每种产品生产批量大的大规模生产方式不得不相应地向着多品种、生产周期短、小批量生产的方式转变。
3.为满足以上消费者的需求,现在广泛使用高速贴片机来生产电子产品中的贴片产品,例如:ic芯片(integrated circuit chip)和印刷电路板pcb(printed circuit board),而采用了新一代的电子装联技术smt(surface mount technology),即表面组装技术,可以大大促进电子产品的小型化、多功能化,为大批量生产、低缺陷率生产提供了条件。
4.现在使用的smt线体进行贴片的步骤,一般依次包括:使用上料机进行上料、使用印刷机进行印刷、使用贴片机进行贴片、使用回流焊机进行回流焊,而且,每两个相邻的步骤所使用的设备之间,是通过轨道进行连接,完成物料的传递。
5.但是,如果使用上述的smt加工线体,来分别生产多种贴片产品的话,就需要对应条数的smt加工线体,这样,多条线体不仅占地面积非常大,生产效率低,而且对应的生产成本会很高,很难满足现在的消费类电子产品的生产需求。
6.还有,实现高效率的自动化加工生产线,也是本领域急需进行改善的技术课题。
技术实现要素:
7.本发明鉴于现有技术中的上述技术问题,其目的在于,提供一种可以提升空间利用率和节约生产成本的贴片产品的生产线体结构及其生产方法。
8.本发明的贴片产品的生产线体结构具备:第一线体,具有:第一上料机、第一印刷机以及第一贴片机,相邻设备之间通过轨道连接;第二线体,具有:第二上料机、第二印刷机以及第二贴片机,相邻设备之间通过轨道连接;二合一轨道,具有:运输小车、一轨和二轨,所述运输小车带动所述一轨、所述二轨运动;回流焊,对贴片产品进行回流焊接,所述第一线体、所述第二线体分别通过第一轨道和第二轨道与所述二合一轨道进行连接,所述二合一轨道与所述回流焊连接;所述第一轨道具有:第一轨道前感应器和第一轨道后感应器,当所述第一轨道前感应器感应到贴片产品后,所述第一轨道进行输送,当所述第一轨道后感应器感应到贴片产品后,所述第一轨道停止输送;所述第二轨道具有:第二轨道前感应器和第二轨道后感应器,当所述第二轨道前感应器感应到贴片产品后,所述第二轨道进行输送,当所述第二轨道后感应器感应到贴片产品后,所述第二轨道停止输送,当所述第一轨道后感应器感应到贴片产品后,所述第一轨道停止输送,所述运输小车带动所述一轨与所述第一轨道对接,当所述第二轨道后感应器感应到贴片产品后,所述第二轨道停止输送,所述运
输小车带动所述二轨与所述第二轨道对接。
9.根据本发明的贴片产品的生产线体结构,两条生产线体通过二合一轨道,在不影响产出的情况下,节省机台成本投入,节省设备占地面积,提升空间利用率,提升单位占地面积的产出,满足消费类电子产品生产的需求,同时,实现生产线体的自动化输送,节省了人工成本,大大提升了生产率。
10.还有,在上述贴片产品的生产线体结构,所述一轨具有:一轨前感应器和一轨后感应器;所述二轨具有:二轨前感应器和二轨后感应器;当所述一轨前感应器和所述一轨后感应器都感应不到贴片产品后,所述第一轨道进行输送动作,当所述二轨前感应器和所述二轨后感应器都感应不到贴片产品后,所述第二轨道进行输送动作。这样,可以实现生产线体的自动化输送,节省了人工成本,大大提升了生产率。
11.还有,在上述贴片产品的生产线体结构,当所述第一轨道后感应器和所述第二轨道后感应器同时感应到贴片产品时,优先所述第一轨道与所述一轨进行对接,进行贴片产品输送。这样,能够避免两条生产线体上贴片产品出现混乱,确保贴片产品的输送准确率。
12.还有,在上述贴片产品的生产线体结构,当所述第一轨道后感应器和所述第二轨道后感应器同时感应到贴片产品,所述一轨连续两次进行贴片产品输送动作且完成,所述二轨没有进行输送动作时,优先所述第二轨道与所述二轨进行对接,进行贴片产品输送。这样,能够避免两条生产线体上贴片产品出现混乱,确保贴片产品的输送准确率,同时,平衡两条生产线体的生产进度。
13.还有,在上述贴片产品的生产线体结构,所述二合一轨道与所述回流焊通过双规轨道连接,所述双轨轨道具有:双轨轨道一轨道和双轨轨道二轨道,所述双轨轨道一轨道具有:双轨轨道一轨道前感应器和双轨轨道一轨道后感应器;所述双轨轨道二轨道具有:双轨轨道二轨道前感应器和双轨轨道二轨道后感应器,当所述双轨轨道一轨道前感应器感应到贴片产品时,所述双轨轨道一轨道进行输送动作,将贴片产品输送到所述回流焊,当所述双轨轨道二轨道前感应器感应到贴片产品时,所述双轨轨道二轨道进行输送动作,将贴片产品输送到所述回流焊。这样,能够避免两条生产线体上贴片产品出现混乱,确保贴片产品的输送准确率。
14.还有,在上述贴片产品的生产线体结构,当所述双轨轨道一轨道后感应器和所述双轨轨道二轨道后感应器同时感应到贴片产品通过,并输送要贴片产品信息后,优先所述二合一轨道上等待时间较长的轨道进行输送动作。这样,能够避免两条生产线体上贴片产品出现混乱,确保贴片产品的输送准确率,同时,也能够平衡两条生产线体的生产进度。
15.还有,在上述贴片产品的生产线体结构,还包括:清洗机和收料机,依次与所述回流焊通过轨道连接。这样,可以组成全自动生产线体,实现生产线体的自动化输送,节省了人工成本,大大提升了生产率。
16.还有,本发明还提供了一种贴片产品的生产方法,包括:第一步骤,通过第一线体和第二线体进行贴片产品的上料、印刷和贴片;第二步骤,通过二合一轨道的运输小车,对来自所述第一线体或者所述第二线体的贴片产品进行运输;第三步骤,通过回流焊,对贴片产品进行回流焊接。
17.根据本发明的贴片产品的生产线体结构及其生产方法,两条生产线体通过二合一轨道,在不影响产出的情况下,节省机台成本投入,节省设备占地面积,提升空间利用率,提
升单位占地面积的产出,满足消费类电子产品生产的需求,同时,实现生产线体的自动化输送,节省了人工成本,大大提升了生产率。
附图说明
18.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
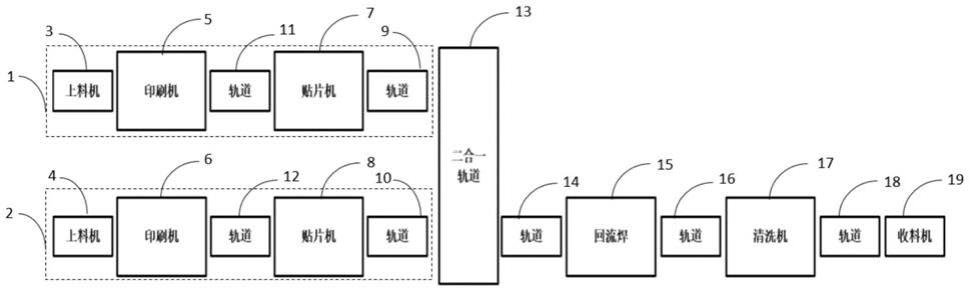
19.图1为本发明的贴片产品的生产线体结构布局的结构示意图。
20.图2为本发明的二合一轨道以及前后轨道的结构示意图。
21.图中:1.第一线体,2.第二线体,3.第一上料机,4.第一上料机,5.第一印刷机,6.第二印刷机,7.第一贴片机,8,第二贴片机,9.第一轨道,10.第二轨道,11.轨道,12.轨道,13.二合一轨道,14.双轨轨道,15.回流焊,16.轨道,17.清洗机,18.轨道,19.收料机,20.运输小车,9a.第一轨道前感应器,9b.第一轨道后感应器,10a.第二轨道前感应器,10b.第二轨道后感应器,21.一轨,21a.一轨前感应器,21b.一轨后感应器,22.二轨,22a.二轨前感应器,22b.二轨后感应器,141.双轨轨道一轨道,141a.双轨轨道一轨道前感应器,141b.双轨轨道一轨道后感应器,142.双轨轨道二轨道,142a.双轨轨道二轨道前感应器,142b.双轨轨道二轨道后感应器。
具体实施方式
22.下面将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
23.以下详细说明均是示例性的说明,旨在对本发明提供进一步的详细说明。除非另有指明,本发明所采用的所有技术术语与本技术所属领域的一般技术人员的通常理解的含义相同。本发明所使用的术语仅是为了描述具体实施方式,而并非意图限制根据本发明的示例性实施方式。
24.图1是本发明的贴片产品的生产线体结构布局的结构示意图,如图所示,本发明的贴片产品的生产线体结构具备:第一线体1,第二线体2,第一上料机3,第二上料机4,第一印刷机5,第二印刷机6,第一贴片机7,第二贴片机8,第一轨道9,第二轨道10,轨道11,轨道12,二合一轨道13,双轨轨道14,回流焊15,轨道16,清洗机17,轨道18,收料机19。
25.第一线体1是由第一上料机3、第一印刷机5、轨道11以及第一贴片机7组成;第二线体2是由第二上料机4、第二印刷机6、轨道12以及第二贴片机8组成。第一线体1和第二线体2分别通过第一轨道9和第二轨道10与二合一轨道13连接。
26.如图1所示,第一线体1和第二线体2是两条并行的生产线体,在第一线体1中,第一上料机3把贴片产品输送到第一印刷机5进行印刷,然后通过轨道11,把贴片产品输送到第一贴片机7进行贴片。同样,第二线体2也进行与第一线体1相同的工序。这样,在第一线体1和第二线体2上分别可以对不同的贴片产品或者同时对多个贴片产品进行印刷和贴片处理,实现多种类或者多个数的贴片产品同时加工生产,满足了生产多样性的需求。
27.这里,上料机与印刷机之间,以及印刷机与贴片机之间,是通过传感设备对贴片产品的感应的有无,进行上料或者输送的要求信号的发送,在实现自动化生产的同时,也能够保证每一件贴片产品进行完每一道的工序,防止加工不良和生产缺陷的发生。
28.还有,第一线体1和第二线体2分别通过第一轨道9和第二轨道10与二合一轨道13连接,并把第一线体1和第二线体2上的进行贴片后的贴片产品通过第一轨道9和第二轨道10输送到二合一轨道13。
29.这里,如图2所示,第一轨道9上,靠近第一贴片机7一侧设置有第一轨道前感应器9a,靠近二合一轨道13一侧设置有第一轨道后感应器9b。同样,第二轨道10上,靠近第二贴片机8一侧设置有第二轨道前感应器10a,靠近二合一轨道13一侧设置有第二轨道后感应器10b。当第一轨道前感应器9a和/或第二轨道前感应器10a感应到贴片产品后,第一轨道9和/或第二轨道10开始进行输送动作,将贴片产品向二合一轨道13输送。
30.还有,二合一轨道13具有运输小车20,运输小车20上设置有一轨21和二轨22,运输小车20可以带动一轨21和二轨22进行运动。一轨21上,靠近第一轨道9一侧设置有一轨前感应器21a,靠近回流焊15一侧设置有一轨后感应器21b。同样,二轨22上,靠近第二轨道10一侧设置有二轨前感应器22a,靠近回流焊15一侧设置有二轨后感应器22b。
31.还有,当第一轨道后感应器9b或第二轨道后感应器10b感应到贴片产品后,第一轨道9或第二轨道10停止输送动作,并传输信号至二合一轨道13的运输小车20,运输小车20带动一轨21或二轨22运动到第一轨道9或第二轨道10,完成与第一轨道9或第二轨道10对接,并将贴片产品输送到一轨21或二轨22上。另外,对接完成后,当一轨前感应器21a和一轨后感应器21b均感应不到贴片产品后,向第一轨道9传输要贴片产品信号,第一轨道9开始进行输送动作。同样,对接完成后,当二轨前感应器22a和二轨后感应器22b均感应不到贴片产品后,向第二轨道10传输要贴片产品信号,第二轨道10开始进行输送动作。
32.这样,通过设置在第一轨道9上的第一轨道后感应器9b,以及设置在第二轨道10上的第二轨道后感应器10b,来判断需要进行传输的贴片产品是来自第一线体1还是第二线体2,同时,二合一轨道13也通过来自第一轨道后感应器9b或者第二轨道后感应器10b的传输信号,控制运输小车20去对接第一轨道9或者第二轨道10,通过一轨21或者二轨22对贴片产品进行传输。
33.另外,通过设置在运输小车20的一轨21和二轨22上的一轨前感应器21a、一轨后感应器21b,以及二轨前感应器22a、二轨后感应器22b的感应信号,控制二合一轨道13向第一轨道9或者第二轨道10发出贴片产品的传输信号,即,运输小车20将贴片产品传输到回流焊15之后,就能够马上向第一线体1和第二线体2发出要贴片产品的传输信号,这样,就能够大大提升贴片产品的传输效率。同时,也可以实现生产线体的自动化输送,节省了人工成本。
34.还有,二合一轨道13和回流焊15之间,通过双轨轨道14连接,双轨轨道14具有双轨轨道一轨道141和双轨轨道二轨道142,另外,双轨轨道一轨道141上,靠近二合一轨道13一侧设置有双轨轨道一轨道前感应器141a,靠近回流焊15一侧设置有双轨轨道一轨道后感应器141b。同样,双轨轨道二轨道142上,靠近二合一轨道13一侧设置有双轨轨道二轨道前感应器142a,靠近回流焊15一侧设置有双轨轨道二轨道后感应器142b。
35.还有,当二合一轨道13的一轨前感应器21a感应到贴片产品后,一轨21开始进行输送动作,把贴片产品向回流焊15输送,当一轨后感应器21b感应到贴片产品后,一轨21停止输送动作,运输小车20带动一轨21运动到双轨轨道14,将一轨21与双轨轨道一轨道141进行对接,当双轨轨道一轨道前感应器141a感应到贴片产品后,通过双轨轨道一轨道141开始向回流焊15输送贴片产品,另外,当双轨轨道一轨道后感应器141b感应到贴片产品通过后,向
二合一轨道13的一轨21传输要贴片产品信号,一轨21开始进行输送动作。同样,当二合一轨道13的二轨前感应器22a感应到贴片产品后,二轨22开始进行输送动作,把贴片产品向回流焊15输送,当二轨后感应器22b感应到贴片产品后,二轨22停止输送动作,运输小车20带动二轨22运动到双轨轨道14,将二轨22与双轨轨道二轨道142进行对接,当双轨轨道二轨道前感应器142a感应到贴片产品后,通过双轨轨道二轨道142开始向回流焊15输送贴片产品,另外,当双轨轨道二轨道后感应器142b感应到贴片产品通过后,向二合一轨道13的二轨22传输要贴片产品信号,二轨22开始进行输送动作。
36.这里,当第一轨道后感应器9b和第二轨道后感应器10b同时感应到贴片产品后,优先二合一轨道13的一轨21进行输送贴片产品动作。另外,当一轨21连续两次输送贴片产品动作完成,且二轨22未进行输送贴片产品动作时,优先二轨22进行输送贴片产品动作。
37.还有,当双轨轨道一轨道后感应器141b和双轨轨道二轨道后感应器142b同时感应到贴片产品通过,并传输要贴片产品信号后,优先二合一轨道13上等待时间较长的轨道进行输送贴片产品动作。
38.还有,如图1所示,贴片产品通过双轨轨道14输送到回流焊15后,进行回流焊接处理,然后通过轨道16输送到清洗机17进行清洗处理,最后通过轨道18输送到收料机19进行贴片产品的回收,结束贴片产品的生产流程。
39.这里,在本发明中,生产线体的条数可以根据生产的贴片产品的种类数量或者产量进行设定,例如,可以与第一线体1和第二线体2并行设置第三、第四线体等,在二合一轨道13中要相应地设置与线体数量相同的轨道。
40.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

