1.本发明属于航空电子机箱结构设计领域,涉及一种飞机挂架内的一种航空电子机箱。
背景技术:
2.飞机挂架内空间紧张,内部安装的一种航空电子机箱横截面尺寸相比1/2atr标准机箱尺寸还要小,高
×
宽只有125mm
×
115mm;该挂架位于飞机机翼下,相对设备舱环境振动量级大。传统挂架内航空电子机箱机箱箱体是铝合金材料3a21
‑
h112 gb/t3880
‑
2006通过真空钎焊焊接而成,或者由多个零件通过螺钉拼接而成。真空钎焊机箱箱体材料铝合金3a21
‑
h112屈服强度只有110mpa,焊缝处强度只有母材的80%左右,即焊缝处屈服强度只有88mpa。螺钉拼接机箱箱体刚性较差,且大量级耐久振动时螺钉存在受剪切力断裂潜在隐患。
3.一般飞机的挂架内航空电子机箱耐久振动量级平均加速度15g左右,而该挂架内航空电子机箱耐久振动平均加速度达到25g。需求一种挂架内小尺寸航空电子机箱。
技术实现要素:
4.要解决的技术问题
5.为了避免现有技术的不足之处,本发明提出一种飞机挂架内的一种航空电子机箱,使用高强度铝合金2a12
‑
t4 gb/t 3880
‑
2006整体成形,避免了真空钎焊焊接选材受限、焊缝处屈服强度低,或拼接机箱箱体螺钉受剪断裂潜在风险,机箱箱体在传力通路上设置多种外形加强筋,满足产品刚性和强度使用要求的同时,减轻了机箱箱体整体重量。
6.技术方案
7.一种飞机挂架内的一种航空电子机箱,包括机箱箱体4、顶盖板2和底盖板9;其特征在于:所述机箱箱体4采用高强度铝合金整体成形,在左右壁板和后壁板上的传力通道去除部分材料的空间设有加强筋;在各壁板交界处设置有过渡圆弧。
8.所述加强筋为半“米”字、“米”字、“十”字或
“×”
字结构。
9.所述半“米”字、“米”字、“十”字或
“×”
字结构的加强筋的过渡部位设置有过渡圆弧。
10.所述高强度铝合金采用2a12
‑
t4 gb/t 3880
‑
2006铝合金。
11.所述机箱箱体4内的中间壁板30上设有b减重槽31。
12.所述机箱箱体4的前壁板19上设有固定圆形电连接器的圆孔16。
13.所述机箱箱体4的后壁板上设有a导轨条。
14.所述a导轨条上设有a减重槽27。
15.有益效果
16.本发明提出的一种飞机挂架内的一种航空电子机箱,是挂架内小尺寸航空电子机箱功能模块设置矩形插头 母板设置矩形插座结构形式下机箱箱体首次采用高强度铝合金
整体成形,整体强度高,相比真空钎焊机箱箱体无焊缝处强度低开裂风险,相比螺钉拼接机箱箱体后期装配工序少维修性好,受力主体无拼接螺钉受剪切力断裂风险;依据有限元分析拓扑优化理论,机箱箱体左右壁板和后壁板上在传力通道上去除部分材料形成半“米”字、“米”字、“十”字和
“×”
字加强筋,满足产品刚性和强度使用要求的同时,减轻了机箱箱体重量;整体成形机箱箱体可在各壁板交界处设置过渡圆弧,可有效避免应力集中,提高机箱箱体的安全系数。
17.优点:第一、航空电子机箱功能模块设置矩形插头 母板设置矩形插座结构形式下机箱箱体首次采用高强度铝合金整体成形,整体强度高,相比真空钎焊机箱箱体无焊缝处强度低导致的开裂风险,相比螺钉拼接机箱箱体后期装配工序少维修性好,受力主体无拼接螺钉受剪切力断裂风险,适用于新一代飞机挂架内大量级振动环境;第二、利用机箱箱体左右壁板和后壁板上在传力通道上去除部分材料形成半“米”字、“米”字、“十”字和
“×”
字加强筋,满足产品刚性和强度使用要求的同时,减轻了机箱箱体重量;第三、整体成形机箱箱体可在各壁板交界处设置过渡圆弧,可有效避免应力集中,提高机箱箱体的安全系数。
附图说明
18.图1机箱组件爆炸图视图1;
19.图2机箱组件爆炸图视图2;
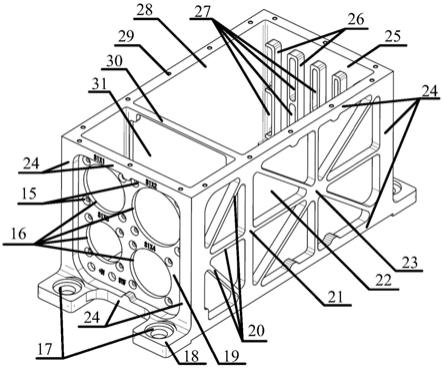
20.图3机箱箱体视图1;
21.图4机箱箱体视图2;
22.图5机箱箱体视图3;
[0023]1‑
a螺钉,2
‑
顶盖板,3
‑
功能模块,4
‑
机箱箱体,5
‑
减振器,6
‑
矩形插座,7
‑
母板,8
‑
b螺钉,9
‑
底盖板,10
‑
圆形电连接器,11
‑
c螺钉,12
‑
标牌,13
‑
d螺钉,14
‑
矩形插头,15
‑
a螺钉孔,16
‑
圆孔,17
‑
减振器孔,18
‑
安装耳,19
‑
前壁板,20
‑
半“米”字加强筋,21
‑“
十”字加强筋,22
‑
右壁板,23
‑“
米”字加强筋,24
‑
主承力框架,25
‑
后壁板,26
‑
a导轨条,27
‑
a减重槽,28
‑
左壁板,29
‑
螺纹孔a,30
‑
中间壁板,31
‑
b减重槽,32
‑“×”
字加强筋,33
‑
螺纹孔b,34
‑
c减重槽,35
‑
b导轨条,36
‑
过渡圆弧,37
‑
c螺钉孔,38
‑
d螺纹孔,39
‑
e螺纹孔。
具体实施方式
[0024]
现结合实施例、附图对本发明作进一步描述:
[0025]
技术方案:一种航空电子机箱机箱箱体,使用高强度铝合金2a12
‑
t4 gb/t3880
‑
2006整体成形,机箱箱体左右壁板和后壁板在传力通道上设置半“米”字、“米”字、“十”字和
“×”
字加强筋,满足产品刚性和强度使用要求的同时,减轻了机箱箱体整体重量;机箱箱体上设置导轨条特征,满足功能模块插拔导向及固定需求;导轨条底部设置螺纹孔,满足母板模块固定要求;机箱箱体前壁板预留圆形电连接器插座固定螺钉孔;机箱箱体底部安装耳处预留减振器安装机械接口,满足功能模块上的元器件减振需求,提高产品的工作可靠性。
[0026]
航空电子机箱组件爆炸图见图1和图2,圆形连接器10、矩形插座通过插针焊接直接和母板印制板7固定在一起,母板印制板7和机箱箱体4通过螺钉连接固定,母板印制板7内部设置有铺铜线路实现矩形插座6和圆形连接器10之间的信号互通,功能模块3顺着机箱箱体4上设置的a导轨条26和b导轨条35向下移动到矩形插头14和母板印制板7上的矩形插
座6对插到位后锁紧,即可实现功能模块3之间、功能模块3和圆形电连接器10之间的信号互通。顶盖板2通过a螺钉1、底盖板9通过b螺钉8固定在机箱箱体4上,实现机箱组件的密封。机箱箱体4上安装有减振器5可实现机箱组件整体减振,降低组件内电子元器件的振动量级,提高工作可靠性。组件后部标牌12作为产品的标识通过d螺钉固定到机箱箱体4上。
[0027]
一种航空电子机箱机箱箱体4视图分别见图3、图4、图5,采用高强度铝合金通过线切割、电火花、传统机械加工整体成形,整体强度高,相比真空钎焊机箱箱体无焊缝处强度低开裂风险,相比螺钉拼接机箱箱体后期装配工序少维修性好,无螺钉受剪切力断裂风险。
[0028]
机箱箱体前壁板19上设置后a螺钉孔15和圆孔16用于固定圆形电连接器10。安装耳18上设置有减振器孔17用于固定减振器5,可实现机箱组件整体减振,降低组件内电子元器件的振动量级,提高工作可靠性。
[0029]
根据有限元分析拓扑优化技术分析理论,机箱箱体除设置主承力框架24特征外,右壁板22和左壁板28上传力通道上均设置有半“米”字加强筋20、“十”字加强筋21,“米”字加强筋23,后壁板25传力通道上设置有
“×”
字加强筋32,满足产品刚性和强度使用要求的同时,减轻了机箱箱体整体重量。加强筋特征和主承力框架24结合处设置圆弧,提高加工工艺性的同时可避免应力集中。
[0030]
后壁板25上设置有a导轨条26,中间壁板30上设置有b导轨条35用于功能模块3拆装时的导向和安装时的限位固定作用。根据有限元分析拓扑优化技术分析理论,a导轨条26上设置有a减重槽27,b导轨条35设置有c减重槽34,中间壁板30上设置有b减重槽31,三处减重槽均通过电火花加工形成,保证刚性和强度的同时有效减重。
[0031]
机箱箱体顶部设置有螺纹孔a29、底部设置有c螺钉孔37,分别用于顶盖板2和底盖板9的连接固定。为了满足产品机上电磁兼容要求,相邻两个螺纹孔a、相邻两个c螺钉孔的距离均不超过50mm。
[0032]
“×”
字加强筋32上设置有螺纹孔b33用于固定标牌12,标牌是产品的标识。
[0033]
整体成形的机箱箱体上设置的前壁板19、右壁板22、后壁板25、左壁板28、中间壁板30之间交界处通过电火花或线切割方式形成过渡圆弧36,可有效避免应力集中,提高机箱箱体的安全系数。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

