1.本发明涉及一种回焊炉,特别涉及一种高效、节能的回焊炉,属于回焊炉领域。
背景技术:
2.表面贴片技术是目前电子组装行业里最流行的一种技术工艺,是一种将没有引线或引线较短的表面组装元器件安装在印刷电路板的表面,并通过回流焊加以焊接组装的电路装连技术。回焊炉是回流焊必备的设备,回焊炉的作用是将置件后的pcb板通过高温,使附着在pcb板上的锡膏熔化,完成电路装连,再冷却至常温,也即,回焊炉的工作过程包括高温加热的阶段和低温冷却的阶段。通常情况下,现有的方案采用先将炉内加热到预定的温度值,待pcb板完成电路连接后,再向炉内输入制冷介质,实现冷却的目的。这种方案需要后置的冷源中和前置的热源,再重新开始下一轮的生产加工,即重新输入热源提高温度,再输入冷源降低温度,上轮产生的余热浪费了上轮的冷源,而下轮要重新输入热源来提高温度,能源消耗巨大。
技术实现要素:
3.本发明回焊炉公开了新的方案,在pcb板的回流焊的加工过程中采用具有分隔的加热室、冷却室的回焊炉箱体的方案分别进行加热和冷却处理,解决了现有同类方案加工效率低,能耗巨大的问题。
4.本发明回焊炉包括回焊炉箱体,回焊炉箱体内的下部的一侧设有加热室,回焊炉箱体内的下部的另一侧设有冷却室,回焊炉箱体内的上部设有传送室,加热室内设有pcb板载具顶升装置、加热部件,pcb板载具顶升装置的顶升端上设有pcb板载具,pcb板载具内设有pcb板,冷却室内设有pcb板载具升降装置、冷却部件,传送室内设有推送动力缸,加热部件加热pcb板至预定的温度,pcb板载具顶升装置将pcb板载具从加热室顶部开启的自动门a顶出进入传送室,pcb板载具升降装置的承载端从冷却室顶部开启的自动门b升入传送室,推送动力缸将pcb板载具顶升装置的顶升端上的pcb板载具推送至pcb板载具升降装置的承载端上,pcb板载具顶升装置的顶升端退回加热室,自动门a关闭,pcb板载具升降装置的承载端退回冷却室,自动门b关闭,冷却部件冷却pcb板至预定的温度。
5.进一步,本方案的加热室的一侧的回焊炉箱体上设有密封拉门a,密封拉门a上嵌设有透明观察窗a,操作人员通过透明观察窗a观察加热室内的情况,冷却室的一侧的回焊炉箱体上设有密封拉门b,密封拉门b上嵌设有透明观察窗b,操作人员通过透明观察窗b观察冷却室内的情况。
6.进一步,本方案的加热室内设有均热风扇,均热风扇促进pcb板载具内的pcb板充分均匀受热,冷却室内设有冷却风扇,冷却风扇促进pcb板载具内的pcb板快速冷却。
7.进一步,本方案的自动门a包括门板a,门板a的一端嵌入加热室内侧壁上的导轨槽a形成滑动连接,门板a的另一端与螺杆a形成螺纹传动连接,螺杆a的一端与设在加热室外部的回焊炉箱体上的电机a传动连接,电机a通过螺杆a驱动门板a沿导轨槽a往复运动来敞
开或封闭加热室顶部的开口。
8.自动门b包括门板b,门板b的一端嵌入冷却室内侧壁上的导轨槽b形成滑动连接,门板b的另一端与螺杆b形成螺纹传动连接,螺杆b的一端与设在冷却室外部的回焊炉箱体上的电机b传动连接,电机b通过螺杆b驱动门板b沿导轨槽b往复运动来敞开或封闭冷却室顶部的开口。
9.进一步,本方案的pcb板载具包括载具基板,载具基板的承载面上设有pcb板安放槽,pcb板安放槽内设有多个弹性定位挡板,弹性定位挡板的一侧通过弹簧与pcb板安放槽的内侧壁连接,弹性定位挡板的另一侧将设在pcb板安放槽内中央的pcb板夹紧定位。
10.进一步,本方案的回焊炉还包括自动控制系统,自动控制系统包括plc控制器、pcb板载具顶升装置控制电路、自动门a控制电路、pcb板载具升降装置控制电路、自动门b控制电路、推送动力缸控制电路,pcl控制器根据设在加热室内的温度传感器反馈的温度数值达到预设的加热温度的判断通过自动门a控制电路、自动门b控制电路开启自动门a、自动门b,pcb板载具顶升装置控制电路控制pcb板载具顶升装置将pcb板载具从加热室顶部开启的自动门a顶出进入传送室,pcb板载具升降装置控制电路控制pcb板载具升降装置的承载端从冷却室顶部开启的自动门b升入传送室,推送动力缸控制电路控制推送动力缸将pcb板载具顶升装置的顶升端上的pcb板载具推送至pcb板载具升降装置的承载端上,pcb板载具顶升装置控制电路控制pcb板载具顶升装置复位,pcb板载具升降装置控制电路控制pcb板载具升降装置复位,自动门a控制电路、自动门b控制电路关闭自动门a、自动门b。
11.更进一步,本方案的自动控制系统还包括箱体充氮控制电路,箱体充氮控制电路根据设在回焊炉箱体内的氧气检测仪反馈的氧气浓度数值与预设的数值比较的结果控制向回焊炉箱体内供氮的外部氮气源设备的启闭状态。
12.本发明回焊炉在pcb板的回流焊的加工过程中采用具有分隔的加热室、冷却室的回焊炉箱体的方案分别进行加热和冷却处理,具有高效、节能的特点。
附图说明
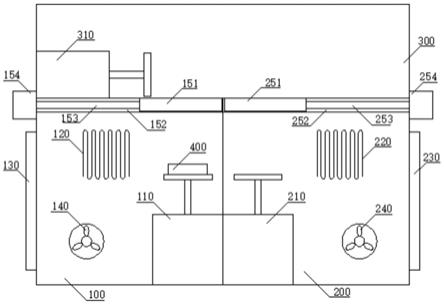
13.图1是回焊炉实例的工作状态一的示意图。
14.图2是回焊炉实例的工作状态二的示意图。
15.图3是回焊炉实例的工作状态三的示意图。
16.图4是回焊炉实例的工作状态四的示意图。
17.图5是pcb板载具的示意图。
18.图6是pcb板载具的单元的安放状态之一的示意图。
19.其中,100是加热室,110是pcb板载具顶升装置,120是加热部件,130是密封拉门a,140是均热风扇,151是门板a,152是导轨槽a,153是螺杆a,154是电机a,200是冷却室,210是pcb板载具升降装置,220是冷却部件,230是密封拉门b,240是冷却风扇,251是门板b,252是导轨槽b,253是螺杆b,254是电机b,300是传送室,310是推送动力缸,400是pcb板载具,410是载具基板,420是pcb板安放槽,430是弹性定位挡板。
具体实施方式
20.如图1~4所示,本发明回焊炉包括回焊炉箱体,回焊炉箱体内的下部的一侧设有
加热室,回焊炉箱体内的下部的另一侧设有冷却室,回焊炉箱体内的上部设有传送室,加热室内设有pcb板载具顶升装置、加热部件,pcb板载具顶升装置的顶升端上设有pcb板载具,pcb板载具内设有pcb板,冷却室内设有pcb板载具升降装置、冷却部件,传送室内设有推送动力缸,加热部件加热pcb板至预定的温度,pcb板载具顶升装置将pcb板载具从加热室顶部开启的自动门a顶出进入传送室,pcb板载具升降装置的承载端从冷却室顶部开启的自动门b升入传送室,推送动力缸将pcb板载具顶升装置的顶升端上的pcb板载具推送至pcb板载具升降装置的承载端上,pcb板载具顶升装置的顶升端退回加热室,自动门a关闭,pcb板载具升降装置的承载端退回冷却室,自动门b关闭,冷却部件冷却pcb板至预定的温度。
21.上述方案在pcb板的回流焊的加工过程中采用具有分隔的加热室、冷却室的回焊炉箱体的方案分别进行加热和冷却处理,如图1所示,承载pcb板的载具设在顶升装置的托板(顶升端)上,加热部件开始加热知道加热室内的温度达到预定的数值,此时pcb板上的锡膏开始熔化形成良好的导电连接。打开加热室顶部的自动门a,顶升装置将pcb板载具顶升进入传送室,如图2所示,同时冷却室顶部的自动门b也开启,升降装置的承载端上升进入传送室,传送室内的推送动力缸将顶升装置的托板上的pcb板载具连同pcb板推送至升降装置的承载端上,如图3所示。最后,顶升装置、升降装置下降复位,自动门a、自动门b关闭,避免加热室内的热量过量流失,进入冷却室的pcb板完成冷却过程。以上方案采用了独立的加热、冷却空间,避免了冷热中和,减少了冷却时间,节约了制热、制冷消耗的能源,并且pcb板从加热室向冷却室转移的过程实现了封闭式自动化转移,大幅提高了加工的效率。
22.为了方便取放,实现实时观察监视加工过程,如图1所示,本方案的加热室的一侧的回焊炉箱体上设有密封拉门a,密封拉门a上嵌设有透明观察窗a,操作人员通过透明观察窗a观察加热室内的情况,冷却室的一侧的回焊炉箱体上设有密封拉门b,密封拉门b上嵌设有透明观察窗b,操作人员通过透明观察窗b观察冷却室内的情况。
23.为了满足加热室内热量均匀分布的要求,提高加工质量,同时提高冷却室的冷却效率,如图1所示,本方案的加热室内设有均热风扇,均热风扇促进pcb板载具内的pcb板充分均匀受热,冷却室内设有冷却风扇,冷却风扇促进pcb板载具内的pcb板快速冷却。
24.为了实现自动门的功能,如图1所示,本方案的自动门a包括门板a,门板a的一端嵌入加热室内侧壁上的导轨槽a形成滑动连接,门板a的另一端与螺杆a形成螺纹传动连接,螺杆a的一端与设在加热室外部的回焊炉箱体上的电机a传动连接,电机a通过螺杆a驱动门板a沿导轨槽a往复运动来敞开或封闭加热室顶部的开口。同样,自动门b包括门板b,门板b的一端嵌入冷却室内侧壁上的导轨槽b形成滑动连接,门板b的另一端与螺杆b形成螺纹传动连接,螺杆b的一端与设在冷却室外部的回焊炉箱体上的电机b传动连接,电机b通过螺杆b驱动门板b沿导轨槽b往复运动来敞开或封闭冷却室顶部的开口。
25.为了实现pcb板载具的功能,并且满足适应具有不同尺寸的pcb板安放的要求,提高载具的适用性,如图5、6所示,本方案的pcb板载具包括载具基板,载具基板的承载面上设有pcb板安放槽,pcb板安放槽内设有多个弹性定位挡板,弹性定位挡板的一侧通过弹簧与pcb板安放槽的内侧壁连接,弹性定位挡板的另一侧将设在pcb板安放槽内中央的pcb板夹紧定位。
26.为了实现设备的自动控制,进一步提高加工效率,本方案的回焊炉还包括自动控制系统,自动控制系统包括plc控制器、pcb板载具顶升装置控制电路、自动门a控制电路、
pcb板载具升降装置控制电路、自动门b控制电路、推送动力缸控制电路,pcl控制器根据设在加热室内的温度传感器反馈的温度数值达到预设的加热温度的判断通过自动门a控制电路、自动门b控制电路开启自动门a、自动门b,pcb板载具顶升装置控制电路控制pcb板载具顶升装置将pcb板载具从加热室顶部开启的自动门a顶出进入传送室,pcb板载具升降装置控制电路控制pcb板载具升降装置的承载端从冷却室顶部开启的自动门b升入传送室,推送动力缸控制电路控制推送动力缸将pcb板载具顶升装置的顶升端上的pcb板载具推送至pcb板载具升降装置的承载端上,pcb板载具顶升装置控制电路控制pcb板载具顶升装置复位,pcb板载具升降装置控制电路控制pcb板载具升降装置复位,自动门a控制电路、自动门b控制电路关闭自动门a、自动门b。
27.基于以上方案,为了保证元器件在回流焊加工中的无氧环境,同时避免充氮浪费,本方案的自动控制系统还包括箱体充氮控制电路,箱体充氮控制电路根据设在回焊炉箱体内的氧气检测仪反馈的氧气浓度数值与预设的数值比较的结果控制向回焊炉箱体内供氮的外部氮气源设备的启闭状态。例如,反馈的氧气浓度高于预设数值,开启充氮,反馈的氧气浓度低于预设数值,关闭充氮,也即动态控制回焊炉箱体内的氧气浓度,保证加工质量。
28.本方案公开的系统、装置、模块等除有特别说明外,均可以采用本领域公知的通用、惯用的方案实现。
29.本方案回焊炉并不限于具体实施方式中公开的内容,实施例中出现的技术方案可以基于本领域技术人员的理解而延伸,本领域技术人员根据本方案结合公知常识作出的简单替换方案也属于本方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

