1.本发明涉及服装生产技术领域,尤其是一种羽绒服的生产设备及其生产方法。
背景技术:
2.羽绒服(down coat)内充羽绒填料的上衣,外形庞大圆润。羽绒服一般鸭绒量占一半以上,同时可以混杂一些细小的羽毛,将鸭绒清洗干净,经高温消毒,之后填充在衣服中就是羽绒服了;羽绒服保暖性最好。多为寒冷地区的人们穿着,也为极地考察人员所常用。羽绒服中的填充物,最常见的是鹅绒和鸭绒,这两种按颜色分,又可分为白绒和灰绒。在市面上的羽绒服按照价格来看,排序为:白鹅绒>灰鹅绒>白鸭绒>灰鸭绒。可能受到售价排序的影响,很多人因此就认为这些绒在质量上也是这样排序,其实不然;通过对羽绒方面的理论研究和实际体验,一般来说相同质量和含绒量的鹅绒比鸭绒的保暖性、蓬松度等好些,但颜色与羽绒服质量的好坏没有太大的关系;例如公告号为cn108477693b的一种羽绒服制备工艺,该专利针对羽绒服、主要羽绒球的制备进行了改进,将羽绒球的制备连线设置成一体化结构,但羽绒服的生产工艺仍然存在以下问题:
3.第一,现有的羽绒服在生产制备完成后,通常处于蓬松状态,储存输送较为不便,如果直接将羽绒服制备成压缩状态的话又不能保证羽绒蓬松后羽绒服的整体形态的饱满;
4.第二,在羽绒服生产时,需要对羽绒表面包裹水溶性粘合剂,现通常使用涂刷的方式进行,但采用涂刷的方式难以控制羽绒表面的包裹均匀度,且容易挤压羽绒变形;
5.第三,在羽绒与水溶性粘合剂结合后需要进行切割,将羽绒切割成一个个羽绒球,但在切割时,由于羽绒刚与水溶性粘合剂结合并未烘干固化,切割羽绒时容易分散,导致切割出的羽绒球质量不一;
6.第四,在羽绒加工时,需要将羽绒进行切割,现有切割装置在切割羽绒时容易将羽绒打散,影响切割工作,且难以及时对切割面上的羽绒进行水溶性粘合剂的包裹。
技术实现要素:
7.针对现有技术存在的不足,本发明的目的在于提供一种羽绒服的生产设备及其生产方法,用以解决上述背景技术中的问题。
8.本发明还公开了一种羽绒服的生产设备,其特征在于:包括裁剪单元,用于将外层面料按版裁准,裁剪成前幅、后幅、衣袖和衣领;预处理单元,包括清洗装置,用于对待处理的羽绒进行清洗;处理槽,用于供清洗后的羽绒在碱水中浸泡并加热;风干装置,用于对加热后的羽绒进行风干备用;羽绒球制备单元,包括压缩装置,对羽绒进行压缩;定型装置,利用水溶性粘合剂对羽绒进行包裹定型;切割装置,对压缩后的羽绒切割成羽绒球;烘干装置,对定型的羽绒球进行烘干;填塞单元,用于将制备好的羽绒球按个数均匀的填塞到羽绒内胆的内层和外层内;缝制单元,用于在羽绒内胆的内层和外层上缝制网格布,并缝合前幅、后幅、衣袖和衣领,同时安装阀体;检测打包单元,用于向缝制好的羽绒服依次进行抽气、输气、抽气工作,并打包;其中,所述定型装置与切割装置之间还设置有半固化装置,所
述半固化装置包括:安装架,位于定型装置和切割装置之间;第一气缸,安装在安装架上,且其输出端固定有连接板;连杆传动机构,设于连接板上;加热器,设于连杆传动机构上且受连杆传动机构控制移动,用于将水溶性粘合剂包裹过的羽绒进行加热,使其初步定型。
9.优选为:所述连杆传动机构包括固定杆,其一端固定在连接板上;第二气缸,铰接设置在连接板上;传动杆,一端与固定杆铰接、另一端与加热器连接;所述固定杆的一端固定在连接板上、另一端与传动杆铰接,所述第二气缸的输出端与传动杆远离固定杆的一端铰接。
10.优选为:所述加热器外围设置有反射罩。
11.优选为:所述安装架上还设置有是输送机构,所述输送机构包括输送筒,安装在切割装置上端,位于安装架下端,且其内壁上设置有螺旋肋条;第一转动齿轮,套设固定在输送筒外壁;输送电机,安装在安装架底部;第二转动齿轮,设于输送电机的输出端上受输送电机控制转动,并与第一转动齿轮啮合连接。
12.优选为:所述定型装置包括机架,所述机架上安装有支撑管和喷液室,所述支撑管与压缩装置连接,所述支撑管上设置有塑形机构,所述喷液室内设置有用于向羽绒上骗人喷涂水溶性粘合剂的喷液机构,所述喷液机构包括过渡管,所述过渡管与水溶性粘合剂储罐连通,所述喷液室上安装有第一雾化喷头,所述第一雾化喷头与过渡管连通,所述第一雾化喷头上设置有喷孔,所述喷孔内镶嵌有第二雾化喷头,所述喷液室内部设置有保护套,所述保护套与喷液室可拆卸连接。
13.优选为:所述塑形机构包括安装在机架上的传动电机,所述传动电机的输出端上安装有齿轮,所述支撑管的表面嵌设有旋转套,所述旋转套上周向设置有伸缩轴,所述伸缩轴位于支撑管内的一端设置有压板,所述压板上设置有螺纹条,所述压板与旋转套之间设置有弹簧,所述旋转套外部套设有传动轮,所述传动轮与齿轮固定连接。
14.优选为:所述切割装置包括切割架,所述切割架位于定型装置和烘干装置之间,所述切割架上安装有第一切割机构和第二切割机构,所述第一切割机构包括第一电机、受第一电机控制转动的第一螺杆以及套设在第一螺杆上与第一螺杆螺纹连接的第一螺套,所述第二切割机构包括第二电机、受第二电机控制转动的第二螺杆以及套设在第二螺杆上与第二螺杆螺纹连接的第二螺套,所述第一螺套和第二螺套相对的一侧均固定有安装块,所述切割架上固定有限位杆,所述限位杆穿过安装块与安装块滑动连接,所述安装块上安装有切割刀具,两个切割刀具上下错位设置;所述安装块上还设置有用于向安装块内供给水溶性粘合剂的供液管,所述水溶性粘合剂经过安装块向切割刀具上流动。
15.优选为:所述切割刀具包括刀片主体,所述刀片主体与安装块螺纹连接,所述刀片主体远离安装块的一端呈弧形,且该刀片主体在远离安装块的一端及侧面设置有切割刃,所述刀片主体的上下端面上设置有呈内凹状的凹部,所述刀片主体在该凹部中设置有连通上下两个凹部的通孔,所述刀片主体上围绕其凹部设置有凸起,所述安装块上设置有液流孔,所述刀片主体上设置有与液流孔连通的液流通道,所述液流通道与刀片主体的凹部连通,所述液流通道的输出端与通孔间隔设置。
16.优选为:所述烘干装置包括壳体和烘干传送机构,烘干传送机构对称安装在壳体内,所述烘干传送机构包括传送带、烘干管和定型槽,所述定型槽固定安装在传送带上,所述传送带内安装有烘干管,所述定型槽为半圆形凹槽,所述壳体的底部还开设有出料口。
17.本发明还公开了一种羽绒服的生产方法,其特征在于,包括如下步骤:
18.s1裁剪:将面料按版裁准,裁剪成前幅、后幅、衣袖和衣领;
19.s2预处理:对待处理的羽绒进行清洗,将清洗后的羽绒在碱水中浸泡并加热,加热后的羽绒进行风干备用;
20.s3羽绒球制备:包括下列具体步骤:
21.a压缩:通过压缩装置将风干备用的羽绒进行压缩;
22.b定型裹液:压缩后的羽绒进入到定型装置的支撑管内,拉动伸缩轴,将羽绒放置在各压板之间并向下输送,然后松开伸缩轴弹簧产生弹力使压板始终从侧部挤压羽绒,同时启动传动电机旋转套转动,压板随着旋转套转动,通过压板上的螺纹条带动羽绒转动扭曲,扭曲后的羽绒继续输送至喷液室内,由第二雾化喷头将水溶性粘合剂雾化均匀喷出至羽绒上;
23.c半固化:将裹液后的羽绒输送进入半固化装置的安装架内,启动加热器对羽绒进行加热,对沾满水溶性粘合剂的羽绒进行初步定型,实现对羽绒的半固化;在半固化时,可通过控制第二气缸带动加热器上下摆动,控制第一气缸带动加热器左右移动,对羽绒的加热固化程度进行调节;
24.d切割:将半固化后的羽绒输送至切割装置内,启动第一电机和第二电机,使相对的两个切割刀具移动羽绒进行切割,并在切割时通过供液管向切割刀具内输送水溶性粘合剂,将羽绒的切割面上粘连涂覆水溶性粘合剂;切割后的羽绒呈一个个球体状形成羽绒球;
25.e烘干:先在烘干装置的定型槽上涂刷上水溶性粘合剂,然后将切割后的羽绒球送至定型槽内,再次对羽绒球表面进行水溶性粘合剂的包裹,然后通过烘干管对羽绒球进行烘干送出,制成羽绒球成品;
26.s4填塞缝制:将制备好的羽绒球成品按个数均匀的填塞到羽绒内胆的内层和外层内,填塞完成后在羽绒内胆的内层和外层上缝制网格布,并缝合前幅、后幅、衣袖和衣领,同时安装阀体,羽绒服制备完成;
27.s5检测打包:向缝制好的羽绒服依次进行抽气使羽绒服处于压缩状态检验阀体的安装是否有效,然后输气对羽绒服充气,观察羽绒服的整体版型,检测羽绒的填充是否充分,合格后抽气压缩打包。
28.本发明的有益效果是:
29.(1)本发明通过检测打包单元的设置,在生产时,对羽绒服进行抽气、充气和抽气的步骤,将羽绒服抽气后重新输气,可检测羽绒服的羽绒在充气蓬松后羽绒服的整体形态的饱满度,用于检测羽绒服的质量,使其满足抽气压缩储存的标准;在检测后抽气打包输送,减少羽绒服的包装体积,便于出产输送。
30.(2)通过半固化装置的设置,涂覆水溶性粘合剂后的羽绒向下输送进入安装架内,启动加热器加热,对沾满水溶性粘合剂的羽绒进行初步定型,使羽绒之间具有较高的粘连性;且可通过控制第二气缸的伸缩运动带动传动杆摆动,从而带动加热器上下摆动,同时配合第一气缸带动加热器左右移动控制加热器与羽绒之间的距离,便于调节加热半固化的强度,从而达到加热器的三维立体运动,且加热器可在同一直线上上下运动,对羽绒进行更加均匀的加热,大幅度提高羽绒的加热固化均匀度,且便于根据不同的涂液量控制羽绒的半固化程度;使羽绒在后续切割时保持一定的强度,避免羽绒与水溶性粘合剂结合整体湿度
较大在切割羽绒时容易分散导致切割出的羽绒球质量不一的现象,避免羽绒在切割时产生形变,提高切割的稳定性,保证切割出的羽绒球的质量。
31.(3)通过定型装置的设置,利用压紧板的设置,使在输送过程中羽绒始终处于压缩状态,保证羽绒的压缩,利用传动电机的传动带动压板转动,通过螺纹条将压缩后的羽绒转动扭曲,使压缩后的羽绒呈麻花状,麻花状的羽绒之间可产生相应的力避免羽绒散开,使压缩的羽绒本身存在一个收紧的力,在后续切割时不易散开,提高后续制备的羽绒球的质量;同时通过雾化喷头将水溶性粘合剂以雾化的方式均匀的喷射在羽绒上,包裹水溶性粘合剂均匀,且羽绒各方向受到的喷射力均匀,不易变形,保证了羽绒涂液包裹的质量。
32.(4)通过切割装置的设置,采用相对的两个切割刀具从左右两侧对羽绒进行切割制备羽绒球,保证切割的稳定性,避免单向切割羽绒倾斜影响切割工作,并将切割刀具设置成与安装块螺纹连接,便于对切割刀具进行更换,同时通过向切割刀具输送水溶性粘合剂,在切割时将羽绒的切割面上粘连涂覆水溶性粘合剂,保证水溶性粘合剂对羽绒球包裹的完全,提高羽绒球的质量。
附图说明
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
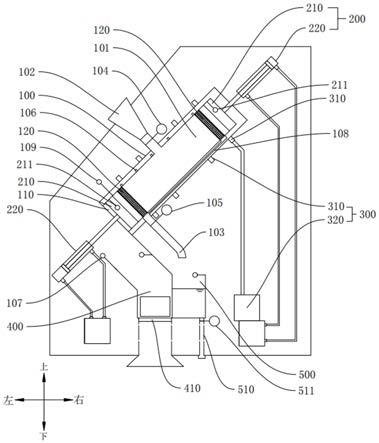
34.图1为本发明具体实施方式的结构示意图;
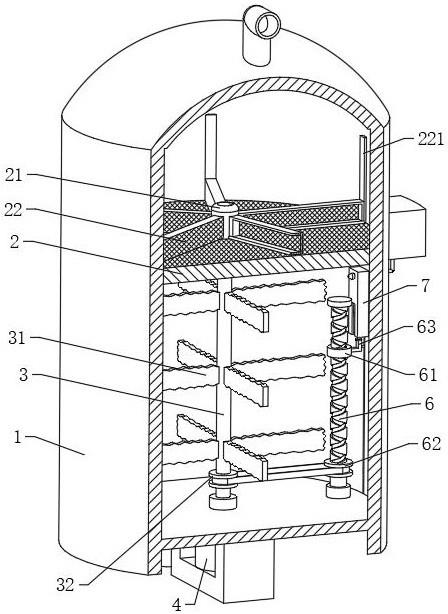
35.图2为本发明具体实施方式中半固化装置的结构示意图;
36.图3为本发明具体实施方式中连杆传动机构的结构示意图;
37.图4为本发明具体实施方式中定型装置的结构示意图;
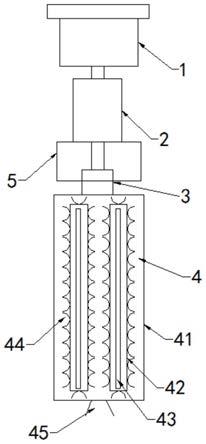
38.图5为本发明具体实施方式中切割装置的结构示意图;
39.图6为本发明具体实施方式中切割刀具的结构示意图;
40.图中示例为:
41.1压缩装置;
42.2定型装置,21机架,22支撑管,23喷液室,24塑形机构,241传动电机,242齿轮,243旋转套,244伸缩轴,245压板,246弹簧,247传动轮,25喷液机构,251过渡管,252第一雾化喷头,253第二雾化喷头,254保护套;
43.3切割机构,31切割架,32第一电机,33第一螺杆,34第一螺套,35第二电机,36第二螺杆,37第二螺套,38安装块,381限位杆,382供液管,39切割刀具,391刀片主体,392切割刃,393凹部,394通孔,395凸起,396液流通道;
44.4烘干装置,41壳体,42传送带,43烘干管,44定型槽,45出料口。
45.5半固化装置,51安装架,52第一气缸,53连杆传动机构,531固定杆,532第二气缸,533传动杆,54加热器,55连接板,56反射罩,57输送机构,571输送筒,572螺旋肋条,573第一转动齿轮,574输送电机,575第二转动齿轮。
具体实施方式
46.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.实施例1
48.如图1所示,本发明公开了一种羽绒服的生产设备,在本发明的具体实施方式中,包括裁剪单元,用于将外层面料按版裁准,裁剪成前幅、后幅、衣袖和衣领;预处理单元,包括清洗装置,用于对待处理的羽绒进行清洗;处理槽,用于供清洗后的羽绒在碱水中浸泡并加热;风干装置,用于对加热后的羽绒进行风干备用;羽绒球制备单元,包括压缩装置1,对羽绒进行压缩;定型装置2,利用水溶性粘合剂对羽绒进行包裹定型;切割装置,对压缩后的羽绒切割成羽绒球;烘干装置4,对定型的羽绒球进行烘干;填塞单元,用于将制备好的羽绒球按个数均匀的填塞到羽绒内胆的内层和外层内;缝制单元,用于在羽绒内胆的内层和外层上缝制网格布,并缝合前幅、后幅、衣袖和衣领,同时安装阀体;检测打包单元,用于向缝制好的羽绒服依次进行抽气、输气、抽气工作,并打包。
49.需要说明的是:该生产设备用于生产指定的羽绒服,该羽绒服包括前幅、后幅、衣袖和衣领,且前幅、后幅、衣袖和衣领相互缝合形成羽绒服本体,所述前幅、后幅以及衣袖内均设置有羽绒内胆,所述衣领内填充有羽绒;所述羽绒内胆包括内层和外层,所述内层和外层之间设置有充气腔,所述后幅下端设置有与充气腔连通的阀体,所述后幅的充气腔与前幅的充气腔以及衣袖的充气腔连通,所述前幅、后幅以及衣袖内朝向充气腔的一端设置有网格布。
50.通过上述技术方案,通过检测打包单元的设置,在生产时,对羽绒服进行抽气、充气和抽气的步骤,将羽绒服抽气后重新输气,可检测羽绒服的羽绒在充气蓬松后羽绒服的整体形态的饱满度,用于检测羽绒服的质量,使其满足抽气压缩储存的标准;在检测后抽气打包输送,减少羽绒服的包装体积,便于出产输送。
51.同理,在储存搬运羽绒服时,利用抽气装置与阀体连接,对羽绒服内进行抽气,将羽绒服内的羽绒进行压缩,便于对羽绒服的储存和搬运,其中网格布的设置可避免羽绒随着气体抽出;同理,在使用时,将充气装置与阀体连接,对羽绒服内充气,气体从内层和外层之间通入,对两侧的羽绒进行充气,打松羽绒服内的羽绒,使其充分蓬松,使用和储存方便。
52.除此之外,如图2~图3所示,所述定型装置与切割装置之间还设置有半固化装置5,所述半固化装置5包括:安装架51,位于定型装置和切割装置之间;第一气缸52,安装在安装架51上,且其输出端固定有连接板55;连杆传动机构53,设于连接板上;加热器54,设于连杆传动机构53上且受连杆传动机构控制移动,用于将水溶性粘合剂包裹过的羽绒进行加热,使其初步定型。
53.在本实施例中,所述连杆传动机构53包括固定杆531,其一端固定在连接板55上;第二气缸532,铰接设置在连接板上;传动杆533,一端与固定杆铰接、另一端与加热器54连接;所述固定杆531的一端固定在连接板上、另一端与传动杆533铰接,所述第二气缸532的输出端与传动杆远离固定杆的一端铰接。
54.在本实施例中,所述加热器54外围设置有反射罩56,反射罩的设置,可将加热器产
生出的加热光均匀设置至羽绒上,避免能源浪费。
55.通过半固化装置的设置,涂覆水溶性粘合剂后的羽绒向下输送进入安装架内,启动加热器加热,对沾满水溶性粘合剂的羽绒进行初步定型,使羽绒之间具有较高的粘连性;且可通过控制第二气缸的伸缩运动带动传动杆摆动,从而带动加热器上下摆动,同时配合第一气缸带动加热器左右移动控制加热器与羽绒之间的距离,便于调节加热半固化的强度,从而达到加热器的三维立体运动,且加热器可在同一直线上上下运动,对羽绒进行更加均匀的加热,大幅度提高羽绒的加热固化均匀度,且便于根据不同的涂液量控制羽绒的半固化程度;使羽绒在后续切割时保持一定的强度,避免羽绒与水溶性粘合剂结合整体湿度较大在切割羽绒时容易分散导致切割出的羽绒球质量不一的现象,避免羽绒在切割时产生形变,提高切割的稳定性,保证切割出的羽绒球的质量。
56.在本实施例中,所述安装架上还设置有是输送机构57,所述输送机构57包括输送筒571,安装在切割装置上端,位于安装架下端,且其内壁上设置有螺旋肋条572;第一转动齿轮573,套设固定在输送筒外壁;输送电机574,安装在安装架底部;第二转动齿轮575,设于输送电机574的输出端上受输送电机控制转动,并与第一转动齿轮573啮合连接。
57.通过上述技术方案,通过在安装架上设置输送机构,通过输送电机带动第二转动齿轮转动,从而带动第一转动齿轮转动,进而带动输送筒转动,通过输送筒内的螺旋肋条转动带动羽绒向下输送,提供输送动力,同时螺旋肋条可将输送中的羽绒进行一定的转动扭曲,使羽绒之间充分结合,不易分离散开。
58.如图4所示,在本实施例中,所述定型装置2包括机架21,所述机架21上安装有支撑管22和喷液室23,所述支撑管22与压缩装置1连接,所述支撑管22上设置有塑形机构24,所述喷液室23内设置有用于向羽绒上骗人喷涂水溶性粘合剂的喷液机构25,所述喷液机构25包括过渡管251,所述过渡管251与水溶性粘合剂储罐连通,所述喷液室23上安装有第一雾化喷头252,所述第一雾化喷头与过渡管连通,所述第一雾化喷头252上设置有喷孔,所述喷孔内镶嵌有第二雾化喷头253,所述喷液室23内部设置有保护套254,所述保护套254与喷液室23可拆卸连接。
59.在本实施例中,所述塑形机构24包括安装在机架21上的传动电机241,所述传动电机241的输出端上安装有齿轮242,所述支撑管22的表面嵌设有旋转套243,所述旋转套243上周向设置有伸缩轴244,所述伸缩轴244位于支撑管22内的一端设置有压板245,所述压板245上设置有螺纹条,所述压板245与旋转套243之间设置有弹簧246,所述旋转套243外部套设有传动轮247,所述传动轮247与齿轮242固定连接。
60.在工作时,打开压缩装置的出料阀,控制第一电动推杆将压缩后的羽绒推入到支撑管内,拉动伸缩轴,直至推入各压板之间,然后松开伸缩轴弹簧产生弹力使压板始终从侧部挤压羽绒,保证羽绒的压缩状态;同时启动传动电机,带动齿轮转动,通过齿轮带动传动轮和旋转套转动,压板随着旋转套转动,并通过压板上的螺纹条带动羽绒转动扭曲,对羽绒进行进一步压缩,并使羽绒相互结不易分离,扭曲后的羽绒继续输送至喷液室内,水溶性粘合剂进入到过渡管内并进入第一雾化喷头,并由第二雾化喷头将水溶性粘合剂雾化喷出至羽绒上。
61.通过上述技术方案,通过定型装置的设置,利用压紧板的设置,使在输送过程中羽绒始终处于压缩状态,保证羽绒的压缩,利用传动电机的传动带动压板转动,通过螺纹条将
压缩后的羽绒转动扭曲,使压缩后的羽绒呈麻花状,麻花状的羽绒之间可产生相应的力避免羽绒散开,使压缩的羽绒本身存在一个收紧的力,在后续切割时不易散开,提高后续制备的羽绒球的质量;同时通过雾化喷头将水溶性粘合剂以雾化的方式均匀的喷射在羽绒上,包裹水溶性粘合剂均匀,且羽绒各方向受到的喷射力均匀,不易变形,保证了羽绒涂液包裹的质量。
62.此外,通过保护套的设置,避免了喷射出多余的水溶性粘合剂在喷漆室内部堆积,多余的液体喷射在保护套上可定期拆卸清洗,保证喷液工作的稳定,将保护套设置成可拆卸设置,便于定期拆卸清洗;同时,在羽绒球填装到羽绒服内后,充气可通过气体打散呈麻花状扭曲的羽绒球。
63.如图5所示,在本实施例中,所述切割装置包括切割架31,所述切割架31位于定型装置2和烘干装置4之间,所述切割架31上安装有第一切割机构3和第二切割机构3,所述第一切割机构3包括第一电机32、受第一电机32控制转动的第一螺杆33以及套设在第一螺杆33上与第一螺杆33螺纹连接的第一螺套34,所述第二切割机构3包括第二电机35、受第二电机35控制转动的第二螺杆36以及套设在第二螺杆36上与第二螺杆36螺纹连接的第二螺套37,所述第一螺套34和第二螺套37相对的一侧均固定有安装块38,所述切割架31上固定有限位杆381,所述限位杆381穿过安装块38与安装块38滑动连接,所述安装块38上安装有切割刀具39,两个切割刀具39上下错位设置;所述安装块38上还设置有用于向安装块38内供给水溶性粘合剂的供液管382,所述水溶性粘合剂经过安装块38向切割刀具39上流动。
64.如图6所示,在本实施例中,所述切割刀具39包括刀片主体391,所述刀片主体391与安装块38螺纹连接,所述刀片主体391远离安装块38的一端呈弧形,且该刀片主体391在远离安装块38的一端及侧面设置有切割刃392,所述刀片主体391的上下端面上设置有呈内凹状的凹部393,所述刀片主体391在该凹部393中设置有连通上下两个凹部393的通孔394,所述刀片主体391上围绕其凹部393设置有凸起395,所述安装块38上设置有液流孔,所述刀片主体391上设置有与液流孔连通的液流通道396,所述液流通道396与刀片主体391的凹部393连通,所述液流通道396的输出端与通孔394间隔设置。
65.在切割时,启动第一电机和第二电机,第一电机和第二电机分别带动第一螺杆和第二螺杆转动,第一螺套和第二螺套由于受到限位杆的限制分别在第一螺杆和第二螺杆上左右移动,在初始状态下,第一螺套和第二螺套一个位于做二次一个位于右侧,在切割时,左侧的七个刀具向右侧移动,右侧的切割倒酒向左侧移动,对中央的羽绒进行切割。
66.同时,在切割时,供液管向安装块输送水溶性粘合剂,水溶性粘合剂从安装块进入到切割刀具的液流通道内,并从液流通道进入到刀具主体的上端凹部,切割刃用于对羽绒进行切割,水溶性粘合剂进入到上端的凹部内在切割时与羽绒的上端切割面接触,对羽绒的上端切割面进行液体包裹,同时上端凹部的水溶性粘合剂从通孔内流入下端的凹部对下端的切割面进行液体包括。
67.通过上述技术方案,通过切割装置的设置,采用相对的两个切割刀具从左右两侧对羽绒进行切割制备羽绒球,保证切割的稳定性,避免单向切割羽绒倾斜影响切割工作,并将切割刀具设置成与安装块螺纹连接,便于对切割刀具进行更换,同时通过向切割刀具输送水溶性粘合剂,在切割时将羽绒的切割面上粘连涂覆水溶性粘合剂,保证水溶性粘合剂对羽绒球包裹的完全,提高羽绒球的质量。
68.在本实施例中,所述烘干装置4包括壳体41和烘干传送机构,烘干传送机构对称安装在壳体41内,所述烘干传送机构包括传送带42、烘干管43和定型槽44,所述定型槽44固定安装在传送带42上,所述传送带42内安装有烘干管43,所述定型槽44为半圆形凹槽,所述壳体41的底部还开设有出料口45;在本实施例中烘干管的烘干温度大于加热器的加热温度。
69.通过上述技术方案,通过烘干装置的设置,输送带带动各个烘干槽输送,羽绒球进入烘干槽内由烘干管加热烘干,实现整个球体的整体定型和烘干,烘干后从出料口排出,烘干方便。
70.实施例2
71.本发明还公开了一种羽绒服的生产方法,在本发明的具体实施方式中,包括如下步骤:
72.s1裁剪:将面料按版裁准,裁剪成前幅、后幅、衣袖和衣领;
73.s2预处理:对待处理的羽绒进行清洗,将清洗后的羽绒在碱水中浸泡并加热,加热后的羽绒进行风干备用;
74.s3羽绒球制备:包括下列具体步骤:
75.a压缩:通过压缩装置将风干备用的羽绒进行压缩;
76.b定型裹液:压缩后的羽绒进入到定型装置的支撑管内,拉动伸缩轴,将羽绒放置在各压板之间并向下输送,然后松开伸缩轴弹簧产生弹力使压板始终从侧部挤压羽绒,同时启动传动电机旋转套转动,压板随着旋转套转动,通过压板上的螺纹条带动羽绒转动扭曲,扭曲后的羽绒继续输送至喷液室内,由第二雾化喷头将水溶性粘合剂雾化均匀喷出至羽绒上;
77.c半固化:将裹液后的羽绒输送进入半固化装置的安装架内,启动加热器对羽绒进行加热,对沾满水溶性粘合剂的羽绒进行初步定型,实现对羽绒的半固化;在半固化时,可通过控制第二气缸带动加热器上下摆动,控制第一气缸带动加热器左右移动,对羽绒的加热固化程度进行调节;
78.d切割:将半固化后的羽绒输送至切割装置内,启动第一电机和第二电机,使相对的两个切割刀具移动羽绒进行切割,并在切割时通过供液管向切割刀具内输送水溶性粘合剂,将羽绒的切割面上粘连涂覆水溶性粘合剂;切割后的羽绒呈一个个球体状形成羽绒球;
79.e烘干:先在烘干装置的定型槽上涂刷上水溶性粘合剂,然后将切割后的羽绒球送至定型槽内,再次对羽绒球表面进行水溶性粘合剂的包裹,然后通过烘干管对羽绒球进行烘干送出,制成羽绒球成品;
80.s4填塞缝制:将制备好的羽绒球成品按个数均匀的填塞到羽绒内胆的内层和外层内,填塞完成后在羽绒内胆的内层和外层上缝制网格布,并缝合前幅、后幅、衣袖和衣领,同时安装阀体,羽绒服制备完成;
81.s5检测打包:向缝制好的羽绒服依次进行抽气使羽绒服处于压缩状态检验阀体的安装是否有效,然后输气对羽绒服充气,观察羽绒服的整体版型,检测羽绒的填充是否充分,合格后抽气压缩打包。
82.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。