1.本说明书涉及推定在元件装配机的装配作业中发生的装配错误的原因的装置以及推定原因的方法。
背景技术:
2.通过对实施了印刷布线的基板实施对基板作业而批量生产基板产品的技术正在普及。作为实施对基板作业的对基板作业机的代表例,存在有实施元件的装配作业的元件装配机。通常,元件装配机具备供给元件的元件供给设备以及从元件供给设备拾取元件并装配于基板的元件装配设备。多数元件装配机在装配作业失败时,废弃该元件而实施再次的装配作业。
3.以往,装配作业失败的装配错误的次数是对应每个设备的种类按排序形式来进行汇总的,并提供给管理者、操作者。而且,在装配错误的发生频度较高、换言之错误发生状况不良的情况下,基于排序来确定原因个体,并采取了设备的更换、维护等改善处置。在专利文献1中公开了与装配错误的原因个体的确定相关的一个技术例。
4.专利文献1所公开的运算装置具备存储部以及控制部。存储部存储有:装置动作信息,用于确定处理元件的第一元件装置以及第二元件装置的动作次数;以及异常历史信息,用于确定异常次数。控制部进行对应每个第一元件装置计算第一异常发生率的处理、对应每个第二元件装置计算第二异常发生率的处理、确定第一异常发生率较高的第一元件装置的处理、确定第二异常发生率较高的第二元件装置的处理以及将所确定的第一元件装置和第二元件装置的一方推定为原因个体的处理。在实施方式中,作为第一元件装置以及第二元件装置,示例了吸嘴以及供料器。如此一来,能够确定异常的原因在于吸嘴和供料器中的哪一个。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2010
‑
238689号公报
技术实现要素:
8.发明所要解决的课题
9.然而,在专利文献1中,在错误发生状况不良的情况下,吸嘴和供料器中的某一方的个体必然被推定为原因。然而,实际上,可能存在有吸嘴以及供料器这双方都包含原因个体的情况。另外,可能存在有吸嘴以及供料器都不是原因的情况。例如,考虑有卷绕有载带的带盘、保持吸嘴的装配头等其它设备是原因的情况。另外,考虑有在设备中不存在不良情况而在装配作业中使用的数据是原因的事例。这样,当考虑存在有多种原因个体的可能性、可能成为原因的三个以上的因素时,在专利文献1的技术中,难以进行可靠性较高的推定。
10.另外,在使用排序形式的以往的方法中,一件装配错误因多个因素(设备、数据)而被计数。于是,即使在不可能成为原因的良好的因素中,装配错误数也会被增加计数。因此,
操作者仅通过观察排序,难以精确地推定实际上与装配错误关系较大的因素以及原因个体。
11.在本说明书中,要解决的课题在于提供能够以比以往高的可靠性推定装配错误的原因个体的装配错误的原因推定装置以及装配错误的原因推定方法。
12.用于解决课题的技术方案
13.本说明书公开一种装配错误的原因推定装置,具备:错误历史存储部,将元件装配机中向基板装配元件的装配作业失败的装配错误的错误发生状况,按照在所述装配作业中使用的一种以上的设备的个体以及在所述装配作业中使用的一种以上的数据的个体中的至少一方来进行划分、汇总并存储;因素设定部,从所述设备以及所述数据中选择两种并设定为第一因素以及第二因素;第一判定部,针对所述第一因素的多个所述个体分别实施如下的处理:在确定了所述第一因素的个体的条件下按照所述第二因素的个体求出所述错误发生状况,并判定所求出的所述错误发生状况是否根据所述第二因素的不同而出现偏差;第二判定部,针对所述第二因素的多个所述个体分别实施如下的处理:在确定了所述第二因素的个体的条件下按照所述第一因素的个体求出所述错误发生状况,并判定所求出的所述错误发生状况是否根据所述第一因素的不同而出现偏差;以及原因推定部,基于所述第一判定部的第一判定结果以及所述第二判定部的第二判定结果来推定成为所述装配错误的原因的原因个体。
14.另外,本说明书公开一种装配错误的原因推定方法,包括以下步骤:错误历史存储步骤,将元件装配机中向基板装配元件的装配作业失败的装配错误的错误发生状况,按照在所述装配作业中使用的一种以上的设备的个体以及在所述装配作业中使用的一种以上的数据的个体中的至少一方来进行划分、汇总并存储;因素设定步骤,从所述设备以及所述数据中选择两种并设定为第一因素以及第二因素;第一判定步骤,针对所述第一因素的多个所述个体分别实施如下的处理:在确定了所述第一因素的个体的条件下按照所述第二因素的个体求出所述错误发生状况,并判定所求出的所述错误发生状况是否根据所述第二因素的不同而出现偏差;第二判定步骤,针对所述第二因素的多个所述个体分别实施如下的处理:在确定了所述第二因素的个体的条件下按照所述第一因素的个体求出所述错误发生状况,并判定所求出的所述错误发生状况是否根据所述第一因素的不同而出现偏差;以及原因推定步骤,基于所述第一判定步骤的第一判定结果以及所述第二判定步骤的第二判定结果,推定成为所述装配错误的原因的原因个体。
15.发明效果
16.在本说明书中公开的装配错误的原因推定装置、装配错误的原因推定方法中,进行基于以下的基本思路的判定以及推定。即,在使用成为装配错误的原因的某个因素的原因个体时,即使改换组合的其它因素的个体,也会发生装配错误,错误发生状况不会根据其它因素的不同而出现偏差。另一方面,在使用某个因素良好的个体时,装配错误根据组合的其它因素的个体是否良好而增减,错误发生状况根据其它因素的不同而出现偏差。
17.具体而言,原因推定装置选择可能成为装配错误的原因的两种因素,针对第一因素的多个个体分别实施如下的处理:在确定了第一因素的个体的条件下判定错误发生状况是否根据第二因素的不同而出现偏差。而且,原因推定装置改换第一因素和第二因素,实施上述的多次处理。换言之,原因推定装置实施来自两个方向的判定,取得多个判定结果并向
原因个体的推定提供。因而,原因推定装置能够基于多个判定结果,以比以往高的可靠性推定原因个体。另外,在原因推定方法中,实施同样的处理,能够以比以往高的可靠性推定原因个体。
附图说明
18.图1是示意性地表示应用实施方式的装配错误的原因推定装置的元件装配机的结构例的俯视图。
19.图2是表示与原因推定装置相关联的控制的结构的框图。
20.图3是说明在装配作业中使用的设备以及数据的图。
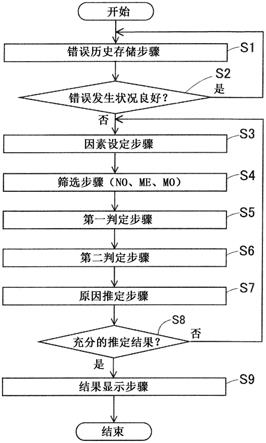
21.图4是说明实施方式的原因推定装置的动作的处理流程的图。
22.图5是在第一实施例中示例了供料器和吸嘴的每个组合的错误发生状况的一览表的图。
23.图6是在第二实施例中示例了排列数据和吸嘴的每个组合的错误发生状况的一览表的图。
具体实施方式
24.1.元件装配机1的结构例
25.首先,参照图1对应用实施方式的装配错误的原因推定装置8(参照图2)的元件装配机1的结构例进行说明。元件装配机1实施将元件装配于基板k的装配作业。图1的从纸面左侧朝向右侧的方向为搬运基板k的x轴方向,从纸面下侧(前侧)朝向纸面上侧(后侧)的方向为y轴方向。元件装配机1通过将基板搬运装置2、多个供料器3、元件移载装置4、元件相机5以及控制装置6等组装于基台10而构成。
26.基板搬运装置2由一对导轨21、22、一对搬运带以及基板夹持机构等构成。搬运带在载置有基板k的状态下沿导轨21、22轮转,从而将基板k搬入至作业实施位置。基板夹持机构将作业实施位置的基板k上推而夹持、定位。当元件的装配作业结束时,基板夹持机构放开基板k。接着,搬运带搬出基板k。
27.多个供料器3以能够装卸的方式装备于在基台10上的托盘部件11设置的多个槽形状的插槽。供料器3在主体部31的前侧装填有带盘39。在主体部31的靠后侧的上部设定有供给元件的预定的供给位置32。在带盘39卷绕有在多个腔体中分别收纳有元件的载带。供料器3通过省略图示的带输送机构间歇地输送载带而将元件设置于供给位置32。由此,供料器3依次进行元件的供给动作。
28.供料器3被赋予识别信息而被管理。识别信息由印刷有条形码的标签等来显示。而且,供料器3的省略图示的控制部保持有识别信息,具有使用通信来发送识别信息的功能。另外,收纳于带盘39的元件的种类的信息是通过将印刷有条形码的标签粘贴于带盘39而被显示的。此外,识别信息、元件的种类的信息也可以通过上述以外的显示部位以及显示方法来赋予。
29.元件移载装置4配设于比基板搬运装置2、供料器3靠上方的位置。元件移载装置4从供料器3拾取元件并装配于基板k。元件移载装置4由头驱动机构40、移动台44、装配头45、吸嘴46以及标记相机47等构成。头驱动机构40构成为包括一对y轴轨道41、42、y轴滑动件43
以及省略图示的驱动马达。y轴轨道41、42沿y轴方向延伸,相互分离地平行配置。在x轴方向上较长的y轴滑动件43横跨两个y轴轨道41、42而架设,在y轴方向上移动。移动台44架设于y轴滑动件43,在x轴方向上移动。头驱动机构40在y轴方向上驱动y轴滑动件43,并且在x轴方向上驱动y轴滑动件43上的移动台44。
30.移动台44保持装配头45以及标记相机47。装配头45在下侧保持一根或者多根吸嘴46,并且被头驱动机构40驱动而向水平两个方向移动。吸嘴46由省略图示的升降驱动部驱动而进行升降动作。吸嘴46从供给位置32的上方下降,进行通过负压的供给而吸附拾取元件的吸附动作。另外,吸嘴46被向基板k的上方驱动,进行通过正压的供给来装配元件的装配动作。装配头45、吸嘴46有多个种类,能够自动或者手动地进行更换。标记相机47对附设于定位后的基板k的位置标记进行拍摄,检测基板k的精确的作业实施位置。
31.元件相机5朝上地设于基板搬运装置2与供料器3之间的基台10的上表面。元件相机5在移动台44从供料器3向基板k移动的中途对吸嘴46所吸附的状态下的元件进行拍摄。元件相机5的图像处理部对所取得的图像数据进行图像处理来判定元件的有无以及正误,进而取得元件的吸附姿势。图像处理的结果被反映于吸嘴46的装配动作。
32.控制装置6组装于基台10,其配设位置并未被特别限定。控制装置6由具有cpu并通过软件来进行动作的计算机装置构成。此外,控制装置6也可以构成为在机内分散配置有多个cpu。控制装置6依据预先存储的作业数据来控制元件的装配作业。作业数据对应每个要生产的基板产品的种类而不同。
33.2.元件装配机1以及管理计算机7的控制的结构
34.如图2所示,控制装置6控制基板搬运装置2、多个供料器3、元件移载装置4以及元件相机5。作为控制元件装配机1的上位的控制装置而设有管理计算机7。元件装配机1的控制装置6与管理计算机7之间通过有线或者无线进行通信连接。管理计算机7将与基板产品的装配作业相关的指令向控制装置6发送。控制装置6将与装配作业的进展状况相关的信息向管理计算机7发送。此外,管理计算机7能够一并控制多台元件装配机1以及不同种类的对基板作业机。
35.管理计算机7具有用于存储管理所需的各数据的存储装置71。另外,管理计算机7具有由操作者操作的条形码读取器72。条形码读取器72读取在供料器3上显示的条形码,取得供料器3的识别信息。另外,条形码读取器72读取在带盘上显示的条形码,取得元件的种类的信息。由条形码读取器72取得的信息存储于存储装置71。此外,在供料器3的识别信息以及元件的种类的信息的显示方法与条形码不同的情况下,与显示方法相对应地使用条形码读取器72以外的装置。
36.3.装配作业所使用的设备以及数据
37.接下来,对装配作业所使用的设备以及数据进行说明。元件装配机1通过反复进行吸附装配循环来实施装配作业。吸附装配循环是指如下一系列的作业:装配头45向供料器3的上方移动,吸嘴46吸附元件,装配头45向元件相机5的上方移动,元件相机5进行拍摄,装配头45向基板k的上方移动,吸嘴46将元件向基板k装配。在吸附装配循环中,使用多个设备以及多个数据。
38.如图3所示,在装配作业所使用的设备中包括带盘39、供料器3、装配头45、吸嘴46以及元件相机5。带盘39、供料器3以及元件相机5与元件p的供给动作相关。装配头45以及吸
嘴46与元件p的拾取动作以及装配动作相关。另外,在装配作业所使用的数据中包含元件数据dp、形状数据dc、排列数据df以及坐标数据dx。元件数据dp、形状数据dc以及排列数据df与元件p的供给动作相关。元件数据dp以及坐标数据dx与元件p的拾取动作以及装配动作相关。
39.元件数据dp规定元件p的性状以及处理条件。详细而言,元件数据dp除了规定元件p的电特性值、其误差、使用环境条件等性状以外,还规定包装方式以及保管条件等。另外,元件数据dp规定了带盘39的规格、所使用的供料器3、吸嘴46的种类、装配头45的移动速度以及吸嘴46的升降速度等处理条件。而且,元件数据dp包含形状数据dc。
40.形状数据dc规定元件p的外形形状、例如元件p的纵横高度的尺寸、尺寸的允许误差、引线的位置、外观色等。形状数据dc也可以包含由元件相机5拍摄时的快门速度等拍摄条件、照明条件。通过在图像处理中使用形状数据dc,能够判定吸嘴46所吸附的元件p的有无、种类的错误等。而且,取得元件p相对于吸嘴46的位置以及旋转等姿势。
41.排列数据df规定供多个供料器3排列的托盘部件11的插槽位置。坐标数据dx规定装配元件p的基板k的位置。坐标数据dx包含在上述作业数据中。这些数据(dp、dc、df、dx)存储于管理计算机7的存储装置71。这些数据(dp、dc、df、dx)附加于指令而被传送至控制装置6、或者能够进行来自控制装置6的访问。
42.若设备(39、3、45、46、5)内含不良情况、或者性能降低,则装配作业失败的装配错误增加。另外,即使设备(39、3、45、46、5)正常动作,若在数据(dp、dc、df、dx)中存在有问题点,则装配错误也会增加。此外,排列数据df与其它数据(dp、dc、dx)的含义不同。即,排列数据df不是在数据的内容本身中包含问题点的数据,而是间接地表示设于托盘部件11的插槽的构造上的问题点的数据。
43.4.实施方式的装配错误的原因推定装置8
44.转移到实施方式的装配错误的原因推定装置8的说明。如图2所示,原因推定装置8是通过管理计算机7的软件来实现的。并不局限于此。原因推定装置8也可以设于控制装置6、或者设于与管理计算机7通信连接的其它计算机。原因推定装置8具备五个功能部、即错误历史存储部81、因素设定部82、第一判定部83、第二判定部84以及原因推定部85。
45.错误历史存储部81将装配错误的错误发生状况按照设备的个体以及数据的个体进行划分、汇总并存储于存储装置71。装配错误由元件相机5的图像处理部来检测。图像处理部将通过图像处理检测出的装配错误的信息向控制装置6传送。控制装置6能够在每次装配作业结束时,将是否发生了装配错误的信息向管理计算机7发送。或者,控制装置6也可以在预定次数的装配作业之后对装配错误的次数等进行汇总并将汇总结果的信息向管理计算机7发送。
46.而且,装配错误也可以由设于元件装配机1的下游工序而对已装配于基板k的元件p进行检查的基板检查机来检测。基板检查机每当结束一张基板k的检查时,将错误发生状况的信息向管理计算机7发送。管理计算机7内的错误历史存储部81基于从控制装置6或者基板检查机接收到的信息进行汇总并存储汇总结果。
47.作为装配错误,能够示例以下的1)~7)的事例。此外,在5)以及6)的事例中,检测吸嘴46的装配动作的不良情况,再次进行基于元件相机5的拍摄并确认为装配错误。
48.1)元件相机5未取得图像数据的事例
49.2)图像数据未被适当地图像处理的事例
50.3)图像处理的结果是判定为吸嘴46未吸附元件p的事例
51.4)图像处理的结果是判定为元件p的姿势的误差较大而装配作业不合理的事例
52.5)在向基板k移动的中途、元件p从吸嘴46落下的事例
53.6)元件p保持附着于吸嘴46的状态而未装配于基板k的事例
54.7)由基板检查机判定为在基板k上不存在元件p、或者元件p的位置、姿势不良的事例
55.另外,错误发生状况由装配作业所使用的使用次数nu和装配错误的发生次数ne的组合来表示。将发生次数ne除以使用次数nu所得的错误发生率被用于参考指标,而未被用于后述的有无偏差的判定。其理由在于,当在有无偏差的判定中使用统计学的检定方法(后述)时,错误发生率作为推定原因个体的指标并不是有效的。
56.因素设定部82选择被用于装配作业的设备以及数据中的、可能成为装配错误的原因的两种因素,并设定为第一因素以及第二因素。因素设定部82优选将与元件p的供给动作相关的设备或者数据设定为第一因素,将与元件p的拾取动作以及装配动作相关的设备或者数据设定为所述第二因素。通过该设定,原因推定装置8能够明确地推定引起吸附错误的原因个体是存在于元件p的供给侧还是存在于元件p的使用侧。
57.例如,将与供给动作相关的供料器3设定为第一因素,将与拾取动作以及装配动作相关的吸嘴46设定为第二因素。另外,例如,将与供给动作相关的排列数据df设定为第一因素,将与装配动作相关的坐标数据dx设定为第二因素。此外,一种设备和一种数据的组合也可以被选择为两个因素。具体而言,因素设定部82执行以下所示的第一~第三设定方法中的任一个。
58.第一设定方法)因素设定部82将成为候补的多个设备以及数据显示于管理计算机7的显示画面。操作者从所显示的候选中选择并指定两个因素。因素设定部82依据指定进行设定动作。
59.第二设定方法)操作者预先指定第一因素以及第二因素的第一组合。因素设定部82依据所指定的第一组合进行设定动作。在该情况下,第二以后的组合既可以预先指定,也可以之后由操作者来指定。
60.第三设定方法)因素设定部82自动地依次设定分别组合能够设定的多个第一因素中的某一个与能够设定的多个第二因素中的某一个所得的多个组合。在该情况下,第一判定部83、第二判定部84以及原因推定部85分别针对多个组合的全部组合进行动作。
61.在第一以及第二设定方法中,操作者能够优先设定被认为包含原因个体的可能性较高的重要因素。由此,能够省略针对不重要的因素的处理而在短时间内取得充分的推定结果。另外,在第三设定方法中,自动地进行针对全部组合的处理。由此,能够可靠地取得充分的推定结果,并且不需要操作者的指定的工夫而实现省力化。
62.第一判定部83在确定了第一因素的个体的条件下按照第二因素的个体求出错误发生状况。另外,第一判定部83判定所求出的错误发生状况是否根据第二因素的不同而出现偏差。而且,第一判定部83基于错误发生状况是否出现偏差,对于第一因素的被确定的每个个体以及第二因素的每个个体,判定是否有可能是原因个体,作为第一判定结果。
63.详细而言,第一判定部83在错误发生状况出现偏差的情况下,判定为第一因素的
被确定的个体不是原因个体,且判定为存在第二因素的个体中的错误发生状况较差的确定个体有可能是原因个体,作为第一判定结果。另外,第一判定部83在错误发生状况未出现偏差且良好的情况下,判定为第一因素的被确定的个体不是原因个体,而且判定为第二因素不包含原因个体,作为第一判定结果。
64.另外,第一判定部83在错误发生状况未出现偏差且不良的情况下,判定为存在第一因素的被确定的个体有可能是原因个体,作为第一判定结果。而且,第一判定部83针对第一因素的多个个体分别实施上述判定处理。作为有无偏差的判定方法,第一判定部83使用统计学的检定方法。关于统计学的检定方法,在后面的第一实施例的说明中叙述。
65.与第一判定部83进行对比,第二判定部84实施改换了第一因素和第二因素的判定。即,第二判定部84在确定了第二因素的个体的条件下按照第一因素的个体求出错误发生状况。另外,第二判定部84判定所求出的错误发生状况是否根据第一因素的不同而出现偏差。而且,第二判定部84基于错误发生状况是否出现偏差,对于第二因素的被确定的每个个体以及第一因素的每个个体,判定是否有可能是原因个体,作为第二判定结果。
66.详细而言,第二判定部84在错误发生状况出现偏差的情况下,判定为第二因素的被确定的个体不是原因个体,且判定为存在第一因素的个体中的错误发生状况较差的确定个体有可能是原因个体,作为第二判定结果。另外,第二判定部84在错误发生状况未出现偏差且良好的情况下,判定为第二因素的被确定的个体不是原因个体,而且判定为第一因素不包含原因个体,来作为第二判定结果。
67.另外,第二判定部84在错误发生状况出现偏差且不良的情况下,判定为存在第二因素的被确定的个体有可能是原因个体,作为第二判定结果。而且,第二判定部84针对第二因素的多个个体分别实施上述判定处理。第二判定部84与第一判定部83同样地使用统计学的检定方法。
68.另外,第一判定部83以及第二判定部84分别针对第一因素以及第二因素,将错误发生状况较差的规定个数m0的个体作为判定对象。此时,使用参考指标的错误发生率,将超过规定个数m0的量的个体从判定对象中排除。通过以这种方式对判定对象进行筛选而将不可能成为原因个体的优良的个体排除。由此,简化第一判定部83以及第二判定部84的判定处理以及原因推定部85的推定处理。
69.而且,第一判定部83以及第二判定部84分别针对第一因素以及第二因素将使用次数nu为规定使用次数n0以上的个体作为判定对象。而且,第一判定部83以及第二判定部84分别针对第一因素以及第二因素将装配错误的发生次数ne为最小错误次数me以上的个体作为判定对象。通过这样筛选判定对象,能够提高统计学的检定方法的检定精度。
70.原因推定部85基于第一判定部83的第一判定结果以及第二判定部84的第二判定结果,推定成为装配错误的原因的原因个体。详细而言,原因推定部85在第一判定结果与第二判定结果不矛盾的情况下,推定满足第一判定结果以及第二判定结果的原因个体。另外,原因推定部85在第一判定结果与第二判定结果发生了矛盾的情况下,无法推定出原因个体。
71.例如,在第一因素以及第二因素不包含原因个体的情况下,当然不推定原因个体。另外,在第一因素以及第二因素这双方包含原因个体的情况下,存在有推定原因个体时、以及发生矛盾而无法推定原因个体时。即使在无法推定原因个体的情况下,原因推定装置8通
过变更第一因素以及第二因素的组合并实施再次的判定以及推定而能够推定原因个体的可能性也较大。关于五个功能部的各功能,在以下的实施例中具体地进行说明。
72.实施例
73.5.第一实施例
74.接着,示出第一实施例来说明实施方式的装配错误的原因推定装置8的动作以及作用。在以后的说明中,规定个数m0被设定为三个,规定使用次数n0被设定为300次,最小错误次数me被设定为一次。原因推定装置8与元件装配机1的装配作业并行地执行图4所示的处理流程。
75.在图4的错误历史存储步骤s1中,原因推定装置8的错误历史存储部81对错误发生状况进行汇总并存储于存储装置71。在接下来的步骤s2中,原因推定装置8调查错误发生状况是否良好。原因推定装置8例如能够基于将由元件装配机1实施的全部装配作业的次数作为总体参数的综合的错误发生率,判定错误发生状况是否良好。在装配错误的发生较少而错误发生状况良好的期间,反复执行错误历史存储步骤s1以及步骤s2。
76.当在步骤s2中错误发生状况降低时,处理流程的执行进入因素设定步骤s3。此时,元件装配机1既可以继续装配作业,也可以中断装配作业。在因素设定步骤s3中,因素设定部82通过第一~第三设定方法中的某一个来设定第一因素以及第二因素的组合。通过该设定,原因推定装置8能够取得图5所示例的错误发生状况的一览表。
77.在该一览表中,对第一因素设定了供料器3,对第二因素设定了吸嘴46。为了简化以后的说明,假定为供料器3是从第一供料器fd1到第五供料器fd5这五个,吸嘴46是从第一吸嘴nz1到第五吸嘴nz5这五个。实际上,在装配作业中使用更多的供料器3以及吸嘴46。在沿一览表的纵向排列的各供料器3与沿横向排列的各吸嘴46交叉的各栏中分别示出分数。
78.分数的分母表示该组合在装配作业所使用的使用次数nu,分子表示装配错误的发生次数ne。例如,第一供料器fd1与第一吸嘴nz1的组合表示在200次的使用次数nu中装配错误的发生次数ne为一次。另外,例如,第二供料器fd2与第二吸嘴nz2的组合表示使用次数nu为0次而没有使用实际结果。
79.在图5的一览表中,由操作者在感觉上推定为第二吸嘴nz2的错误发生状况不良。然而,可能发生难以进行感觉上的推定的微妙的错误发生状况。另外,若在第一因素以及第二因素这双方都存在有原因个体,则即使是熟练的操作者也难以进行精确的推定。原因推定装置8不依赖于熟练的操作者,而是基于立足于统计学的判定结果客观且精确地推定原因个体。
80.在接下来的筛选步骤s4中,第一判定部83以及第二判定部84筛选作为判定对象的个体。第一判定部83以及第二判定部84首先将使用次数nu不足规定使用次数n0的300次的个体从判定对象中排除。第二供料器fd2仅有与第一吸嘴nz1以及第三吸嘴nz3组合的合计200次的使用次数nu,被排除。其它个体(fd1、fd3~fd5、nz1~nz5)分别有300次以上的使用次数nu,不被排除。
81.接着,第一判定部83以及第二判定部84将装配错误的发生次数ne不足最小错误次数me的一次的个体从判定对象中排除。由于第五吸嘴nz5在与第一供料器fd1、第三供料器fd3以及第五供料器fd5组合的合计300次的使用次数nu中发生次数ne为0次,因此被排除。其它个体(fd1、fd3~fd5、nz1~nz4)分别有一次以上的发生次数ne,不被排除。
82.接着,第一判定部83以及第二判定部84将错误发生状况较差的规定个数m0(=三个)的个体作为各因素的判定对象。此时,使用参考指标的错误发生率,在判定对象中残留有第三供料器fd3、第四供料器fd4和第五供料器fd5以及第二吸嘴nz2、第三吸嘴nz3和第四吸嘴nz4。另外,不可能成为原因个体的优良的第一供料器fd1、第一吸嘴nz1被排除。其结果是,由粗线包围的九个栏成为判定对象。
83.在接下来的第一判定步骤s5中,第一判定部83在确定了作为第一因素的供料器3的个体的条件下,判定错误发生状况是否根据作为第二因素的吸嘴46的不同而出现偏差,求出第一判定结果。详细而言,第一判定部83首先设定确定了第三供料器fd3的条件。接着,第一判定部83在设定条件下,判定按照吸嘴46的个体的错误发生状况是否根据吸嘴46的不同而出现偏差。
84.换言之,第一判定部83判定以下的a)~c)这三种错误发生状况是否出现偏差。
85.a)在第二吸嘴nz2中在100次的使用次数nu中装配错误的发生次数ne为四次的状况
86.b)在第三吸嘴nz3中在100次的使用次数nu中装配错误的发生次数ne为一次的状况
87.c)在第四吸嘴nz4中在100次的使用次数nu中装配错误的发生次数ne为0次的状况
88.第一判定部83在有无偏差的判定中使用统计学的检定方法,具体而言,使用被称为“母比率之差的检定”的方法。在该检定方法中,进行使用了使用次数nu以及发生次数ne的统计处理,检定在多个事件(错误发生状况)之间是否具有显著性差异。作为显著性差异的判定基准,能够示例5%的发生概率。该检定方法的详细内容在图书文献“了解统计分析”(isbn978
‑4‑
7741
‑
4270
‑
8)、互联网文献“比率的检定
·
独立性的检定”(早稻田大学社会科学部的讲义资料“用于社会科学的基础计算机a”)中进行了说明。
89.作为容易判断的例子,考虑将两个骰子振动六次而出现“一点”的次数在第一骰子中为一次、在第二骰子中为两次这两个事件。出现“一点”相当于装配错误的发生。在此,建立两个骰子具有“一点”的出现的概率为(1/6)这样的相同性能的假设。与此相对地,实际的事件为六次中的一次以及两次。尽管如此,一次的差异也是偶然发生的事件,其发生概率比判定基准的5%大。因而,假设不被舍弃,检定为在两个骰子的性能中没有显著性差异。
90.与此对比,考虑将两个骰子振动60次而出现“一点”的次数在第一骰子中为10次、在第二骰子中为20次这两个事件。在该事件中,“一点”出现的概率与振动了六次的情况相同。但是,对于同一假设,在第二骰子中“一点”出现20次的事件的发生概率小于判定基准的5%。因而,假设被舍弃,检定为在两个骰子的性能存在有显著性差异(偏差)。即,可知在第二骰子中“一点”出现的概率大于(1/6)。例如,推定为第二骰子的六面中的两面为“一点”。
91.如上述例子那样,在“母比率之差的检定”中,随着使用次数nu变大而检定精度提高。从该观点出发,设定规定使用次数n0。另外,错误发生率作为推定原因个体的指标并不是有效的。而且,重要的是将作为错误发生率的基础的使用次数nu以及发生次数ne以原本的数值用于检定。
92.返回到本条,第一判定部83能够判定为第三吸嘴nz3和第四吸嘴nz4的错误发生状况未出现偏差。另外,第一判定部83能够判定为第二吸嘴nz2的错误发生状况比第三吸嘴nz3以及第四吸嘴nz4差而出现偏差。而且,第一判定部83根据错误发生状况出现偏差,判定
为所确定的第三供料器fd3不是原因个体,且判定为存在吸嘴46的个体中的错误发生状况较差的第二吸嘴nz2有可能是原因个体,作为第一个第一判定结果。
93.而且,第一判定部83对第四供料器fd4以及第五供料器fd5分别实施同样的判定处理。以下,省略判定处理的详细的经过说明,对判定结果进行说明。
94.第一判定部83在确定了第四供料器fd4的条件下,能够判定为第三吸嘴nz3和第四吸嘴nz4的错误发生状况未出现偏差。另外,第一判定部83能够判定为第二吸嘴nz2的错误发生状况比第三吸嘴nz3以及第四吸嘴nz4差而出现偏差。而且,第一判定部83根据错误发生状况出现偏差,判定为所确定的第四供料器fd4不是原因个体,且判定为存在吸嘴46的个体中的错误发生状况较差的第二吸嘴nz2有可能是原因个体,作为第二个第一判定结果。
95.另外,第一判定部83在确定了第五供料器fd5的条件下,能够判定为第三吸嘴nz3和第四吸嘴nz4的错误发生状况未出现偏差。另外,第一判定部83能够判定为第二吸嘴nz2的错误发生状况比第三吸嘴nz3以及第四吸嘴nz4差而出现偏差。而且,第一判定部83根据错误发生状况出现偏差,判定为所确定的第五供料器fd5不是原因个体,且判定为存在吸嘴46的个体中的错误发生状况较差的第二吸嘴nz2有可能是原因个体,作为第三个第一判定结果。
96.在接下来的第二判定步骤s6中,第二判定部84在确定了作为第二因素的吸嘴46的个体的条件下,判定错误发生状况是否根据作为第一因素的供料器3的不同而出现偏差,求出第二判定结果。详细而言,第二判定部84首先设定确定了第二吸嘴nz2的条件。接着,第二判定部84在设定条件下,判定按照供料器3的个体的错误发生状况是否根据供料器3的不同而出现偏差。
97.换言之,第二判定部84判定以下的d)~f)这三种错误发生状况是否出现偏差。
98.d)在第三供料器fd3中在100次的使用次数nu中装配错误的发生次数ne为四次的状况
99.e)在第四供料器fd4中在100次的使用次数nu中装配错误的发生次数ne为五次的状况
100.f)在第五供料器fd5中在100次的使用次数nu中装配错误的发生次数ne为七次的状况
101.与第一判定部83同样地,第二判定部84使用被称为“母比率之差的检定”的方法。第二判定部84能够判定为第三供料器fd3、第四供料器fd4以及第五供料器fd5的错误发生状况未出现偏差且不良。而且,第二判定部84判定为存在所确定的第二吸嘴nz2有可能是原因个体,作为第一个第二判定结果。
102.而且,第二判定部84对第三吸嘴nz3以及第四吸嘴nz4分别实施同样的判定处理。即,第二判定部84在确定了第三吸嘴nz3的条件下,能够判定为第三供料器fd3、第四供料器fd4以及第五供料器fd5的错误发生状况未出现偏差且良好。而且,第二判定部84判定为所确定的第三吸嘴nz3不是原因个体,且判定为供料器3不包含原因个体,来作为第二个第二判定结果。
103.另外,第二判定部84在确定了第四吸嘴nz4的条件下,能够判定为第三供料器fd3、第四供料器fd4以及第五供料器fd5的错误发生状况未出现偏差且良好。而且,第二判定部84判定为所确定的第四吸嘴nz4不是原因个体,且判定为供料器3不包含原因个体,来作为
第三个第二判定结果。
104.在接下来的原因推定步骤s7中,原因推定部85基于第一判定部83的第一个~第三个第一判定结果以及第二判定部84的第一个~第三个第二判定结果,推定成为装配错误的原因的原因个体。合计六个判定结果并不矛盾。原因推定部85能够推定满足合计六个判定结果的原因个体。具体而言,原因推定部85能够推定为第二吸嘴nz2是原因个体。另外,原因推定部85能够推定为第三供料器fd3、第四供料器fd4以及第五供料器fd5不是原因个体。而且,原因推定部85能够推定为第三吸嘴nz3以及第四吸嘴nz4不是原因个体。
105.在接下来的步骤s8中,判定是否获得了充分的推定结果。在因素设定部82使用第一或者第二设定方法时,步骤s8的判定被委托给操作者。在因素设定部82使用第三设定方法时,步骤s8的判定由因素设定部82自动地执行。即,因素设定部82在第一因素和第二因素的全部组合未结束的期间,判定为未获得充分的推定结果。
106.在未获得充分的推定结果的情况下,处理流程的执行返回到因素设定步骤s3。在第二次的因素设定步骤s3中,因素设定部82设定与第一因素以及第二因素的初次不同的组合。之后,反复执行筛选步骤s4至步骤s8。在步骤s8中获得了充分的推定结果的情况下,处理流程的执行进入结果显示步骤s9。
107.在结果显示步骤s9中,原因推定部85将最终的推定结果显示于管理计算机7的显示装置。由此,处理流程结束。此外,在处理流程的执行从步骤s2进入因素设定步骤s3时元件装配机1继续装配作业的情况下,处理流程不结束而返回错误历史存储步骤s1。由此,原因推定装置8根据以后的装配作业继续动作。
108.实施方式的装配错误的原因推定装置8实施分别确定了第一因素以及第二因素的个体的来自两个方向的判定,取得多个判定结果并向原因个体的推定提供。因而,原因推定装置8能够基于多个判定结果,以比以往高的可靠性推定原因个体。
109.6.第二实施例
110.接着,示出第二实施例来说明原因推定装置8的动作以及作用。在第二实施例中,原因推定装置8能够取得图6所示例的错误发生状况的一览表。在该一览表中,对第一因素设定了排列数据df,对第二因素设定了吸嘴46。另外,筛选步骤s4结束。即,排列数据df被筛选为第一插槽位置sl1、第三插槽位置sl3以及第五插槽位置sl5这三个。另外,吸嘴46被筛选为第一吸嘴nz1、第二吸嘴nz2以及第四吸嘴nz4这三个。
111.第一判定部83在确定了第一插槽位置sl1的条件下,能够判定为第一吸嘴nz1和第四吸嘴nz4的错误发生状况未出现偏差。另外,第一判定部83能够判定为第二吸嘴nz2的错误发生状况比第一吸嘴nz1以及第四吸嘴nz4差而出现偏差。而且,第一判定部83根据错误发生状况出现偏差,判定为所确定的第一插槽位置sl1不是原因个体,且判定为存在第二吸嘴nz2有可能是原因个体,作为第一个第一判定结果。
112.另外,第一判定部83在确定了第三插槽位置sl3的条件下,能够判定为第一吸嘴nz1、第二吸嘴nz2以及第四吸嘴nz4的错误发生状况未出现偏差且不良。而且,第一判定部83判定为存在所确定的第三槽位置sl3有可能是原因个体,作为第二个第一判定结果。
113.而且,第一判定部83在确定了第五插槽位置sl5的条件下,能够判定为第一吸嘴nz1和第四吸嘴nz4的错误发生状况未出现偏差。另外,第一判定部83能够判定为第二吸嘴nz2的错误发生状况比第一吸嘴nz1以及第四吸嘴nz4差而出现偏差。而且,第一判定部83根
据错误发生状况出现偏差,判定为所确定的第五插槽位置sl5不是原因个体,且判定为存在第二吸嘴nz2有可能是原因个体,作为第三个第一判定结果。
114.另一方面,第二判定部84在确定了第一吸嘴nz1的条件下,能够判定为第一插槽位置sl1和第五插槽位置sl5的错误发生状况未出现偏差。另外,第二判定部84能够判定为第三插槽位置sl3的错误发生状况比第一插槽位置sl1以及第五插槽位置sl5差而出现偏差。而且,第二判定部84根据错误发生状况出现偏差,判定为所确定的第一吸嘴nz1不是原因个体,且判定为存在第三槽位置sl3有可能是原因个体,作为第一个第二判定结果。
115.另外,第二判定部84在确定了第二吸嘴nz2的条件下,能够判定为第一插槽位置sl1、第三插槽位置sl3以及第五插槽位置sl5的错误发生状况未出现偏差且不良。而且,第一判定部83判定为存在所确定的第二吸嘴nz2有可能是原因个体,作为第二个第二判定结果。
116.而且,第二判定部84在确定了第四吸嘴nz4的条件下,能够判定为第一插槽位置sl1和第五插槽位置sl5的错误发生状况未出现偏差。另外,第二判定部84能够判定为第三插槽位置sl3的错误发生状况比第一插槽位置sl1以及第五插槽位置sl5差而出现偏差。而且,第二判定部84根据错误发生状况出现偏差,判定为所确定的第四吸嘴nz4不是原因个体,且判定为存在第三插槽位置sl3有可能是原因个体,作为第三个第二判定结果。
117.原因推定部85基于第一判定部83的第一个~第三个第一判定结果以及第二判定部84的第一个~第三个第二判定结果,推定成为装配错误的原因的原因个体。合计六个判定结果并不矛盾。原因推定部85能够推定为第三插槽位置sl3以及第二吸嘴nz2是原因个体。而且,原因推定部85能够推定为其它个体(sl1、sl5、nz1、nz4)不是原因个体。这样,原因推定装置8能够精确地推定存在于第一因素以及第二因素这双方的原因个体。此外,第三插槽位置sl3是原因个体是指,例如表示在该插槽的形状中发生变形、或者固定供料器3的金属件破损这样的问题点。
118.此外,也可能存在有根据第二个第一判定结果以及第二个第二判定结果中的一方判定为错误发生状况出现偏差的情况。在该情况下,由于在合计六个判定结果中发生矛盾,因此原因推定部85无法推定原因个体。尽管如此,通过将第一因素改换为元件供给侧的其它因素并进行再次的判定以及推定,原因推定装置8能够推定为第二吸嘴nz2是原因个体。另外,通过将第二因素改换为元件使用侧的其它因素并进行再次的判定以及推定,原因推定装置8能够推定为第三插槽位置sl3是原因个体。
119.7.实施方式的其它应用以及变形
120.此外,实施方式的原因推定装置8实施实施方式的装配错误的原因推定方法。另外,为了提高“母比率之差的检定”的检定精度,只要使显著性差异的判定基准小于5%即可。另外,第一判定部83以及第二判定部84也可以使用其它检定方法作为有无偏差的判定方法。而且,规定个数m0、规定使用次数n0以及最小错误次数me也可以与示例的数值不同、或者也可以不被用作筛选条件。另外,也可以取代供料器3而使用托盘式元件供给装置。此外,实施方式以及实施例能够进行各种应用、变形。
121.附图标记说明
122.1:元件装配机 3:供料器 39:带盘 4:元件移载装置 45:装配头 46:吸嘴 5:元件相机 6:控制装置 7:管理计算机 8:吸附错误的原因推定装置 81:错误历史存储部 82:因
素设定部 83:第一判定部 84:第二判定部 85:原因推定部 k:基板 p:元件 dp:元件数据 dc:形状数据 df:排列数据 dx:坐标数据 fd1~fd5:第一~第五供料器 nz1~nz5:第一~第五吸嘴 sl1、sl3、sl5:第一、第三、第五插槽位置
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

