1.本发明属于机械加工领域,具体涉及一种离心闭式叶轮整体铣高效材料去除方法。
背景技术:
2.离心压气机叶轮作为石油化工、航空航天、能源动力、船舶汽车等领域动力系统中的典型核心部件,就其几何造型而言,可以看成是由若干自由曲面组合构成的一个复杂实体件。现阶段,随着现代航空航天发动机、高性能透平机械等高精尖零部件对离心压气机叶轮性能的要求越来越高,同时拥有结构紧凑、刚度大、重量轻,并且传动效率高等特点的闭式叶轮越来越得到科研工作者和各个重大装备行业的重视。从结构上讲,不同于传统的离心半开式叶轮由叶片、轮毂两部分组成,离心闭式叶轮由轮盖、叶片、轮毂等三部分组成,具有结构可靠、运行稳定等特点。此外,由于闭式叶轮的轮盖、叶片和轮毂同时存在并且一次整体铣制完成,由于完全避免了叶顶部分相邻流道气流扰动而气动性能优异。
3.五轴数控加工是现阶段离心闭式叶轮整体铣制的主流工艺,以原始设计的离心闭式叶轮为目标,通过五轴数控机床,从毛坯中铣削去除不需要的材料,减材产生所需要的目标离心闭式叶轮。离心闭式叶轮由于四面约束,具有空间狭长扭曲、走刀位置有限、可加工性较差等加工难点,所以相关研究相对稀缺、此类基础科研方面公开文献极少。可以说,离心闭式叶轮整体铣制是难加工零件高效高质量精密加工难以翻越但又必须翻越的一座科技高峰。
4.在包括离心闭式叶轮的所有难加工零件高效整体铣制过程中,影响最终成型质量及最终性能的是精加工,而影响其加工效率的最重要工序是不需要材料的去除速度:从毛坯中快速切除去掉绝大部分的材料,形成仅剩极少多余材料以备后续精细加工的几何体。研究发现,从加工时间方面来讲,超过60%的数控加工时间产生在材料去除阶段。但是,现阶段大多研究重点都聚焦于影响产品最终精度的精加工环节,对粗加工、尤其是高效材料去除方面研究的稀缺造成了数控加工效率低、周期长、成本高的现状。
5.综上所述,现阶段作为难加工零件代表的离心闭式叶轮,以及对加工效率影响最大的材料去除环节的相关研究在科研以及装备制造业中的需求越来越迫切,急需有所突破,为实现离心闭式叶轮等难加工零部件的高质量高效率精密加工提供理论及技术支撑。在此类基础科研方面,发明专利“樊宏周;席光.离心压气机闭式叶轮可加工性判断及中间截面的计算方法,2020
‑5‑
22,中国,zl201711411798.9.”提供了一种离心闭式叶轮可加工性的判定及中间截面的计算方法。但是,后续的具体高效加工工序及方法在该发明专利中并未涉及。所以,研发出一种能够高质量、高效率、具有创新性的离心闭式叶轮整体铣高效材料去除方法,能够对现代高精尖零部件高质量高效率加工要求的日益提高提供极大的理论及技术支撑。
技术实现要素:
6.本发明要解决的技术问题是提供一种离心闭式叶轮整体铣高效材料去除方法。该方法基于离心闭式叶轮原型数据,提取可供数控加工的单个气流通道及可加工中间截面,完成离心闭式叶轮的nurbs参数化,提取参数化离心闭式叶轮气流通道、进出口曲面及可加工中间截面,完成离心闭式叶轮整体铣高效材料去除方法基础建模。以离心闭式叶轮进口段为例,完成保证刀具按照固定刀轴矢量运动的移动区间、即通过进口曲面向中间截面投影最大无干涉区域的计算,获得闭式叶轮高效材料去除所需的最大刀具直径和固定刀轴矢量,实现闭式叶轮气流通道不需要材料的固定刀轴矢量高效铣削;进一步获得进口铣削区域分段及每个子进口铣削区域沿进口——可加工中间截面方向的最大距离,获得每个子区域所需最大刀具直径及最短刀位轨迹线的计算方法。针对残留不规则需去除材料,由后续工序给定的允许误差计算加工带宽获得双向等距的刀位轨迹线,比较闭式叶轮轮廓和等距刀位轨迹线并选取已经材料去除空间中安全点为进刀点,定义最后一层螺旋刀位轨迹线的终点为退刀点,完成闭式叶轮进口区域残留不规则材料的连续螺旋线去除。将上述各步骤进口区域算法扩展至离心闭式叶轮出口区域,即可完成整个离心闭式叶轮整体铣高效材料去除方法。该方法聚焦难加工零件高效材料高效去除方面研究的稀缺造成数控加工效率低、周期长、成本高的行业现状,结合离心压气机闭式叶轮空间几何特征及数控加工特点,完成其整体铣高效材料去除,能够极大地提高数控加工效率,节约时间及经济成本,对现代高精尖零部件高质量高效率加工要求的日益提高提供极大的理论及技术支撑。
7.本发明采用如下技术方案来实现的:
8.一种离心闭式叶轮整体铣高效材料去除方法,包括以下步骤:
9.1)离心闭式叶轮气流通道及可加工中间截面的参数化;
10.101)离心闭式叶轮的nurbs参数化;
11.102)离心闭式叶轮气流通道的参数化;
12.103)进出口曲面及可加工中间截面的参数化;
13.104)通过上述101)、102)和103),得到离心闭式叶轮整体铣高效材料去除的参数化目标铣削区域;
14.2)固定刀轴矢量、最大直径刀具高效材料去除;
15.201)最大无干涉区域及固定刀轴矢量等的计算,在步骤1)得到离心闭式叶轮整体铣高效材料去除的参数化加工铣削区域的基础上,对进口段进行能够保证刀具移动的最大无干涉区域的计算;进一步得到能够最大限度稳定、高效材料去除的固定刀轴矢量、最大刀具直径参数,完成离心闭式叶轮整体铣固定刀轴矢量、最大直径刀具高效材料去除方法;
16.202)铣削区域分段及子区域最大无干涉区域等的计算,为了进一步提高材料去除效率,将进口曲面到中间截面的铣削区域再次分段;分段采用步骤201)算法计算子区域最大无干涉区域、固定刀轴矢量及最大刀具直径;实现离心闭式叶轮气流通道不需要材料的分段固定刀轴矢量、最大直径刀具的高效铣削;
17.3)残留不规则材料的关顺去除;
18.针对经过步骤2)中由固定刀轴矢量、最大直径刀具的分段高效铣削所形成的不规则材料残留,分段采用连续螺旋线方法完成闭式叶轮残留不规则材料的去除,实现高效光顺,完成离心闭式叶轮整体铣高效材料去除;
19.4)针对特定五轴数控机床进行后置处理,完成实践加工。
20.本发明进一步的改进在于,步骤101)的实现方法为:
21.将离心闭式叶轮直纹面叶片定义成为双三次非均匀有理b样条矩阵形式,其中,定义沿叶轮进口到出口为u向、沿叶轮轮盖至轮毂方向为v向:
[0022][0023]
定义c
i,1
(u)、c
i,m
(u)为直纹面叶片的基线、s(u,v)为直纹面叶片,则双三次nurbs矩阵形式数值参数化叶片为:
[0024]
s(u,v)=vc
i,1
(u) (1
‑
v)c
i,m
(u)。
[0025]
0≤u≤1,0≤v≤1,i=1,2,...,n
[0026]
本发明进一步的改进在于,步骤102)的实现方法为:
[0027]
提取一个离心闭式叶轮气流通道,定义其由压力面为s1、相邻吸力面s
′2、s1和s
′2分割轮盖面形成的气流通道轮盖面ω
s
(u,v)以及s1和s
′2分割轮毂面形成的气流通道轮毂面ω
h
(u,v)四个空间曲面约束,则有:
[0028]
s1(u,v)=vc
1i,1
(u) (1
‑
v)c
1i,m
(u)
[0029]
(0≤u≤1,0≤v≤1,i=1,2,...,n)
[0030][0031]
式中:c
1i,1
(u)——直纹面叶片压力面s1的轮盖线;c
1i,m
(u)——直纹面叶片压力面s1的轮毂线;——相邻直纹面叶片吸力面s
′2的轮盖线;——相邻直纹面叶片吸力面s
′2的轮毂线;
[0032]
进一步定义沿绕z轴顺时针旋转方向为v
′
向,为了区别沿不同v向的空间节点数量,定义在轮盖面ω
s
(u,v
′
)、轮毂面ω
h
(u,v
′
)沿v
′
想的节点数量为m
′
,则将气流通道中的轮盖面ω
s
(u,v
′
)、轮毂面ω
h
(u,v
′
)转化成为典型的自由曲面双三次nurbs形式为:
[0033][0034]
本发明进一步的改进在于,步骤103)的实现方法为:
[0035]
定义沿绕z轴顺时针旋转方向为v
′
向、从轮盖线到轮毂线为v向,定义进口曲面为ω1(v
′
,v)、出口曲面为ω
n
(v
′
,v)、中间截面为ω
k
(v
′
,v):
[0036][0037][0038][0039]
其中,进口曲面ω1(v
′
,v)由u向i=1所约束,其4条边界曲线为气流通道的压力面为s1、相邻吸力面s
′2、轮盖面ω
s
(u,v)、轮毂面ω
h
(u,v)沿u向i=1时的曲线,即为这4条约束曲面的进口线;出口曲面ω
n
(v
′
,v)由u向i=n所约束,其4条边界曲线为气流通道的压力面s1、相邻吸力面s
′2、轮盖面ω
s
(u,v)、轮毂面ω
h
(u,v)沿u向i=n时的曲线,即为这4条约束曲面的出口线;提取k∈(1,n),获沿u向得i=k时气流通道的压力面为s1、相邻吸力面s
′2、轮盖面ω
s
(u,v)、轮毂面ω
h
(u,v)上的曲线,组成中间截面ω
k
(v
′
,v);
[0040]
由进口曲面ω1(v
′
,v)和中间截面ω
k
(v
′
,v)约束组成离心闭式叶轮整体铣高效材料去除参数化铣削区域的进口段,由出口曲面ω
n
(v
′
,v)和中间截面ω
k
(v
′
,v)约束组成其出口段。
[0041]
本发明进一步的改进在于,步骤201)的实现方法为:
[0042]
以所述离心闭式叶轮整体铣高效材料去除参数化铣削区域的进口段,保证刀具移动的最大无干涉区域的计算方法如下:
[0043]
(1)定义o1为进口曲面ω1(v
′
,v)的中心点,其具体位置为ω1(v
′
,v)上,v)上处;
[0044]
(2)定义o
k
为进口曲面ω1(v
′
,v)的中心点,其具体位置
为
ωk(v
′
,v)上,v)上处;
[0045]
(3)连接o1、o
k
,获得从o
k
指向o1的空间矢量,依此由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)作投影,阴影部分为四周叶片压力面、相邻叶片吸力面、轮毂面、轮盖面在中间截面ω
k
(v
′
,v)上的投影,中间空白部分为可由进口曲面ω1(v
′
,v)直达中间截面ω
k
(v
′
,v)的无干涉区域;
[0046]
(4)以o
k
为基准点,o1沿v
′
向移动获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0047]
(5)以o
k
为基准点,o1沿v
′
反向移动获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0048]
(6)以o
k
为基准点,o1沿v向移动获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)
向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0049]
(7)以o
k
为基准点,o1沿v反向移动获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0050]
(8)比较步骤(4)至步骤(7)所获得投影面与步骤(3)所获得无干涉区域面积,得到最大投影面积所对应的新o1点;
[0051]
(9)如果新o1点为原始o1点,则以步骤(3)所获得无干涉区域为准,转步骤14);
[0052]
(10)如果新o1点为步骤(4)至步骤(7)所得到新o1点,则依此新o1点作为基础点,重复步骤(4)至步骤(8),再一次获得新的o1点;
[0053]
(11)步骤(10)中基础点与新的o1点作比较;
[0054]
(12)重复步骤(10)、步骤(11),直至新的o1点保持一致,不再变化;
[0055]
(13)步骤(12)所获得的固定o1点即为最终o1点;
[0056]
(14)定义步骤(9)或步骤(13)所获得最终o1点所对应的最大无干涉区域为加工区域;
[0057]
(15)完成进口曲面向中间截面最大无干涉区域计算。
[0058]
本发明进一步的改进在于,在最大无干涉区域内固定刀轴矢量、最大刀具直径高效铣削的计算如下:
[0059]
(1)最终o1点的确定,使得其与o
k
连接,定义为闭式叶轮材料去除的固定刀轴矢量;
[0060]
(2)以最大无干涉区域对应边界的最小处数值定义为最大刀具直径;
[0061]
(3)以垂直于最大刀具直径所定义方向为进刀方向,实现闭式叶轮气流通道不需要材料的固定刀轴矢量、最大直径刀具的高效铣削。
[0062]
本发明进一步的改进在于,步骤202)的实现方法为:
[0063]
在进口段,为进一步提高效率、满足最大刀具直径及最短刀位轨迹线,将进口曲面到中间截面的铣削区域再次分段,其进口铣削区域沿u向分段的计算方法如下:
[0064]
(1)定义k
′
∈(1,k)为闭式叶轮进口铣削区域沿v上任意一点;
[0065]
(2)计算获得进口曲面ω1(v
′
,v)、中间截面ω
k
(v
′
,v)之间的任一空间曲面ω
k
,(v
′
,v);
[0066]
(3)采用最大无干涉区域计算方法,获得进口曲面ω1(v
′
,v)在ω
k
′
(v
′
,v)上的最大无干涉区域;
[0067]
(4)计算步骤(3)所得最大无干涉区域沿v向最小距离;
[0068]
(5)令k
′
=k
′
1,重复步骤(2)至步骤(4),进一步获得进口曲面ω1(v
′
,v)在ω
k
′
(v
′
,v)上的最大无干涉区域及沿v向最小距离;
[0069]
(6)比较步骤(5)与步骤(4)所得最小距离;
[0070]
(7)如果步骤(6)中两者之差大于2mm,则以步骤(6)所得ω
k
′
(v
′
,v)为基础与进口曲面ω1(v
′
,v)获得闭式叶轮进口铣削区域第一个分段;
[0071]
(8)如果步骤(6)中两者之差小于2mm,则令k
′
=k
′
1,继续重复步骤(2)至步骤(4),直至满足步骤(7)条件,获得闭式叶轮进口铣削区域第一个分段;
[0072]
(9)继续令k
′
=k
′
1,重复步骤(2)至步骤(4),进一步获得进口曲面ω1(v
′
,v)在ω
k
′
(v
′
,v)上的最大无干涉区域及沿v向最小距离;
[0073]
(10)如果k
′
<k,重复步骤(9)并比较步骤(9)与步骤(8)所得最小距离,依次获得
闭式叶轮进口铣削区域若干个分段;(11)如果k
′
=k,计算结束,ω
k
′
(v
′
,v)=ω
k
(v
′
,v)为最后一个分段界面;
[0074]
完成闭式叶轮进口铣削区域分段后,在每个子区域按照步骤2)中所述最大无干涉区域内固定刀轴矢量、最大刀具直径高效铣削的计算方法,可选择最大刀具直径满足最大限度内在每个子进口铣削区域沿v向获得最少刀位轨迹线——在现有能够选择的范围内,最大限度可由最大直径的刀具一条轨迹线完成材料的高效去除。
[0075]
本发明进一步的改进在于,针对步骤2)分段材料去除后由刀具边界处切削刃所形成的不规则材料残留,步骤3)的实现方法为:
[0076]
(1)提取进口铣削区域分段截面ω
k
′
(v
′
,v)以及周围约束曲面压力面为s
1k
′
(u,v)、相邻吸力面s
′
2k
′
,(u,v)、s
1k
′
(u,v)及s
′
2k
′
(u,v)分割轮盖面形成的气流通道轮盖面ω
sk
′
(u,v
′
)、s
1k
′
(u,v)及s
′
2k
′
(u,v)分割轮毂面形成的气流通道轮毂面ω
hk
′
(u,v
′
);
[0077]
(2)令u=k
′
,提取步骤(1)中4个约束曲面的边界曲线ss
1k
′
(u,v)、ss
′
2k
′
(u,v)、sω
sk
′
(u,v
′
)、sω
hk
′
(u,v
′
);
[0078]
(3)由闭式叶轮半精铣所给定的允许误差计算加工带宽;
[0079]
(4)步骤(2)所获得的4个约束曲面的边界曲线由边界向分段截面ω
k
′
(v
′
,v)中心作等距线,等距线带宽为步骤3)中的加工带宽;
[0080]
(5)对步骤(4)所得各段等距线进行简单裁剪;
[0081]
(6)获得双向等距的刀位轨迹线;
[0082]
(7)从最靠近气流通道开始,比较闭式叶轮轮廓和等距刀位轨迹线;
[0083]
(8)如果某一层等距刀位轨迹线全部被固定刀轴矢量包围,则去除该层等距刀位轨迹线;
[0084]
(9)如果某一层等距刀位轨迹线全部在固定刀轴矢量范围之外,则保留该层等距刀位轨迹线;
[0085]
(10)处于步骤(8)和步骤(9)之间,如果等距刀位轨迹线部分被固定刀轴矢量包围,为了保持铣削的连续性,则保留该层等距刀位轨迹线;
[0086]
(11)选取材料已经去除空间中安全点为进刀点;
[0087]
(12)采用螺旋线连接相邻等距线,定义t
i
为对角化参数,p
ik
、p
ik 1
为相邻等距线上的对应点,q
ik
为螺旋轨迹线上第k段第i个点,则有:
[0088]
q
ik
=t
i
(1
‑
t
i
p
ik
)p
ik 1
[0089][0090]
(13)定义最后一层螺旋刀位轨迹线的终点为退刀点;
[0091]
(14)完成该分段截面ω
k
′
(v
′
,v)所约束进口铣削区域连续螺旋线闭式叶轮残留不规则材料的去除。
[0092]
本发明至少具有如下有益的技术效果:
[0093]
本发明聚焦难加工零件高效材料去除方面的研究稀缺现状,结合数控加工工艺特性,创新性地提出一种离心闭式叶轮整体铣高效材料去除方法。首先,以双三次非均匀有理
b样条矩阵形式为基础完成离心闭式叶轮的nurbs参数化、气流通道的参数化、进出口曲面及可加工中间截面的参数化,建立离心闭式叶轮整体铣高效材料去除方法基础数学模型;获得保证刀具按照固定刀轴矢量运动的移动区间、即就是进口曲面向中间截面投影最大无干涉区域的计算方法;进一步进行进口铣削区域分段,计算每个子进口铣削区域最大距离获得最大刀具直径及最短刀位轨迹线的计算方法;针对残留不规则材料,计算获得进口铣削区域连续螺旋形刀位轨迹线,实现闭式叶轮残留不规则材料的高效光顺去除;将上述进口区域算法各步骤扩展至离心闭式叶轮出口区域,完成整个离心闭式叶轮整体铣高效材料去除方法,对现代高精尖零部件高质量高效率加工要求的日益提高提供理论及技术支撑。该方法在离心闭式叶轮数控加工前段,可高效完成绝大部分不需要材料的去除,不仅在整个离心闭式叶轮数控加工过程中极大地减少了加工时间、提高了加工效率,而且经过闭式叶轮残留不规则材料的连续刀位轨迹去除,保证了后续精细加工过程中叶轮残留材料高度及分布的均匀性,能够提高后续数控加工的高效性和稳定性。该方法不仅提高离心压气机闭式叶轮数控加工效率20%以上,而且由于对后续精加工环节残留材料高度及分布的均匀化,可大幅度地提高离心闭式叶轮的精度和成品率,具有极高的社会效益及推广价值。
附图说明
[0094]
图1为离心闭式叶轮nurbs参数化曲面;
[0095]
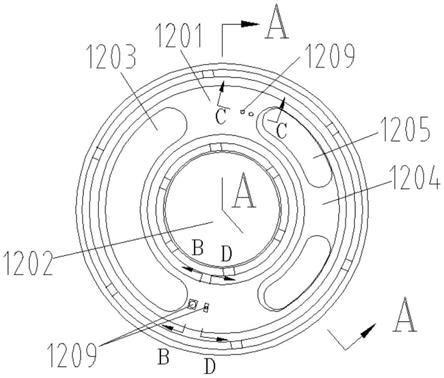
图2为气流通道及可加工中间截面;
[0096]
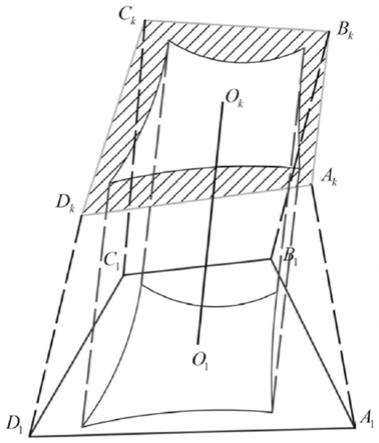
图3为进口曲面向中间截面最大无干涉区域计算示意图;
[0097]
图4为进口铣削区域分段示意图;
[0098]
图5为残留不规则材料示意图;
[0099]
图6为双向等距刀位轨迹线;
[0100]
图7为残留不规则材料去除刀位轨迹。
具体实施方式
[0101]
下面以某离心闭式叶轮为例,结合附图,对本发明的离心闭式叶轮整体铣高效材料去除方法做详细描述:
[0102]
1.离心闭式叶轮气流通道及可加工中间截面的参数化
[0103]
101)离心闭式叶轮的nurbs参数化
[0104]
将离心闭式叶轮直纹面叶片定义成为双三次非均匀有理b样条(nurbs)矩阵形式,其中,定义沿叶轮进口到出口为u向、沿叶轮轮盖至轮毂方向为v向:
[0105][0106]
定义c
i,1
(u)、c
i,m
(u)为直纹面叶片的基线、s(u,v)为直纹面叶片,则双三次nurbs矩阵形式数值参数化叶片为:
[0107]
s(u,v)=vc
i,1
(u) (1
‑
v)c
i,m
(u)
[0108]
0≤u≤1,0≤v≤1,i=1,2,...,n
[0109]
原始离心闭式叶轮参数化形式如图1所示。
[0110]
102)离心闭式叶轮气流通道的参数化
[0111]
提取一个离心闭式叶轮气流通道,定义其由压力面为s1、相邻吸力面s
′2、s1和s
′2分割轮盖面形成的气流通道轮盖面ω
s
(u,v)以及s1和s
′2分割轮毂面形成的气流通道轮毂面ω
h
(u,v)等四个空间曲面约束,则有:
[0112]
s1(u,v)=vc
1i,1
(u) (1
‑
v)c
1i,m
(u)
[0113]
(0≤u≤1,0≤v≤1,i=1,2,...,n)
[0114][0115]
式中:c
1i,1
(u)——直纹面叶片压力面s1的轮盖线;c
1i,m
(u)——直纹面叶片压力面s1的轮毂线;——相邻直纹面叶片吸力面s
′2的轮盖线;——相邻直纹面叶片吸力面s
′2的轮毂线。
[0116]
进一步定义沿绕z轴顺时针旋转方向为v
′
向,为了区别沿不同v向的空间节点数量,定义在轮盖面ω
s
(u,v
′
)、轮毂面ω
h
(u,v
′
)沿v
′
想的节点数量为m
′
,则可以将气流通道中的轮盖面ω
s
(u,v
′
)、轮毂面ω
h
(u,v
′
)转化成为典型的自由曲面双三次nurbs形式为:
[0117][0118][0119]
103)进出口曲面及可加工中间截面的参数化
[0120]
同上述参数曲面方向一致,定义沿绕z轴顺时针旋转方向为v
′
向、从轮盖线到轮毂线为v向,定义进口曲面为ω1(v
′
,v)、出口曲面为ω
n
(v
′
,v)、中间截面为ω
k
(v
′
,v):
[0121][0122][0123][0124]
其中,进口曲面ω1(v
′
,v)由u向i=1所约束,其4条边界曲线为气流通道的压力面为s1、相邻吸力面s
′2、轮盖面ω
s
(u,v)、轮毂面ω
h
(u,v)沿u向i=1时的曲线,即为这4条约束曲面的进口线;出口曲面ω
n
(v
′
,v)由u向i=n所约束,其4条边界曲线为气流通道的压力面s1、相邻吸力面s
′2、轮盖面ω
s
(u,v)、轮毂面ω
h
(u,v)沿u向i=n时的曲线,即为这4条约
束曲面的出口线。提取k∈(1,n),获沿u向得i=k时气流通道的压力面为s1、相邻吸力面s
′2、轮盖面q
s
(u,v)、轮毂面ω
k
(u,v)上的曲线,组成中间截面ω
k
(v
′
,v)。
[0125]
104)通过上述101)、102)、103),得到离心闭式叶轮整体铣高效材料去除的参数化目标铣削区域,如图2所示。
[0126]
2.固定刀轴矢量、最大直径刀具高效材料去除
[0127]
本发明采用固定刀轴矢量、最大直径刀具、最短刀位轨迹线长度完成闭式叶轮最的高效材料去除,能够最大限度地保证整个闭式叶轮数控加工的高效性。
[0128]
201)最大无干涉区域及固定刀轴矢量等的计算
[0129]
以离心闭式叶轮进口段为例,保证刀具按照固定刀轴矢量运动的移动区间的计算,即进口曲面向中间截面投影最大无干涉区域的计算方法如下:
[0130]
(1)定义o1为进口曲面ω1(v
′
,v)的中心点,其具体位置为ω1(v
′
,v)上,v)上处;
[0131]
(2)定义o
k
为进口曲面ω1(v
′
,v)的中心点,其具体位置为ω
k
(v
′
,v)上,v)上处;
[0132]
(3)连接o1、o
k
,获得从o
k
指向o1的空间矢量,依此由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)作投影,阴影部分为四周叶片压力面、相邻叶片吸力面、轮毂面、轮盖面在中间截面ω
k
(v
′
,v)上的投影,中间空白部分为可由进口曲面ω1(v
′
,v)直达中间截面ω
k
(v
′
,v)的无干涉区域;
[0133]
(4)以o
k
为基准点,o1沿v
′
向移动(即i=i 1)获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0134]
(5)以o
k
为基准点,o1沿v
′
反向移动(即i=i
‑
1)获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0135]
(6)以o
k
为基准点,o1沿v向移动(即j=j 1)获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0136]
(7)以o
k
为基准点,o1沿v反向移动(即j=j
‑
1)获得新空间矢量,作各曲面由进口曲面ω1(v
′
,v)向中间截面ω
k
(v
′
,v)投影的无干涉区域;
[0137]
(8)比较步骤(4)至步骤(7)所获得投影面与步骤(3)所获得无干涉区域面积,得到最大投影面积所对应的新o1点;
[0138]
(9)如果新o1点为原始o1点,则以步骤(3)所获得无干涉区域为准,转步骤14);
[0139]
(10)如果新o1点为步骤(4)至步骤(7)所得到新o1点,则依此新o1点作为基础点,重复步骤(4)至步骤(8),再一次获得新的o1点;
[0140]
(11)步骤(10)中基础点与新的o1点作比较;
[0141]
(12)重复步骤(10)、步骤(11),直至新的o1点保持一致,不再变化;
[0142]
(13)步骤(12)所获得的固定o1点即为最终o1点;
[0143]
(14)定义步骤(9)或步骤(13)所获得最终o1点所对应的最大无干涉区域为加工区
域;
[0144]
(15)完成进口曲面向中间截面最大无干涉区域计算。
[0145]
进一步,在最大无干涉区域内固定刀轴矢量、最大刀具直径高效铣削的计算如下:
[0146]
(1)最终o1点的确定,使得其与o
k
连接,定义为闭式叶轮材料去除的固定刀轴矢量;
[0147]
(2)以最大无干涉区域对应边界的最小处数值定义为最大刀具直径;
[0148]
(3)以垂直于最大刀具直径所定义方向为进刀方向,实现闭式叶轮气流通道不需要材料的固定刀轴矢量、最大直径刀具的高效铣削(如图3)。
[0149]
需要说明的是,上述计算方法虽然以进口铣削区域为对象描述,但是其完全适用于计算出口铣削区域的出曲面向中间截面投影最大无干涉区域,只需将进口曲面ω1(v
′
,v)由出口曲面ω
n
(v
′
,v)代替就可以了,其余不变。
[0150]
202)铣削区域分段及子区域最大无干涉区域等的计算
[0151]
完成进口曲面、出口曲面向中间截面最大无干涉区域计算之后,即获得闭式叶轮高效材料去除从进口、出口两个方向的进刀位置。再以从离心闭式叶轮进口进刀为例,在固定刀轴矢量、最大刀具直径加工以尽可能快地去除进口铣削区域不需要材料过程中,由于轮盖面和轮毂面在径向进口位置的差别,随着位置沿u向从进口至中间截面的移动,计算产生的最大刀具运动空间随着位置的移动逐渐变小。所以,为了最大限度提高材料去除效率,将进口铣削区域沿u向进一步分割,计算每个子进口铣削区域所需最大无干涉区域和最大刀具直径等。
[0152]
以进口段为例,将进口曲面到中间截面的铣削区域再次分段,其沿进口铣削区域u向分段的计算方法如下:
[0153]
(1)定义k
′
∈(1,k)为闭式叶轮进口铣削区域沿v上任意一点;
[0154]
(2)计算获得进口曲面ω1(v
′
,v)、中间截面ω
k
(v
′
,v)之间的任一空间曲面ω
k
′
(v
′
,v);
[0155]
(3)采用最大无干涉区域计算方法,获得进口曲面ω1(v
′
,v)在ω
k
′
(v
′
,v)上的最大无干涉区域;
[0156]
(4)计算步骤(3)所得最大无干涉区域沿v向最小距离;
[0157]
(5)令k
′
=k
′
1,重复步骤(2)至步骤(4),进一步获得进口曲面ω1(v
′
,v)在ω
k
′
(v
′
,v)上的最大无干涉区域及沿v向最小距离;
[0158]
(6)比较步骤(5)与步骤(4)所得最小距离;
[0159]
(7)如果步骤(6)中两者之差大于2mm,则以步骤(6)所得ω
k
′
(v
′
,v)为基础与进口曲面ω1(v
′
,v)获得闭式叶轮进口铣削区域第一个分段;
[0160]
(8)如果步骤(6)中两者之差小于2mm,则令k
′
=k
′
1,继续重复步骤2)至步骤(4),直至满足步骤(7)条件,获得闭式叶轮进口铣削区域第一个分段;
[0161]
(9)继续令k
′
=k
′
1,重复步骤(2)至步骤(4),进一步获得进口曲面ω1(v
′
,v)在ω
k
′
(v
′
,v)上的最大无干涉区域及沿v向最小距离;
[0162]
(10)如果k
′
<k,重复步骤(9)并比较步骤(9)与步骤(8)所得最小距离,依次获得闭式叶轮进口铣削区域若干个分段;
[0163]
(11)如果k
′
=k,计算结束,ω
k
′
(v
′
,v)=ω
k
(v
′
,v)为最后一个分段界面(如图4)。
[0164]
完成闭式叶轮进口铣削区域分段后,在每个子区域按照步骤2)中所述最大无干涉
区域内固定刀轴矢量、最大刀具直径高效铣削的计算方法,可选择最大刀具直径满足最大限度内在每个子进口铣削区域沿v向获得最少刀位轨迹线——在现有能够选择的范围内,最大限度可由最大直径的刀具一条轨迹线完成材料的高效去除。
[0165]
上述以进口铣削区域为研究对象的离心闭式叶轮材料去除算法同样适用于从叶轮出口进刀的出口铣削区域,只需在出口曲面ω
n
(v
′
,v)和中间截面ω
k
(v
′
,v)之间获得新的分段截面ω
k
′
(v
′
,v),k
′
∈(k,n),然后代入上述算法即可。
[0166]
3.残留不规则材料的光顺去除
[0167]
选择最大刀具直径满足最大限度内在每个子进口铣削区域沿v向获得最少刀位轨迹线(最少为一条刀位轨迹线),材料去除后由刀具边界处切削刃所形成的材料残留是沿刀位轨迹有规律分布的,不能够完全切除每个子进口铣削区域的最大无干涉区域,残留不规则材料如图5中阴影部分所示。
[0168]
残留不规则材料的高效、光顺去除方法如下:
[0169]
(1)提取进口铣削区域分段截面ω
k
′
(v
′
,v)以及周围约束曲面压力面为s
1k
′
(u,v)、相邻吸力面s
′
2k
′
(u,v)、s
1k
′
(u,v)及s
′
2k
′
(u,v)分割轮盖面形成的气流通道轮盖面ω
sk
′
(u,v
′
)、s
1k
′
(u,v)及s
′
2k
′
(u,v)分割轮毂面形成的气流通道轮毂面ω
hk
′
(u,v
′
);
[0170]
(2)令u=k
′
,提取步骤(1)中4个约束曲面的边界曲线ss
1k
′
(u,v)、ss
′
2k
′
(u,v)、sω
sk
′
(u,v
′
)、sω
hk
′
(u,v
′
);
[0171]
(3)由闭式叶轮半精铣所给定的允许误差计算加工带宽;
[0172]
(4)步骤(2)所获得的4个约束曲面的边界曲线由边界向分段截面ω
k
′
(v
′
,v)中心作等距线,等距线带宽为步骤3)中的加工带宽;
[0173]
(5)对步骤(4)所得各段等距线进行简单裁剪;
[0174]
(6)获得双向等距的刀位轨迹线(如图6);
[0175]
(7)从最靠近气流通道开始,比较闭式叶轮轮廓和等距刀位轨迹线;
[0176]
(8)如果某一层等距刀位轨迹线全部被固定刀轴矢量包围,则去除该层等距刀位轨迹线;
[0177]
(9)如果某一层等距刀位轨迹线全部在固定刀轴矢量范围之外,则保留该层等距刀位轨迹线;
[0178]
(10)处于步骤(8)和步骤(9)之间,如果等距刀位轨迹线部分被固定刀轴矢量包围,为了保持铣削的连续性,则保留该层等距刀位轨迹线;
[0179]
(11)选取材料已经去除空间中安全点为进刀点;
[0180]
(12)采用螺旋线连接相邻等距线,定义t
i
为对角化参数,p
ik
、p
ik 1
为相邻等距线上的对应点,q
ik
为螺旋轨迹线上第k段第i个点,则有:
[0181]
q
ik
=t
i
(1
‑
t
i
p
ik
)p
ik 1
[0182][0183]
(13)定义最后一层螺旋刀位轨迹线的终点为退刀点;
[0184]
(14)完成该分段截面ω
k
′
(v
′
,v)所约束进口铣削区域连续螺旋线闭式叶轮残留不
规则材料的去除(如图7所示)。
[0185]
该离心闭式叶轮残留不规则材料的高效光顺去除方法,同样适用于从叶轮出口进刀的所有铣削区域。
[0186]
4.针对特定五轴数控机床进行后置处理,完成实践加工。
[0187]
经过理论计算、数值模拟及加工实验,本发明所采用的离心闭式叶轮整体铣高效材料去除方法,在离心闭式叶轮数控加工前段,完成了绝大部分不需要材料的高效去除,不仅在整个离心闭式叶轮数控加工过程中极大地减少了加工时间、提高了加工效率,而且经过闭式叶轮残留不规则材料的连续刀位轨迹去除,保证了后续精细加工过程中叶轮残留材料高度及分布的均匀性,提高了后续数控加工的高效性和稳定性。该方法不仅能够提高离心压气机闭式叶轮数控加工效率20%以上,而且由于对后续精加工环节残留材料高度及分布的均匀化,能够大幅度地提高离心闭式叶轮的精度和成品率,具有极高的社会效益及推广价值。
[0188]
以上所述仅为本发明的一种实施方式,不是全部或唯一的实施方式,本领域普通技术人员通过阅读本发明说明书而对本发明技术方案采取的任何等效的变换,均为本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。