1.本发明专利涉及一种特种气体智能生产系统,属于特种气体的生产领域。
背景技术:
2.目前,对于特种气体生产过程,主要采用人工操作:
①
首先工人处理待充装钢瓶,包括置换钢瓶内杂质气体、抽真空等;
②
人工将组分特种气体充装入处理后钢瓶;
③
产品钢瓶放入滚瓶机,滚瓶、混匀。上述操作过程中,绝大多数时候需工人操作,费时费力,大幅增加了特种气体生产成本。本发明开发了一种智能特种气体生产系统,能够实现特种气体自动充装,同时在生产过程中实时记录各种生产物理参数。本发明装置还可以实现远程无人监控,通过无线路由将系统数据资源上传到因特网,与笔记本、掌上电脑、智能手机等移动终端共享实时数据,使相关权限人员能够实时掌握系统运行状况,实现特种气体生产无人化,并使整个生产车间管理人员最少化,大幅度降低特种气体生产成本。
技术实现要素:
3.本发明设计开发了一种特种气体智能生产系统,能够实现特种气体自动充装,同时在生产过程中实时记录各种生产物理参数,本发明装置还可以实现远程无人监控,通过无线路由将系统数据资源上传到因特网,与笔记本、掌上电脑、智能手机等移动终端共享实时数据,使相关权限人员能够实时掌握系统运行状况,实现特种气体生产无人化,并使整个生产车间管理人员最少化,大幅度降低特种气体生产成本,为实现本发明的目的,通过如下技术方案:一种智能特种气体生产系统,所述系统包括钢瓶输送系统、钢瓶识别系统、钢瓶处理系统、钢瓶充装系统、钢瓶充装实时监控、数据实时记录系统和远程监控终端,其中钢瓶输送系统与专用停车场相连接,外部运输车将车停在专用停车场后通过钢瓶输送系统运送至钢瓶识别系统中进行识别,识别后送入钢瓶处理系统中,所述钢瓶处理系统与钢瓶充装系统之间通过轨道连接,并在轨道上设有充装运输车,所述钢瓶识别系统、钢瓶处理系统、钢瓶充装系统均由钢瓶充装实时监控、数据实时记录系统控制,并将数据通过无线或有线的方式传输至远程监控终端,远程监控终端也可将指令传送至钢瓶充装实时监控、数据实时记录系统来远程操控钢瓶识别系统、钢瓶处理系统、钢瓶充装系统。
4.作为优选:所述钢瓶处理系统内设有处理车间,处理车间内分别设有处理区和混匀检测区,其中处理区内设有多个钢瓶架,每个钢瓶架均连接抽真空装置,混匀检测区内设有钢瓶混匀装置以及抽样检测装置,并在处理车间外部设有多个有毒气体探测传感器。
5.作为优选:所述钢瓶充装系统内设有自动充装设备,并在钢瓶充装系统外圈设有多个有毒气体探测传感器,所述在轨道两侧还设有多块禁止通行标志。
6.作为优选:所述钢瓶识别系统为固定终端设备或人工手持终端,可将待充装特气钢瓶信息录入至钢瓶充装实时监控、数据实时记录系统中,所述待充装特气钢瓶信息载体可以是rf环或qrc。
7.作为优选:所述钢瓶充装实时监控、数据实时记录系统内布置有特种气体智能生
产数据采集装置、数据实时监控、数据临时存储器、数据仓库、系统数据上传无线网络装置,通过无线网络相关权限人员可通过移动电脑、智能手机、掌上电脑远程监控现场生产。
8.一种智能特种气体生产系统的使用方法:所述方法包括如下步骤:1)待充装特气钢瓶由运输货车运送至专用停车场。然后由钢瓶运输车搬运至钢瓶处理系统。
9.2)钢瓶运输车将特气钢瓶放入处理车间内钢瓶架,并固定。抽真空装置将固定在钢瓶架内的特气钢瓶抽真空处理。
10.3)真空处理合格后特气钢瓶由充装运输车装载,搬运到钢瓶充装系统。充装运输车将特气钢瓶放入钢瓶充装系统中气体自动充装设备,自动完成特种气体各组分气充装。
11.4)特气钢瓶充装完成后,由充装运输车装载,返回钢瓶处理系统。需要指出,充装运输车设定在连接导轨上来回动作,并在连接导轨两侧设置禁止进入标识,有利于生产安全,防止充装运输车运行错误导致生产事故。
12.5)产品特气钢瓶由充装运输车搬运至钢瓶处理系统钢瓶混匀装置。在钢瓶混匀装置中,滚瓶2~3h。然后对特气钢瓶进行组份抽样,在特气组分抽样检测装置中进行分析,合格后由钢瓶运输车搬运至专用停车场内运输货车。
13.6)充装运输车将充装后特气钢瓶放入钢瓶混匀装置后,返回钢瓶架,进入下一轮生产:
①
充装运输车将特气钢瓶搬运至气体自动充装设备,自动完成充装;
②
产品特气钢瓶由充装运输车搬运至钢瓶混匀装置,滚瓶2~3h,然后在特气组分抽样检测装置中进行产品组份抽样,合格后由钢瓶运输车搬运至运输货车。
14.需要重点监控。设置有毒有害气体探测传感器,用来实时监测钢瓶处理系统和钢瓶充装系统有毒有害气体浓度。有毒有害气体浓度超标,通风装置快速响应,给钢瓶处理系统和钢瓶充装系统补充新鲜空气,防止人员伤害。
15.作为优选:所述装置实现特种气体生产自动化、生产实时远程监控,设置有钢瓶充装实时监控、数据实时记录系统,钢瓶充装实时监控、数据实时记录系统主要是通过特种气体智能生产数据采集装置和数据实时监控生产过程物理参数,有毒有害气体浓度、各组分气体实际充装量、待充装钢瓶录入信息变化,并将数据保存在数据仓库,以备后续调阅,也可以将实时数据和历史数据通过系统数据上传无线网络装置上传到无线网络,相关权限人员可通过移动电脑、智能手机、掌上电脑,但不局限于这三类设备,远程监控现场生产。
16.本发明一种特种气体智能生产系统,具体来说开发了一种特种气体自动生产管理智能系统,能够实现特种气体自动充装,同时在生产过程中实时记录各种生产物理参数。本发明装置还可以实现远程无人监控,通过无线路由将系统数据资源上传到因特网,与笔记本、掌上电脑、智能手机等移动终端共享实时数据,使相关权限人员能够实时掌握系统运行状况,实现特种气体生产无人化,并使整个生产车间管理人员最少化,大幅度降低特种气体生产成本。
附图说明
17.图1为本发明的结构示意图;图2为本发明钢瓶处理示意图;图3为本发明钢瓶处理示意图。
具体实施方式
18.下面将结合附图对本发明作详细的介绍:如图1
‑
3所示,一种智能特种气体生产系统,所述系统包括钢瓶输送系统zone e、钢瓶识别系统zone c、钢瓶处理系统zone b、钢瓶充装系统zone a、钢瓶充装实时监控、数据实时记录系统zone d和远程监控终端f,其中钢瓶输送系统zone e与专用停车场相连接,外部运输车1将车停在专用停车场后通过钢瓶输送系统zone e运送至钢瓶识别系统zone c中进行识别,识别后送入钢瓶处理系统zone b中,所述钢瓶处理系统zone b与钢瓶充装系统zone a之间通过轨道22连接,并在轨道上设有充装运输车4,所述钢瓶识别系统zone c、钢瓶处理系统zone b、钢瓶充装系统zone a均由钢瓶充装实时监控、数据实时记录系统zone d控制,并将数据通过无线或有线的方式传输至远程监控终端f,远程监控终端f也可将指令传送至钢瓶充装实时监控、数据实时记录系统zone d来远程操控钢瓶识别系统zone c、钢瓶处理系统zone b、钢瓶充装系统zone a。
19.所述钢瓶处理系统zone b内设有处理车间3,处理车间3内分别设有处理区和混匀检测区,其中处理区内设有多个钢瓶架16,每个钢瓶架均连接抽真空装置,混匀检测区内设有钢瓶混匀装置17以及抽样检测装置24,并在处理车间外部设有多个有毒气体探测传感器12。
20.所述钢瓶充装系统zone a内设有自动充装设备,并在钢瓶充装系统zone a外圈设有多个有毒气体探测传感器12,所述在轨道两侧还设有多块禁止通行标志。
21.所述钢瓶识别系统zone c为固定终端设备6或人工手持终端19,可将待充装特气钢瓶21信息录入至钢瓶充装实时监控、数据实时记录系统zone d中,所述待充装特气钢瓶21信息载体为rf环18或qrc20。
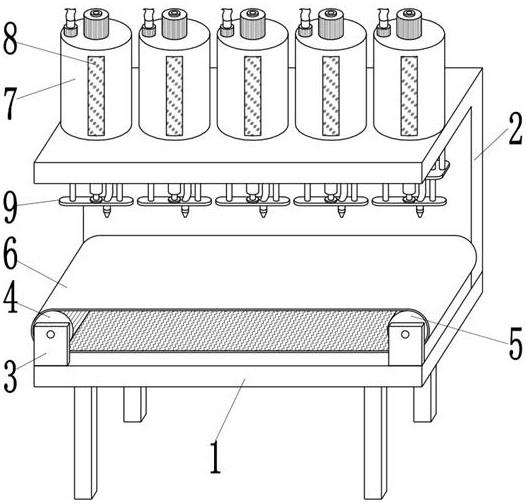
22.所述钢瓶充装实时监控、数据实时记录系统zone d内布置有特种气体智能生产数据采集装置7、数据实时监控8、数据临时存储器9、数据仓库11、系统数据上传无线网络装置10,通过无线网络相关权限人员可通过移动电脑13、智能手机14、掌上电脑15远程监控现场生产。
23.所述方法包括如下步骤:1)待充装特气钢瓶21由运输货车1运送至专用停车场lorry parking。然后由钢瓶运输车2搬运至钢瓶处理系统zone b。
24.2)钢瓶运输车2将特气钢瓶21放入处理车间3内钢瓶架16,并固定。抽真空装置23将固定在钢瓶架16内的特气钢瓶21抽真空处理。
25.3)真空处理合格后特气钢瓶21由充装运输车4装载,搬运到钢瓶充装系统zone a。充装运输车4将特气钢瓶21放入钢瓶充装系统zone a中气体自动充装设备5,自动完成特种气体各组分气充装。
26.4)特气钢瓶21充装完成后,由充装运输车4装载,返回钢瓶处理系统zone b。需要指出,充装运输车4设定在连接导轨22上来回动作,并在连接导轨两侧设置禁止进入标识,有利于生产安全,防止充装运输车4运行错误导致生产事故。
27.5)产品特气钢瓶21由充装运输车4搬运至钢瓶处理系统zone b钢瓶混匀装置5。在钢瓶混匀装置5中,滚瓶2~3h。然后对特气钢瓶21进行组份抽样,在特气组分抽样检测装置24中进行分析,合格后由钢瓶运输车2搬运至专用停车场lorry parking内运输货车1。
28.6)充装运输车4将充装后特气钢瓶21放入钢瓶混匀装置5后,返回钢瓶架16,进入
下一轮生产:
①
充装运输车4将特气钢瓶21搬运至气体自动充装设备5,自动完成充装;
②
产品特气钢瓶21由充装运输车4搬运至钢瓶混匀装置17,滚瓶2~3h,然后在特气组分抽样检测装置24中进行产品组份抽样,合格后由钢瓶运输车2搬运至运输货车1。
29.需要重点监控。设置有毒有害气体探测传感器12,用来实时监测钢瓶处理系统zone b和钢瓶充装系统zone a有毒有害气体浓度。有毒有害气体浓度超标,通风装置快速响应,给钢瓶处理系统zone b和钢瓶充装系统zone a补充新鲜空气,防止人员伤害。
30.所述装置实现特种气体生产自动化、生产实时远程监控,设置有钢瓶充装实时监控、数据实时记录系统zone d,钢瓶充装实时监控、数据实时记录系统zone d主要是通过特种气体智能生产数据采集装置7和数据实时监控8实时监控生产过程物理参数,有毒有害气体浓度、各组分气体实际充装量、待充装钢瓶录入信息变化,并将数据保存在数据仓库11,以备后续调阅,也可以将实时数据和历史数据通过系统数据上传无线网络装置10上传到无线网络,相关权限人员可通过移动电脑13、智能手机14、掌上电脑15,但不局限于这三类设备,远程监控现场生产。
31.本发明实施例如下:本发明一种特种气体智能生产系统,能够实现特种气体自动充装,同时在生产过程中实时记录各种生产物理参数。本发明装置还可以实现远程无人监控,通过无线路由将系统数据资源上传到因特网,与笔记本、掌上电脑、智能手机等移动终端共享实时数据,使相关权限人员能够实时掌握系统运行状况,实现特种气体生产无人化。
32.本发明装置将特种气体生产分为五个职能部分,分别为:
①
钢瓶输送系统zone e;
②
钢瓶识别系统zone c;
③
钢瓶处理系统zone b;
④
钢瓶充装系统zone a;
⑤
钢瓶充装实时监控、数据实时记录系统zone d。
33.待充装特气钢瓶21由运输货车1运送至专用停车场lorry parking。然后由钢瓶运输车2搬运至钢瓶处理系统zone b。
34.进一步,钢瓶运输车2将特气钢瓶21放入处理车间3内钢瓶架16,并固定。抽真空装置23将固定在钢瓶架16内的特气钢瓶21抽真空处理。
35.进一步,真空处理合格后特气钢瓶21由充装运输车4装载,搬运到钢瓶充装系统zone a。充装运输车4将特气钢瓶21放入钢瓶充装系统zone a中气体自动充装设备5,自动完成特种气体各组分气充装。
36.等到特气钢瓶21充装完成后,由充装运输车4装载,返回钢瓶处理系统zone b。需要指出,充装运输车4设定在连接导轨22上来回动作,并在连接导轨两侧设置禁止进入标识,有利于生产安全,防止充装运输车4运行错误导致生产事故。
37.进一步,产品特气钢瓶21由充装运输车4搬运至钢瓶处理系统zone b钢瓶混匀装置5。在钢瓶混匀装置17中,滚瓶2~3h。然后对特气钢瓶21进行组份抽样,在特气组分抽样检测装置24中进行分析,合格后由钢瓶运输车2搬运至专用停车场lorry parking内运输货车1。
38.这里指出,充装运输车4将充装后特气钢瓶21放入钢瓶混匀装置5后,返回钢瓶架16,进入下一轮生产:
①
充装运输车4将特气钢瓶21搬运至气体自动充装设备5,自动完成充装;
②
产品特气钢瓶21由充装运输车4搬运至钢瓶混匀装置17,滚瓶2~3h,然后在特气组分抽样检测装置24中进行产品组份抽样,合格后由钢瓶运输车2搬运至运输货车1。
39.需要指出,本发明装置中,钢瓶处理系统zone b和钢瓶充装系统zone a是核心职能部分,需要重点监控。设置有毒有害气体探测传感器12,用来实时监测钢瓶处理系统zone b和钢瓶充装系统zone a有毒有害气体浓度。有毒有害气体浓度超标,通风装置快速响应,给钢瓶处理系统zone b和钢瓶充装系统zone a补充新鲜空气,防止人员伤害。
40.本发明装置实现特种气体生产自动化、生产实时远程监控,设置有钢瓶充装实时监控、数据实时记录系统zone d。钢瓶充装实时监控、数据实时记录系统zone d主要职能是通过特种气体智能生产数据采集装置7和数据实时监控8实时监控生产过程物理参数(有毒有害气体浓度、各组分气体实际充装量、待充装钢瓶录入信息)变化,并将数据保存在数据仓库11,以备后续调阅。
41.进一步,除数据存储功能外,钢瓶充装实时监控、数据实时记录系统zone d可以将实时数据和历史数据通过系统数据上传无线网络装置10上传到无线网络,相关权限人员可通过移动电脑13、智能手机14、掌上电脑15,但不局限于这三类设备,远程监控现场生产。
42.本发明设计开发了一种特种气体智能生产系统,能够实现特种气体自动充装,同时在生产过程中实时记录各种生产物理参数。本发明装置还可以实现远程无人监控,通过无线路由将系统数据资源上传到因特网,与笔记本、掌上电脑、智能手机等移动终端共享实时数据,使相关权限人员能够实时掌握系统运行状况,实现特种气体生产无人化,并使整个生产车间管理人员最少化,大幅度降低特种气体生产成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。