带烟气回流、煤气分级、预混燃烧的u型辐射管烧嘴
技术领域
1.本实用新型属于冶金技术领域,具体涉及一种带烟气回流、煤气分级、预混燃烧的u型辐射管烧嘴。
背景技术:
2.目前,传统的u型自身预热烧嘴已经不能满足环保对nox排放的要求,而且现有的烟气回流技术存在排烟温度高、能耗相对常规烧嘴高,并且要求特别苛刻的空燃比下,才能勉强达到国内nox排放标准的问题。
技术实现要素:
3.本实用新型的目的是提供一种带烟气回流、煤气分级、预混燃烧的u型辐射管烧嘴,该烧嘴排烟温度低、对空燃比要求较低、超低nox排烟,降低能耗。
4.本实用新型所采用的技术方案是:
5.一种带烟气回流、煤气分级、预混燃烧的u型辐射管烧嘴,包括烟风壳体、换热通道、主烧嘴壳体、u型辐射管、主煤气管和独立的点火烧嘴;烟风壳体上设有助燃风入口以及互通的烟气入口、热风出口和排烟口,烟气入口和主烧嘴壳体的一端分别与u型辐射管的两端对接连通,换热通道伸入u型辐射管且入口只与助燃风入口连通、出口为设在热风出口处的引射管,主烧嘴壳体的另一端通过端板封闭、侧部与热风出口对接连通,端板内侧设有容腔且容腔底端连通设有二次煤气通道和三次煤气通道,主煤气管穿过端板连通容腔,主烧嘴壳体内壁上连接有伸入u型辐射管的隔热板,隔热板上穿过且固定有预混通道,二次煤气通道出口伸入预混通道,三次煤气通道出口穿出隔热板,点火烧嘴密封的穿过端板、容腔和隔热板。
6.进一步地,换热通道包括中心管、套在中心管上的翅片管、位于翅片管内且套在中心管沿线的多级射流管,翅片管的前端与助燃风入口连通形成换热通道的入口、后端伸入u型辐射管内且封闭,射流管的前端敞开且前端外圆与翅片管内壁间通过密封环封堵、侧壁分布有喷孔,最后级的射流管后端通过射流环与中心管外壁连接、其余级的射流管后端与中心管外壁间封堵,中心管的后端延伸至翅片管后端且敞开、前端密封的伸入热风出口后与引射管连接形成换热通道的出口。
7.进一步地,射流管上喷孔数量随着级数增加逐渐增加。
8.进一步地,点火烧嘴包括混合壳体,混合壳体的点火煤气入口、点火空气入口、出口和安装的点火电极分别与点火煤气管、点火空气管、点火烧嘴管和高压包连接。
9.进一步地,点火煤气入口和点火空气入口均采用斜槽,点火煤气和点火空气从管道进入斜槽后在混合壳体内混合形成旋流气体。
10.进一步地,隔热板安装在安装筒内,安装筒的端部与主烧嘴壳体内壁连接,安装筒内隔热板靠近热源的一侧设有浇注料,浇注料上设有预混通道、三次煤气通道和点火烧嘴的通道。
11.进一步地,三次煤气通道和预混通道均绕点火烧嘴均布且二者交错设置。
12.进一步地,二次煤气通道出口开设斜孔和直孔且大部分为斜孔,三次煤气通道出口开设直孔。
13.进一步地,三次煤气通道和点火烧嘴上均套有套管,套管的一端与容腔底端封闭、另一端与隔热板封闭。
14.进一步地,主烧嘴壳体的侧部与热风出口通过膨胀节对接连通。
15.本实用新型的有益效果是:
16.该烧嘴在高炉温情况下形成稳定均匀的火焰、排烟温度低、对空燃比要求较低、形成超低nox排烟,还可以根据不同炉温降低能耗,因为该烧嘴在保留u型自身预热烧嘴固有优点的同时具有以下改进:1)增加了引射管,引射管高速射出预热后的助燃风,在热风出口和引射管的间隙形成负压,卷吸部分烟气,烟气和助燃风均匀混合,降低助燃风中氧气浓度,降低火焰燃烧的剧烈程度来降低火焰局部高温区,从而降低nox产生;2)增加了预混通道,预热后的助燃风全部通过预混通道,部分煤气通过二次煤气通道与预热后的助燃风混合,使得助燃风按照一定比例过量,混合均匀后高速喷出预混通道,点火烧嘴引燃预混后的气体混合物,过量的空气比例及高速喷出的混合气体,使得引燃后混合气体形成无局部高温或者无焰的燃烧反应,从而降低nox生成;3)增加了独立的三次煤气通道,三次煤气通道与预混通道隔开,喷出的煤气与预混通道燃烧反应后的具有一定残氧气混合物再次发生燃烧反应,从而避免nox的产生;4)采用独立的点火烧嘴,在低炉温时通过点火烧嘴引燃主烧嘴,炉温到一定温度后点火烧嘴熄灭,靠炉温引燃预混空气煤气混合物,降低了能耗。
17.该烧嘴整体采用模块化设计,使用该系统维护改造十分简便;该烧嘴功率调节范围大,不同规格的烧嘴可实现40~300kw不等的加热能力,可广泛适用于冶金淬火、退火及热处理领域,可以应用在退火炉、常化炉、热处理炉、淬火炉、连续退火炉等炉体中。
附图说明
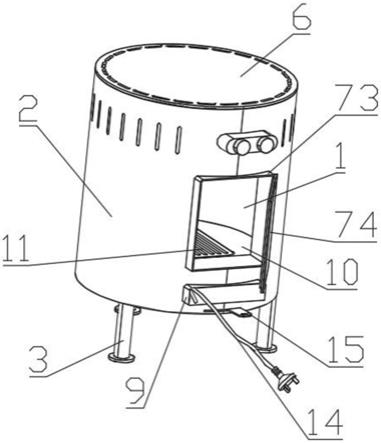
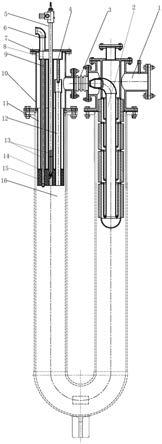
18.图1是本实用新型实施例的结构示意图。
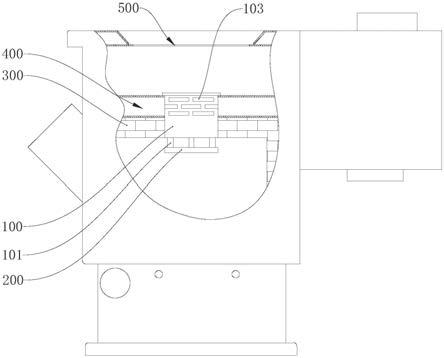
19.图2是本实用新型实施例中烟风壳体、主烧嘴壳体、主煤气管和点火烧嘴的安装俯视图。
20.图3是本实用新型实施例中点火电极的结构示意图。
21.图4是本实用新型实施例中点火电极的俯视示意图。
22.图5是本实用新型实施例中烟风壳体和换热通道的安装示意图。
23.图6是本实用新型实施例中主煤气管、点火烧嘴、端板、容腔,二次煤气通道、三次煤气通道和套管的安装示意图。
24.图7是本实用新型实施例中安装筒、隔热板、预混通道和浇注料的安装示意图。
25.图中:1
‑
烟风壳体;101
‑
助燃风入口;102
‑
热风出口;103
‑
排烟口;104
‑
烟气入口;2
‑
换热通道;201
‑
引射管;202
‑
密封环;203
‑
中心管;204
‑
射流管;205
‑
翅片管;206
‑
射流环;3
‑
膨胀节;4
‑
二次煤气通道;5
‑
点火烧嘴;501
‑
混合壳体;502
‑
点火电极;503
‑
点火空气入口;504
‑
点火煤气入口;505
‑
点火烧嘴管;6
‑
主煤气管;7
‑
端板;8
‑
容腔;9
‑
三次煤气通道;10
‑
主烧嘴壳体;11
‑
安装筒;12
‑
预混通道;13
‑
套管;14
‑
隔热板;15
‑
浇注料;16
‑
u型辐射管。
具体实施方式
26.下面结合附图和实施例对本实用新型作进一步说明。
27.如图1至图7所示,一种带烟气回流、煤气分级、预混燃烧的u型辐射管烧嘴,包括烟风壳体1、换热通道2、主烧嘴壳体10、u型辐射管16、主煤气管6和独立的点火烧嘴5;烟风壳体1上设有助燃风入口101以及互通的烟气入口104、热风出口102和排烟口103,烟气入口104和主烧嘴壳体10的一端分别与u型辐射管16的两端对接连通,换热通道2伸入u型辐射管16且入口只与助燃风入口101连通、出口为设在热风出口102处的引射管201,主烧嘴壳体10的另一端通过端板7封闭、侧部与热风出口102对接连通,端板7内侧设有容腔8且容腔8底端连通设有二次煤气通道4和三次煤气通道9,主煤气管6穿过端板7连通容腔8,主烧嘴壳体10内壁上连接有伸入u型辐射管16的隔热板14,隔热板14上穿过且固定有预混通道12,二次煤气通道4出口伸入预混通道12,三次煤气通道9出口穿出隔热板14(三次煤气通道9出口比预混通道12出口还要靠近热源),点火烧嘴5密封的穿过端板7、容腔8和隔热板14。
28.如图1和图2所示,在本实施例中,主烧嘴壳体10的侧部与热风出口102通过膨胀节3对接连通。
29.如图1和图5所示,在本实施例中,换热通道2包括中心管203、套在中心管203上的翅片管205、位于翅片管205内且套在中心管203沿线的多级射流管204(射流管204的级数根据实际需要设置,在本实施例中,中心管203沿线设有四级射流管204),翅片管205的前端与助燃风入口101连通形成换热通道2的入口、后端伸入u型辐射管16内且封闭,射流管204的前端敞开且前端外圆与翅片管205内壁间通过密封环202封堵、侧壁分布有喷孔,最后级的射流管204后端通过射流环206与中心管203外壁连接、其余级的射流管204后端与中心管203外壁间封堵,中心管203的后端延伸至翅片管205后端且敞开、前端密封的伸入热风出口102后与引射管201连接形成换热通道2的出口,换热通道2采用射流换热结构,助燃风逐级通过射流管204与翅片管205充分接触,实现了充分换热;如图5所示,在本实施例中,射流管204上喷孔数量随着级数增加逐渐增加,确保换热膨胀后的助燃风阻力相等,提高能源利用率。
30.如图1和图6所示,在本实施例中,三次煤气通道9和点火烧嘴5上均套有套管13,套管13的一端与容腔8底端封闭、另一端与隔热板14封闭,确保预热后助燃风绝大部分通过预混通道12喷出。如图6所示,在本实施例中,二次煤气通道4出口开设斜孔和直孔且大部分为斜孔(如,斜孔面积占比70%,直孔面积占比30%),三次煤气通道9出口开设直孔。
31.如图1和图7所示,在本实施例中,隔热板14安装在安装筒11内,安装筒11的端部与主烧嘴壳体10内壁连接,安装筒11内隔热板14靠近热源的一侧设有浇注料15,浇注料15上设有预混通道12、三次煤气通道9和点火烧嘴5的通道。在本实施例中,三次煤气通道9和预混通道12均绕点火烧嘴5均布且二者交错设置,预混通道5数量可以控制在2~3个。
32.如图3和图4所示,在本实施例中,点火烧嘴5包括混合壳体501,混合壳体501的点火煤气入口504、点火空气入口503、出口和安装的点火电极502分别与点火煤气管、点火空气管、点火烧嘴管505和高压包连接。在本实施例中,点火煤气入口504和点火空气入口503均采用斜槽,点火煤气和点火空气从管道进入斜槽后在混合壳体501内混合形成旋流气体,形成稳定的火焰结构。
33.各部件之间一般采用常规的连接方式:端板7通过法兰、螺栓和密封垫与主烧嘴壳
体10连接固定,烟气入口104和主烧嘴壳体10的一端通过法兰、螺栓和密封垫分别与u型辐射管16的两端连接固定,点火烧嘴5焊接固定在端板7上,二次煤气通道4和三次煤气通道9焊接在容腔8底端,主煤气管6的一端车螺纹、另一端倒角焊接至端板7的开口处,预混通道12焊接固定在隔热板14上。
34.各部件的材料及尺寸选择:端板7采用耐高温合金加工成型;翅片管205的封闭端球头及部分位置采用0cr28ni48w5,常期使用1180℃不氧化,连续使用温度1250℃,最高温度1350℃,其它位置采用0cr25ni20;点火电极502采用铁珞铝合金丝和95%氧化铝陶瓷,95%氧化铝陶瓷绝缘且耐高温,铁珞铝合金长期使用温度不低于1250℃且高温情况下表面氧化率低、有较高强度;点火煤气入口504、点火空气入口503由黄铜精密加工成型,开直孔孔径、管道管径与斜槽尺寸是由烧嘴功率及燃料成分确定;预混通道12、隔热板14、安装筒11均采用0cr25ni20加工成型,经过精细加工成型,常期使用1000℃,连续使用温度1150℃,最高温度1250℃,浇注料15由重质料浇注料成型,常期使用1380℃,连续使用温度1450℃,最高使用温度1650℃;二次煤气通道4采用0cr25ni20管道和棒材加工成型,二次煤气通道4孔径总面积是由烧嘴功率和燃气流量及成分确定,斜孔斜角根据预混通道12内径、二次煤气通道4深入预混通道距离确定,二次煤气通道4斜孔数量由煤气喷头直径确定;三次煤气通道9采用0cr25ni20及0cr28ni48w5管道和棒材加工成型,三次煤气通道9深出隔热板14长度根据u型辐射管16内径及空煤气混合物流速确定。
35.工作时,将烟风壳体1、主烧嘴壳体10和u型辐射管16安装在炉体上,助燃风入口101接入助燃风管,主煤气管6、助燃风管、点火煤气管、点火空气管上均设有用于调节空煤气流量及配比的阀门,开启点火烧嘴5前,先将点火煤气管和点火空气管上的阀门调至合适位置,开启点火烧嘴5时,高压包放电使点火电极502打火,同时点火煤气管上的阀门打开,煤气通入点火烧嘴5,与一直通入的点火空气混合燃烧,形成稳定、特定形状的火焰,然后先先打开助燃风管一定时间后再打开主煤气管6,点火烧嘴5引燃主烧嘴,随着炉膛温度升高,到达一定温度后,关闭点火烧嘴5,二次煤气通道4输送的煤气和引射的烟气在预混通道12内预混喷出,通过u型辐射管16内部高温氛围引燃,第一步燃烧通过过量空气降低火焰局部高温降低nox生成,第二步是在第一步的基础上通过引入烟气中惰性气体降低助燃风中氧气浓度,降低火焰局部高温从而降低nox产生,第三步是在第一、二步的基础上烧嘴后的混合物中残氧与煤气燃烧,进一步降低nox生成且降低烟气温度排放,火焰温度分布均匀,no
x
生成排放量少。
36.该烧嘴在高炉温情况下形成稳定均匀的火焰、排烟温度低、对空燃比要求较低、形成超低nox排烟,还可以根据不同炉温降低能耗,因为该烧嘴在保留u型自身预热烧嘴固有优点的同时具有以下改进:1)增加了引射管201,引射管201高速射出预热后的助燃风,在热风出口102和引射管201的间隙形成负压,卷吸部分烟气,烟气和助燃风均匀混合,降低助燃风中氧气浓度,降低火焰燃烧的剧烈程度来降低火焰局部高温区,从而降低nox产生;2)增加了预混通道12,预热后的助燃风全部通过预混通道12,部分煤气通过二次煤气通道4与预热后的助燃风混合,使得助燃风按照一定比例过量,混合均匀后高速喷出预混通道12,点火烧嘴5引燃预混后的气体混合物,过量的空气比例及高速喷出的混合气体,使得引燃后混合气体形成无局部高温或者无焰的燃烧反应,从而降低nox生成;3)增加了独立的三次煤气通道9,三次煤气通道9与预混通道12隔开,喷出的煤气与预混通道12燃烧反应后的具有一定
残氧气混合物再次发生燃烧反应,从而避免nox的产生;4)采用独立的点火烧嘴5,在低炉温时通过点火烧嘴5引燃主烧嘴,炉温到一定温度后点火烧嘴5熄灭,靠炉温引燃预混空气煤气混合物,降低了能耗。
37.该烧嘴整体采用模块化设计,使用该系统维护改造十分简便;该烧嘴功率调节范围大,不同规格的烧嘴可实现40~300kw不等的加热能力,可广泛适用于冶金淬火、退火及热处理领域,可以应用在退火炉、常化炉、热处理炉、淬火炉、连续退火炉等炉体中。
38.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。