1.本发明涉及环保技术领域,特别是一种玻璃瓶回收机及玻璃瓶软降控制方法。
背景技术:
2.由于具有阻隔性强、透明度高的优点,玻璃瓶被广泛用作啤酒、饮料、调味品和化妆品等的包装容器。但是,我国的玻璃瓶回收缺乏相应的法律法规来加以强化执行,随意丢弃的玻璃瓶对环境造成了巨大的影响。因此,如何回收和循环利用这些玻璃瓶成了环保领域的一个难题。玻璃瓶回收机作为回收玻璃瓶的机器终端,直接从消费者手中收取玻璃瓶,成为解决这一问题的有效途径之一。
3.如何设计一款碎瓶率低、回收速度快和智能化的玻璃瓶回收机成为当下的技术发展趋势。
技术实现要素:
4.本发明为解决上述问题,提供了一种玻璃瓶回收机及玻璃瓶软降控制方法,可以安全高效地回收玻璃瓶。
5.为实现上述目的,本发明采用的技术方案为:
6.一种玻璃瓶回收机,包括玻璃瓶软降控制系统和回收仓;所述玻璃瓶软降控制系统包括控制中心、第一传感器、第二传感器、驱动机构和升降机构,所述第二传感器设置在玻璃瓶安全下落的高度,所述第一传感器设置在所述第二传感器的上方,所述第一传感器与所述第二传感器的高度差为定值,所述升降机构安装在所述回收仓内,所述升降机构用于承接下落的玻璃瓶,所述驱动机构用于驱动所述升降机构;当所述控制中心处于空闲状态时,所述控制中心同时接收到所述第一传感器不被遮挡的信号和所述第二传感器被遮挡的信号;当所述控制中心接收到所述第一传感器被遮挡的信号时,所述控制中心发送指令控制所述驱动机构驱动所述升降机构下降;在所述控制中心发送指令控制所述驱动机构驱动所述升降机构上升或下降的过程中,当所述控制中心同时接收到所述第一传感器不被遮挡的信号和所述第二传感器被遮挡的信号时,所述控制中心发送指令控制所述驱动机构停止,然后所述控制中心回到所述空闲状态;在所述控制中心发送指令控制所述驱动机构驱动所述升降机构上升或下降的过程中,当所述控制中心同时接收到所述第一传感器不被遮挡的信号和所述第二传感器不被遮挡的信号时,所述控制中心发送指令控制所述驱动机构驱动所述升降机构上升。
7.优选的,在所述控制中心发送指令控制所述驱动机构驱动所述升降机构上升的过程中,当所述控制中心持续接收到所述驱动机构处于过流状态的信号达到第一预设时长时,所述控制中心控制所述驱动机构停止后驱动所述升降机构下降第二预设时长,然后所述控制中心回到所述空闲状态。
8.优选的,当所述控制中心接收到所述第一传感器被遮挡的信号时,所述控制中心发送指令控制所述驱动机构驱动所述升降机构下降,在所述升降机构下降达到第三预设时
长的过程中,若所述控制中心没有接收到所述第一传感器不被遮挡的信号,则所述控制中心发送指令控制所述驱动机构进行满仓振动;所述满仓振动的方法包括以下步骤:所述控制中心发送指令控制所述驱动机构停止后驱动所述升降机构上升所述第三预设时长;所述控制中心发送指令控制所述驱动机构停止后驱动所述升降机构下降所述第三预设时长;循环上面的两个步骤三次,在循环过程中,若当所述控制中心接收到所述第一传感器不被遮挡的信号时,则所述控制中心立即发送指令控制所述驱动机构停止,然后进行所述第二传感器状态检测,若所述控制中心没有接收到所述第一传感器不被遮挡的信号,则所述控制中心判定所述回收仓满仓。
9.优选的,所述玻璃瓶回收机包括回收系统,所述回收系统用于传输玻璃瓶,使所述玻璃瓶掉落到所述回收仓内,所述回收系统与所述控制中心通信连接;当所述控制中心接收到所述第一传感器被遮挡的信号时,所述控制中心发送指令控制所述驱动机构驱动所述升降机构下降,在所述升降机构下降第四预设时长的过程中,若所述控制中心没有接收到所述第一传感器不被遮挡的信号,则所述控制中心通知所述回收系统停止。
10.优选的,所述玻璃瓶回收机包括下仓门;当所述控制中心持续处于所述空闲状态达到第五预设时长后,或所述控制中心接收到下仓门关闭的信号时,所述控制中心通知所述回收系统停止,然后进行自检;所述自检的方法包括以下步骤:若所述控制中心接收到所述第一传感器被遮挡的信号,则所述控制中心判定所述回收仓满仓,若所述控制中心接收到第一传感器不被遮挡的信号,则所述控制中心判定所述回收仓未满仓;当所述控制中心判定所述回收仓未满仓时,进行所述第二传感器状态检测。
11.优选的,当所述控制中心上电,所述控制中心通知所述回收系统停止,然后进行上电自检;所述上电自检的方法包括以下步骤:若所述控制中心分别接收到所述第一传感器不被遮挡的信号和所述第二传感器不被遮挡的信号,则所述控制中心判定传感器正常;若所述控制中心没有接收到所述第一传感器不被遮挡的信号或所述控制中心没有接收到所述第二传感器不被遮挡的信号,则所述控制中心发送指令控制所述驱动机构驱动所述升降机构下降第六预设时长;若所述控制中心分别接收到所述第一传感器不被遮挡的信号和所述第二传感器不被遮挡的信号,则所述控制中心判定传感器正常;当所述控制中心判定传感器正常时,进行自检。
12.优选的,当所述控制中心接收到下仓门打开的信号时,所述控制中心通知所述回收系统停止,然后若所述控制中心没有判定所述驱动机构处于所述卡死状态,或若所述控制中心判定所述驱动机构处于卡死状态,且所述控制中心接收到所述升降机构拆离所述驱动机构的信号,则所述控制中心发送指令控制所述驱动机构进行防卡死振动;所述防卡死振动的方法包括以下步骤:a.所述控制中心发送指令控制所述驱动机构停止后驱动所述升降机构下降第七预设时长;b.所述控制中心发送指令控制所述驱动机构停止第八预设时长;c.所述控制中心发送指令控制所述驱动机构驱动所述升降机构上升第九预设时长后停止第九预设时长;d.所述控制中心发送指令控制所述驱动机构驱动所述升降机构下降第九预设时长后停止第九预设时长;e.循环所述步骤c和所述步骤d。
13.优选的,在进行所述满仓振动或所述防卡死振动的过程中,当所述控制中心持续接收到所述驱动机构处于过流状态的信号达到所述第一预设时长时,所述控制中心判定所述驱动机构处于所述卡死状态,所述控制中心控制所述驱动机构停止;在进行所述第一传
感器状态检测或所述第二传感器状态检测或所述上电自检,所述控制中心控制所述驱动机构驱动所述升降机构下降的过程中,当所述控制中心持续接收到所述驱动机构处于过流状态的信号达到所述第一预设时长时,所述控制中心判定所述驱动机构处于所述卡死状态,所述控制中心控制所述驱动机构停止。
14.优选的,所述升降机构为软降织带,所述软降织带的第一端安装在所述回收仓的第一侧的顶部,所述回收仓的第一侧的对侧的顶部转动装接有转轴,所述转轴可拆卸安装在所述驱动机构的输出端上,所述软降织带的第二端安装在所述转轴上。
15.基于同样的发明构思,本发明还提供一种玻璃瓶软降控制方法,包括:处于空闲状态时,玻璃瓶的下落高度位于第一高度和第二高度之间;当所述下落高度小于所述第一高度时,向下调节所述下落高度;在调节所述下落高度的过程中,当所述下落高度位于所述第一高度和第二高度之间时,停止调节所述下落高度,然后回到所述空闲状态;在调节所述下落高度的过程中,当所述下落高度大于所述第二高度时,向上调节所述下落高度;所述第二高度为玻璃瓶安全下落的高度,所述第一高度大于所述第二高度,所述第一高度与所述第二高度的差值为定值。
16.本发明的有益效果是:
17.1.第一传感器和第二传感器设置在玻璃瓶安全下落的高度范围内,利用第一传感器和第二传感器检测回收仓内玻璃瓶堆叠的最高位置所处的范围,利用驱动机构驱动升降机构升降,使该最高位置保持在两个传感器的高度之间,利用控制中心接收信号和发送指令控制驱动机构动作,可以有效避免玻璃瓶下落时破碎;
18.2.玻璃瓶回收机进行防卡死振动,可以使回收仓的升降机构准确装入驱动机构,避免驱动机构卡死;
19.3.玻璃瓶回收机进行满仓振动,可以确定回收仓的满仓状态,以及排除假性满仓的情况;
20.4.玻璃瓶回收机每持续处于空闲状态1h后进行自检,可以避免在此期间内机器发生故障,影响后续使用。
附图说明
21.图1为本发明的玻璃瓶回收机回收玻璃瓶的流程示意图;
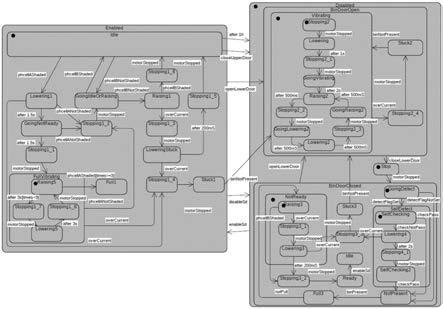
22.图2为本发明的玻璃瓶软降方法的逻辑流程示意图;
23.图3为本发明的玻璃瓶软降系统的结构示意图。
具体实施方式
24.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合具体实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
25.实施例一
26.本实施例提供一种玻璃瓶回收机,包括玻璃瓶软降控制系统和回收仓。本实施例所述的软降控制系统包括控制中心、第一传感器、第二传感器、驱动机构和升降机构。
27.参照附图1,利用本实施例所述的玻璃瓶回收机回收玻璃瓶时,用户将玻璃瓶从机
器上部的投入口投入,在机器对玻璃瓶的信息进行识别后,玻璃瓶下落到设置在机器内部下方的回收仓内。本实施例所述的玻璃瓶软降控制系统安装在机器的内部,用于实现玻璃瓶在回收仓内的安全下落。
28.由于玻璃瓶具有易碎的特性,玻璃瓶回收机如何安全高效地进行回收成为了一个巨大的挑战。本实施例所述的软降控制系统可以将回收仓内原有的玻璃瓶堆叠的最高位置尽可能地移动到接近玻璃瓶的掉落位置,降低玻璃瓶下落到回收仓内时的碎瓶率。
29.在本实施例中,控制中心为单片机系统(mcu)。控制中心实时监控第一传感器、第二传感器、驱动机构的状态,接收这些机构的信号,以及发送指令控制驱动机构驱动升降机构进行升降操作。
30.在本实施例中,第一传感器和第二传感器分别安装在玻璃瓶回收机内部的机架上的不同高度处,其中,第一传感器设置在回收仓的顶部,接近玻璃瓶的掉落位置,第二传感器设置在第一传感器下方的定高处。即第一传感器和第二传感器的设置区间在玻璃瓶安全下落的高度范围内。第一传感器和第二传感器分别包括发射器和接收器,发射器和接收器分别对应安装在对侧的机架上的同一高度处。接收器与控制中心连接。发射器和接收器与回收仓内堆叠的玻璃瓶的最高位置对应设置。当该最高位置超过发射器和接收器的高度时,控制中心接收到对应的传感器被遮挡的信号,反之,当该最高位置低于发射器和接收器的高度时,控制中心接收到对应的传感器不被遮挡的信号。控制中心根据接收到的信号发送指令控制驱动机构驱动升降机构进行相应的动作,对该最高位置进行调节。
31.回收仓内安装有升降机构,升降机构用于承接下落的玻璃瓶。驱动机构安装在玻璃瓶回收机内部的机架上,驱动机构用于驱动升降机构,驱动机构的输出端上安装有用于感应升降机构装入和拆离的第三传感器,第三传感器与控制中心连接。参照附图2,驱动机构连接有用于检测电流的电流检测器,电流检测器与控制中心连接。在本实施例中,升降机构为软降织带,驱动机构为软降电机。
32.软降织带的第一端安装在回收仓的第一侧的顶部,回收仓的第一侧的对侧的顶部转动装接有转轴,转轴可拆卸安装在驱动机构的输出端上,软降织带的第二端安装在转轴上。驱动机构可以驱动转轴正反向切换转动。在本实施例中,转轴正向转动可以将软降织带卷绕到其上,使回收仓内的软降织带收紧,提升软降织带的最低位置。若软降织带上承接有堆叠的玻璃瓶,则堆叠的玻璃瓶的最高位置随之升高,反之,转轴反向转动可以释放其上的软降织带,实现软降织带上堆叠的玻璃瓶的最高位置的降低。
33.参照附图2,本实施例提供一种玻璃瓶软降方法,用于本实施例所述的软降控制系统。
34.本实施例所述的软降控制方法包括以下步骤:
35.进行第一传感器状态检测。
36.进行第二传感器状态检测。
37.当本实施例所述的玻璃瓶回收机投入使用,且没有进行回收操作时,回收仓内堆叠的玻璃瓶的最高位置在第一传感器和第二传感器的高度之间,控制中心处于空闲状态,此时,控制中心同时接收到第一传感器不被遮挡的信号和第二传感器被遮挡的信号。
38.第一传感器状态检测的方法包括:
39.当控制中心接收到第一传感器被遮挡的信号,即本实施例所述的玻璃瓶回收机有
玻璃瓶投入,使回收仓内的玻璃瓶的最高位置超过了第一传感器的设置高度时,控制中心发送指令控制驱动机构驱动升降机构下降,至多为第一预设时长,在本实施例中为3s,对该最高位置进行调节。
40.在升降机构下降的过程中,当控制中心接收到第一传感器不被遮挡的信号,即该最高位置下降到第一传感器的设置高度以下时,控制中心发送指令控制驱动机构停止。
41.第二传感器状态检测的方法包括:
42.当控制中心接收到第二传感器被遮挡的信号,则控制中心回到空闲状态。
43.在控制中心接收到第一传感器不被遮挡的信号的前提下,此时,回收仓内堆叠的玻璃瓶的最高位置在第一传感器和第二传感器的高度之间。
44.当控制中心接收到第二传感器不被遮挡的信号,即回收仓内的玻璃瓶的最高位置下降到第一传感器的设置高度以下时,例如从第一传感器不被遮挡到驱动机构停止,机器需要反应时间导致升降机构下降过度,控制中心发送指令控制驱动机构驱动升降机构上升,对该最高位置进行调节。
45.在升降机构上升的过程中,当控制中心接收到第二传感器被遮挡的信号时,控制中心发送指令控制驱动机构停止。经过对升降机构的高度的再次调节,或多次调节,该最高位置可以回到第一传感器和第二传感器的高度之间。然后控制中心回到空闲状态。
46.在本实施例所述的玻璃瓶回收机的使用过程中,可能遇到下列两种情况,需要特别进行说明。
47.第一种情况,当回收仓为空仓或仓内的玻璃瓶较少时,静止状态下,第二传感器无法被遮挡,或者一旦升降机构产生移动时,其上的玻璃瓶随之产生垂直方向上的移动,导致第二传感器无法被持续遮挡。在这种情况下进行第二传感器状态检测,当升降机构上升到其行程的最高点后,若驱动机构继续动作,会导致其电流超过限流点,即驱动机构处于过流状态。因此,当本实施例所述的玻璃瓶回收机在进行第二传感器状态检测时,若控制中心持续接收到驱动机构处于过流状态的信号达到第一预设时长,则控制中心控制驱动机构停止后驱动升降机构下降第二预设时长。在本实施例中,第一预设时长为500ms,第二预设时长为200ms。若在驱动机构在驱动升降机构下降的过程中,其电流正常,则此时,控制中心判定回收仓为空仓或仓内的玻璃瓶较少,控制中心回到空闲状态。
48.在本实施例所述的玻璃瓶回收机在进行第一传感器状态检测或第二传感器状态检测或上电自检,控制中心控制驱动机构下降的过程中,当控制中心持续接收到驱动机构处于过流状态的信号达到第一预设时长时,控制中心判定驱动机构处于卡死状态,控制中心发送指令控制驱动机构停止。控制中心可以通知操作人员前来处理,将升降机构从驱动机构上拆下后重新装入,使机器可以继续使用。当然,不排除驱动机构自身故障的情况。在本实施例中,将升降机构从驱动机构上拆下以及重新装入的操作连带回收仓整体进行。
49.第二种情况,在控制中心处于空闲状态时,由于回收仓内玻璃瓶堆叠的状态不稳定,若顶部的玻璃瓶产生滑落,则会导致堆叠的玻璃瓶的最高位置降低,使第二传感器不被遮挡。此时,本实施例所述的玻璃瓶回收机需要调节升降机构的高度,使该最高位置回到第一传感器和第二传感器的高度之间。然后控制中心回到空闲状态。
50.在本实施例所述的玻璃瓶回收机进行第一传感器状态检测,升降机构进行下降操作达到第一预设时长的过程中,若控制中心没有接收到第一传感器不被遮挡的信号,则控
制中心发送指令控制驱动机构进行满仓振动。
51.本实施例所述的玻璃瓶回收机包括回收系统。回收系统包括传输机构,传输机构安装在投入口和回收仓上方之间的通道内,传输机构将玻璃瓶传输到回收仓上方后,玻璃瓶自由掉落到回收仓内。回收系统与控制中心通信连接。当控制中心判定此时回收仓为不可回收的状态,即玻璃瓶下落到回收仓内可能会发生破碎时,控制中心通知传输机构停止传输玻璃瓶,使后续投入本机的玻璃瓶不会发生掉落。
52.当升降机构下降达到第四预设时长时,回收仓内堆叠的玻璃瓶的最高位置与玻璃瓶的掉落位置的高度差已经超出玻璃瓶安全下落的高度,因此,控制中心通知回收系统停止。在本实施例中,第四预设时长为1.5s。
53.满仓振动可以确定回收仓的满仓状态,以及排除假性满仓的情况。
54.当玻璃瓶下落后在回收仓内呈直立的状态时,会在较大的高度内持续对第一传感器形成遮挡,导致当升降机构下降到第一传感器不被遮挡时,其他堆叠的玻璃瓶的最高位置与玻璃瓶的掉落位置的高度差远远大于玻璃瓶安全下落的高度,此时,若再有玻璃瓶下落到回收仓内,则可能会有玻璃瓶破碎。因此,需要对堆叠的玻璃瓶进行上下移动,使其中直立的玻璃瓶倒下。
55.在前一步骤,升降机构已经持续下降了第一预设时长。满仓振动的方法包括以下步骤:
56.控制中心发送指令控制驱动机构停止后驱动升降机构上升第一预设时长。
57.控制中心发送指令控制驱动机构停止后驱动升降机构下降第一预设时长。
58.循环上面的两个步骤三次。即升降机构循环进行上升和下降操作三次。
59.在循环过程中,若控制中心接收到第一传感器不被遮挡的信号,说明之前为假性满仓的情况,此时,直立的玻璃瓶已经倒下了,则控制中心发送指令控制驱动机构停止,并通知回收系统继续运行,然后控制中心再次进行第二传感器状态检测。
60.若控制中心没有接收到第一传感器不被遮挡的信号,则控制中心判定回收仓满仓。控制中心可以通知操作人员前来清理回收仓。
61.本实施例所述的玻璃瓶回收机包括下仓门,下仓门安装有用于感应其开关的第四传感器,第四传感器与控制中心连接。操作人员需要打开下仓门来清理回收仓,或将回收仓从机器的内部移出。
62.同样的,操作人员需要打开下仓门来处理驱动机构卡死的情况。
63.当控制中心接收到下仓门打开的信号,不限于回收仓满仓或驱动机构卡死的情况,控制中心通知回收系统停止,避免当后续有玻璃瓶掉落(例如下仓门打开时,传输机构上仍有玻璃瓶。)时,回收仓已经移出,无法进行承接,或机器在进行防卡死振动,升降机构下降到其上堆叠的玻璃瓶的最高位置与掉落位置的高度差超出了安全下落的高度,导致玻璃瓶破碎。
64.然后若控制中心没有判定驱动机构处于卡死状态,或若控制中心判定驱动机构处于卡死状态,且控制中心接收到升降机构拆离驱动机构的信号,控制中心发送指令控制驱动机构进行防卡死振动。
65.防卡死振动的方法包括以下步骤:
66.若在前一步骤,驱动机构正在动作,则控制中心发送指令控制驱动机构停止。然后
控制中心发送指令控制驱动机构驱动升降机构下降第七预设时长。该步骤可以避免升降机构处于行程的顶部时继续上升会导致驱动机构处于过流状态。在本实施例中,第七预设时长为1s。
67.控制中心发送指令控制驱动机构停止第八预设时长。在本实施例中,第八预设时长为2s。
68.控制中心发送指令控制驱动机构驱动升降机构上升第九预设时长后停止第九预设时长。在本实施例中,第九预设时长为500ms。
69.控制中心发送指令控制驱动机构驱动升降机构下降第九预设时长后停止第九预设时长。
70.循环上面的两个步骤。即驱动机构进行正向动作——停止——反向动作——停止——正向动作的循环操作,若升降机构装入,则升降机构进行上升——停止——下降——停止——上升的循环操作。当控制中心接收到下仓门关闭的信号,控制中心发送指令控制驱动机构停止循环操作。
71.驱动机构的循环正反向交替动作可以方便操作人员将升降机构的安装部以正确的角度与驱动机构的安装部进行装接,使驱动机构可以顺畅地对升降机构进行驱动,避免卡死,以及对两者的安装状态进行检验。
72.在机器进行满仓振动或防卡死振动的过程中,当控制中心持续接收到驱动机构处于过流状态的信号第一预设时长时,控制中心判定驱动机构处于卡死状态,控制中心控制驱动机构停止。
73.当控制中心持续处于空闲状态达到第五预设时长后,或控制中心接收到下仓门关闭的信号时,控制中心通知回收系统停止,然后进行自检。即机器投入使用后,每次下仓门打开,对回收仓进行操作,需要先进行自检再继续使用。在本实施例中,第五预设时长为1h。
74.玻璃瓶回收机每持续处于空闲状态达到一定时长后进行自检,可以避免在此期间内机器发生故障,影响后续使用。
75.自检的方法包括以下步骤:
76.若控制中心接收到第一传感器被遮挡的信号,则控制中心判定回收仓满仓。若控制中心接收到第一传感器不被遮挡的信号,则控制中心判定回收仓未满仓。
77.当控制中心判定回收仓未满仓时,进行第二传感器状态检测,将回收仓内堆叠的玻璃瓶的最高位置调节到第一传感器和第二传感器的高度之间。然后控制中心回到空闲状态,机器再次投入使用。
78.当本实施例所述的玻璃瓶回收机上电,即控制中心上电,控制中心通知回收系统停止,然后进行上电自检。
79.上电自检的方法包括以下步骤:
80.若控制中心分别接收到第一传感器不被遮挡的信号和第二传感器不被遮挡的信号,则控制中心判定传感器正常。
81.若控制中心没有接收到第一传感器不被遮挡的信号或控制中心没有接收到第二传感器不被遮挡的信号,则控制中心发送指令控制控制驱动机构驱动升降机构下降第六预设时长。在本实施例中,第六预设时长为2s。
82.若控制中心分别接收到第一传感器不被遮挡的信号和第二传感器不被遮挡的信
号,则控制中心判定传感器正常。若此时,控制中心仍然没有接收到第一传感器不被遮挡的信号或控制中心没有接收到第二传感器不被遮挡的信号,则控制中心判定回收仓满仓。
83.在本实施例中,若其中任一传感器发生故障,则控制中心无法接收到该传感器不被遮挡的信号,或者说,控制中心持续接收到该传感器被遮挡的信号,此时,控制中心判定的根据与当回收仓满仓时的相同,因此,需要操作人员前来确认。
84.控制中心可以通知操作人员前来打开下仓门进行处理,对故障的传感器进行检修或清理回收仓。
85.当控制中心判定传感器正常时,进行自检。
86.本领域技术人员可以理解,实现上述方法实施例中的全部或部分步骤是可以通过程序来指令相关的硬件来完成,该程序存储在一个存储介质中,包括若干指令用以使得一个设备(可以是单片机,芯片等)或处理器(processor)执行本技术各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read
‑
only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
87.上述说明示出并描述了本发明的优选实施例,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

