1.本发明属于贴膜技术领域,具体涉及金属件自动贴膜生产线。
背景技术:
2.生产线一般指流水线,是工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、涨紧装置、改向装置和支承件等组成。
3.生产线是指产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产生产线活动所构成的路线。
4.发明人在实际使用过程中发现,这些现有技术至少存在以下技术问题:
5.现有技术贴膜需要手触碰金属件,使得金属件容易刮花,且贴膜的精确度低。
技术实现要素:
6.为克服上述存在之不足,本发明的发明人通过长期的探索尝试以及多次的实验和努力,不断改革与创新,提出了金属件自动贴膜生产线,其可以解决现有技术贴膜需要手触碰金属件,使得金属件容易刮花,且贴膜的精确度低。
7.为实现上述目的本发明所采用的技术方案是:提供金属件自动贴膜生产线,包括模切生产线、金属件生产线和贴合生产线,所述模切生产线、金属件生产线均与贴合生产线连接,所述模切生产线包括模切机和第一传送带,所述模切机和第一传送带连接,所述贴合生产线包括贴合机、收件装置和第二传送带,所述第一传送带与第二传送带连接,所述贴合机设置在第一传送带和第二传送带之间,所述第二传送带远离贴合机的一端设置有收件装置,所述金属件生产线包括第三传送带和金属件冲压模具,所述金属件冲压模具与第三传送带连接,所述第三传送带与贴合机连接。
8.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述金属件生产线还包括回收装置和第四传送带,所述第四传送带分别与金属件冲压模具、回收装置连接。
9.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述模切生产线还包括贴膜放卷装置,所述贴膜放卷装置与模切机连接,所述金属件生产线还包括存放装置,所述存放装置与金属件冲压模具连接。
10.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述贴合机包括:贴合机本体、收纳箱、定位装置、支撑块,所述收纳箱设置在贴合机本体下,所述收纳箱下设置有支撑块,所述定位装置设置在贴合机本体顶部,所述定位装置之下的贴合机本体上固定连接有贴合平台,所述定位装置包括第一滑杆、第二滑杆、滑套、压块和伸缩杆,所述第一滑杆的端部下固定连接有伸缩杆,所述第二滑杆左右两端通过滑套滑动连接在第一滑杆上,所述第二滑杆上滑动连接有压块,所述第一传送带通过贴合平台与第二传
送带连接,所述第三传送带设置在第二传送带一侧。
11.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述贴合机还包括移动装置,所述支撑块与移动装置连接,所述移动装置包括轮子和连接杆,所述连接杆一端与轮子固定连接,另一端与支撑块固定连接,所述收纳箱包括箱体、抽屉和把手,所述抽屉滑动设置在箱体内,所述把手固定设置在抽屉外侧。
12.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述压块包括壳体、竖杆和夹持件,所述竖杆滑动连接在壳体内,所述竖杆底部设置有夹持件,所述夹持件包括磁铁和连接块,所述磁铁设置在连接块上,所述连接块与竖杆固定连接。
13.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述夹持件还包括夹片、第一弹簧和第二弹簧,所述夹片至少有两个,所述夹片一端与壳体底部通过滑轨左右滑动连接,另一端穿过连接块,所述连接块上设置有与夹片左右滑动轨迹相匹配的通道,所述第一弹簧两端分别与滑轨、夹片固定连接,所述第二弹簧两端分别与滑杆、夹片固定连接。
14.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述压块还包括第一视角摄像头和光线发射器,所述连接块的内部底部中间部位电性连接有第一视角摄像头,所述连接块的内部底部两侧电性连接有光线发射器。
15.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述金属件冲压模具包括底板、顶板、上模具、下模具、冲压模具头、气缸、金属件传送装置和固定杆,所述下模具固定在底板上,所述上模具与气缸输出轴固定连接,所述气缸设置在顶板上,所述上模具底部设置有冲压模具头,所述底板和顶板通过固定杆固定连接,所述底板上设置有金属件传送装置,所述金属件传送装置与下模具连接,所述下模具之下的底板上设置有下料口,所述下料口一侧倾斜设置有下料板,所述下料板与第三传送带连接,所述金属件传送装置一端与第四传送带连接另一端与存放装置连接。
16.根据本发明所述的金属件自动贴膜生产线,其进一步的优选技术方案是:所述金属件传送装置包括皮带、转轮和电机,所述电机与转轮连接,所述转轮有两个,所述转轮设置在皮带的两端,所述皮带套装在转轮上,所述金属件传送装置有两个,分别设置在下模具的两端,所述金属件传送装置与下模具一样高。
17.相比现有技术,本发明的技术方案具有如下优点/有益效果:
18.本发明在贴膜时,通过磁铁来吸附金属件,然后再用夹持件夹紧,进行双层保护,防止金属件掉落。同时,在压块上设置有第一视角摄像头和光线发射器,第一视角摄像头可以直接观察压块的位置,方便调节位置,光线发射器发射的光线起辅助作用,可以通过光线来定位,使贴膜位置更精准。贴膜时,操作方便,无需用手拿取金属件,防止金属件刮花。本发明包括模切生产线、金属件生产线和贴合生产线,所述模切生产线、金属件生产线均与贴合生产线连接,能够实现最终贴膜。
附图说明
19.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根
据这些附图获得其他相关的附图。
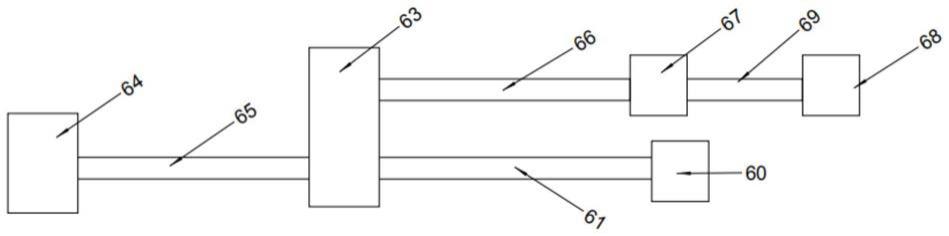
20.图1是本发明金属件自动贴膜生产线的俯视结构示意图。
21.图2是本发明模切生产线的正视结构示意图。
22.图3是本发明金属件生产线的正视结构示意图。
23.图4是本发明贴合机的结构示意图。
24.图5是本发明定位装置的顶视结构示意图。
25.图6是本发明抽屉内的结构示意图。
26.图7是本发明压块的结构示意图。
27.图8是本发明压块的剖面结构示意图。
28.图9是本发明压块的底部结构示意图。
29.图10是本发明金属件冲压模具的结构示意图。
30.图11是本发明下模具处的俯视结构示意图。
31.图12是本发明上模具与冲压模具头连接结构示意图。
32.图中标记分别为:1贴合机本体、2收纳箱、3定位装置、4移动装置、5支撑块、6贴合平台、7防滑垫、21箱体、22抽屉、23把手、24分隔板、41轮子、42连接杆、 51第一支撑块、52第二支撑块、53螺栓孔、31第一滑杆、32第二滑杆、33滑套、34 压块、35第一视角摄像头、36光线发射器、37伸缩杆;
33.100壳体、200竖杆、300夹持件、301磁铁、302连接块、303夹片、304滑轨、 305第一弹簧、306第二弹簧;
34.1000底板、1001顶板、1002上模具、1003下模具、1004冲压模具头、1005气缸、 1006固定杆、10007皮带、1008转轮、1009电机、1010下料板、1011减震垫、1012 模柄、1013固定块、1014连接杆;
35.60模切机、61第一传送带、62贴膜放卷装置、63贴合机、64收件装置、65第二传送带、66第三传送带、67金属件冲压模具、68回收装置、69第四传送带、70存放装置。
具体实施方式
36.为使本发明目的、技术方案和优点更加清楚,下面对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明的一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。
37.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中可以不对其进行进一步定义和解释。
38.实施例:
39.如图1至图3所示,金属件自动贴膜生产线,包括:模切机60、第一传送带61、贴膜放卷装置62、贴合机63、收件装置64、第二传送带65、第三传送带66、金属件冲压模具67、回收装置68、第四传送带69、存放装置70。所述模切生产线包括贴膜放卷装置62、模切机60和第一传送带61,所述贴膜放卷装置62与模切机60连接,贴膜放卷装置62是用来放置胶膜的,将
胶膜的一端与模切机60连接,模切机60就将胶膜切成预定的尺寸,所述模切机60和第一传送带61连接,第一传送带61用于传送切好的胶膜。
40.所述贴合生产线包括贴合机63、收件装置64和第二传送带65,所述第一传送带 61与第二传送带65连接,所述贴合机63设置在第一传送带61和第二传送带65之间,即切好的胶膜被第一传送带61传送至贴合机63,待与金属件贴膜后通过第二传送带 65运输至收件装置64。所述第二传送带65远离贴合机63的一端设置有收件装置64。
41.所述金属件生产线包括存放装置70、第三传送带66、金属件冲压模具67、回收装置68和第四传送带69,所述金属件冲压模具67一端与存放装置70连接,存放装置 70用来装待冲压的金属件,另一端与第三传送带66连接,所述第三传送带66与贴合机63连接,第三传送带66位于第一传送带61一旁,不与第二传送带65连接,即第三传送带66将金属件运输至贴合机63内,便于将金属件与胶膜贴合。所述第四传送带69两端分别与金属件冲压模具67、回收装置68连接,第四传送带69用于将金属件冲压后的废料运输至回收装置68回收。
42.如图4
‑
6所示,贴合机包括:贴合机本体1、收纳箱2、定位装置3、移动装置4、支撑块5、贴合平台6、防滑垫7、箱体21、抽屉22、把手23、分隔板24、轮子41、连接杆42、第一支撑块51、第二支撑块52、螺栓孔53、第一滑杆31、第二滑杆32、滑套33、压块34、第一视角摄像头35、光线发射器36、伸缩杆37。所述收纳箱2设置在贴合机本体1之下,所述贴合机本体1与收纳箱2上部固定连接,所述收纳箱2 包括箱体21、抽屉22和把手23,所述抽屉22滑动设置在箱体21内,所述把手23固定设置在抽屉22外侧,即,拉动把手23,抽屉22可以在箱体21内滑动,所述收纳箱 2为长方体或正方体,所述抽屉22的形状与收纳箱2的形状相匹配,所述抽屉22有两个,一左一右的设置在箱体21内,设置两个箱体21便于分类区分不同的工具。所述抽屉22内设置有分隔板24使抽屉22形成若干个分隔区域,所述分隔板24至少有1 个,所述抽屉22的两侧设置有轨道,所述分隔板24的两端与轨道滑动连接使分隔板 24可以根据需要设定分隔区域的大小,便于放置不同的工具,更方便拿取和整理。
43.所述收纳箱2的底部设置有支撑块5,所述支撑块5起支撑的作用,所述支撑块5 包括第一支撑块51和第二支撑块52,所述第一支撑块51顶部与箱体21固定连接,所述第一支撑块51与第一支撑块52滑动连接,所述支撑块5上设置有螺栓孔53,所述第一支撑块51比第一支撑块52大,使第一支撑块52可以在第一支撑块51内滑动,第一支撑块52滑动时相当于在调节支撑块5的高度,当调节到合适的位置后,再用螺栓固定。所述第一支撑块52的底部设置有防滑垫7,可以防止打滑,增加摩擦力。
44.所述支撑块5的一侧与移动装置4连接,移动装置4设置的位置不会影响第一支撑块52的移动,所述移动装置4包括轮子41和连接杆42,所述连接杆42一端与轮子 41固定连接,另一端与第一支撑块51固定连接。
45.所述定位装置3设置在贴合机本体1顶部,所述定位装置3之下的贴合机本体1 上固定连接有贴合平台6。所述第一滑杆31有两根,所述第一滑杆31的两端部下方固定连接有伸缩杆37,所述伸缩杆37有四个,分别设置在第一滑杆31两端。即伸缩杆 37可以带动第一滑杆31上下移动。所述第二滑杆32有一根,所述第二滑杆32左右两端通过滑套33滑动连接在第一滑杆31上,所述第二滑杆32与滑套33固定连接,所述滑套与第一滑杆相匹配使得滑套能在第一滑杆上移动,从而带动第二滑杆移动。所述第二滑杆32上可滑动连接有压块34,即压块34可以在第二滑杆32上移动,所述压块34与贴合平台6相匹配。所述第一传送带通过
贴合平台与第二传送带连接,所述第三传送带设置在第二传送带一侧,但第一传送带和第二传送带均在定位装置之下。所述贴合平台处还可以设置一个摄像机,所述摄像机与控制器连接,所述控制器与蜂鸣器连接,即通过摄像机观察胶膜是否到达预设的位置,如果没有停在预设的位置,蜂鸣器进行预警。
46.如图7
‑
9所示,压头包括:壳体100、竖杆200、夹持件300、磁铁301、连接块 302、夹片303、滑轨304、第一弹簧305、第二弹簧306。所述连接块302远离竖杆200 的一端底部设置设置有磁铁301,磁铁可以为多个。所述夹片303有两个,分别设置在壳体100底部左右两端。所述夹片303一端与壳体100底部连接,另一端穿过连接块 302。所述壳体100底部设置有滑轨304,所述夹片303通过滑轨304在壳体100上水平滑动,所述连接块302和橡胶垫307上设置有与夹片303滑动轨迹相匹配的通道,即夹片303可以在壳体100底部和连接块302内水平滑动。
47.所述夹持件300还包括第一弹簧305和第二弹簧306,所述第一弹簧305两端分别与滑轨304和夹片303固定连接,所述第二弹簧306两端分别与竖杆200和夹片303 固定连接。竖杆200未伸缩时,第一弹簧305将夹片303尽可能向外拉,第二弹簧306 受力平衡,将夹片303与竖杆200连接起来,当竖杆200向上伸缩时,第二弹簧306 将夹片303向内拉,使夹片303向连接块302中心合拢,实现夹持功能。所述连接块 302的内部底部中间部位电性连接有第一视角摄像头,所述连接块302的内部底部外侧电性连接有光线发射器。通过第一视角摄像头35可以直接对压块34的位置直接观察,再通过第一视角摄像头35观察比对光线进行细微调节,从而很好的提高了贴合机的贴合精确性。
48.如图10
‑
12所示,金属件冲压模具包括:底板1000、顶板1001、上模具1002、下模具1003、冲压模具头1004、气缸1005、固定杆1006、皮带1007、转轮1008、电机 1009、下料板1010、减震垫1011、模柄1012、固定块1013、连接杆1014。所述顶板 1001在底板1000之上,所述底板1000与顶板1001相平行,所述下模具1003固定在底板1000上,所述上模具1002与气缸1005输出轴固定连接,即气缸1005带动上模具1002上下移动,所述气缸1005固定安装在顶板1001之上,也就是说,气缸1005 输出轴穿过顶板1001与上模具1002顶部固定连接。所述底板1000和顶板1001通过固定杆1006固定连接,固定杆1006起支撑作用。所述气缸1005可以设置两个,分别设置在顶板1001的左右两侧。所述上模具1002的底部设置有减震垫1011。
49.所述上模具1002顶部中间位置设置有模柄1012,所述模柄1012下端与固定块1013 固定连接,所述固定块1013下方固定设置有连接杆1014,所述连接杆1014远离固定块1013的一端设有内螺纹,所述连接杆1014的内螺纹与冲压模具头1004的外螺纹通过螺纹连接,即旋转冲压模具头1004就可以取下冲压模具头1004。所述连接杆1014 由多根半径从大到小依次排列的杆焊接在一起,越靠近模具头的杆越小,它可以使连接杆1014受力逐级减小,防止受力过大折断。
50.所述底板1000上设置有金属件传送装置,所述金属件传送装置与下模具1003连接,方便将金属件传送至下模具1003的位置或在冲压完毕后方便移走。所述金属件传送装置包括皮带1007、转轮1008和电机1009,所述电机1009与转轮1008连接,所述转轮1008有两个,所述皮带1007套装在两个转轮1008上。所述转轮1008设置在皮带1007的两端。所述金属件传送装置有两个,分别设置在下模具1003的两端,所述金属件传送装置与下模具1003一
样高。所述两个金属件传送装置位于同一条直线上。
51.所述下模具1003之下的底板1000上设置有下料口,所述下料口一侧倾斜设置有下料板1010,冲压成型后的金属件通过下料板1010落下,所述下料板与第三传送带连接,所述金属件传送装置一端与第四传送带连接另一端与存放装置连接。
52.使用时,存放装置给金属件冲压模具提供金属件原料,启动电机1009,金属件被金属件传送装置传送到下模具1003上,到达预定位置后皮带1007停止传动,启动气缸1005,上模具1002下压,对金属件冲压,然后上模具1002回缩,完成一次冲压,制品通过下料口,并从下料板1010滑下,落至第三传送带,然后被第三传送带传送至贴合机处。贴膜放卷装置给模切机提供胶膜,胶膜被模切机切成预定尺寸,然后被第一传送带运输至贴合机上的贴合平台。
53.进行贴膜时,将第一视角摄像头35连接智能终端,压块34底部的第一视角摄像头35将视频信息传输至终端供操作人员查看,便于进行精准调节,光线发射器36发射光线,通过观察光线来移动压块34位置,与待贴合物进行边缘的对齐。第三传送带每次将制品传送至同一位置后停止,第一传送带将胶膜也传送至同一位置后停止,即制品与胶膜的前后位置相同,所以第一次调节压块的前后的位置,使压块与制品对齐,在以后的操作只需要左右移动压块,节约时间。
54.前后对齐后,通过第一视角摄像头35可以对压块34的位置直接观察,光线发射器发射的光线可以辅助定位。向第三传送带的方向平移压块,对准后,使伸缩杆下压,磁铁将制品吸附住,此时竖杆未收缩,第一弹簧将夹片303拉至最外侧,同时夹片303 未穿过连接块302,防止夹片303阻挡磁铁301吸附金属件,然后使竖杆200向上收缩,竖杆拉动第二弹簧,当第二弹簧306的拉力大于第一弹簧305的拉力时,夹片303向连接块302中心收拢,夹紧制品,对制品进行固定,防止掉落。
55.然后向第一传送带的方向平移压块,对准胶膜后,使竖杆向下移动,夹片收回,只有磁铁对制品进行吸附,然后使伸缩杆下压,制品贴在胶膜上,再收回伸缩杆。启动第二传送带,第二传送带将贴膜后的制品传送至收件装置。然后重复以上操作进行贴膜。
56.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
57.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
58.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在
第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度低于第二特征。
59.以上仅是本发明的优选实施方式,应当指出的是,上述优选实施方式不应视为对本发明的限制,本发明的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本发明的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
60.1贴合机本体、2收纳箱、3定位装置、4移动装置、5支撑块、6贴合平台、7防滑垫、21箱体、22抽屉、23把手、24分隔板、41轮子、42连接杆、51第一支撑块、 52第二支撑块、53螺栓孔、31第一滑杆、32第二滑杆、33滑套、34压块、35第一视角摄像头、36光线发射器、37伸缩杆;
61.100壳体、200竖杆、300夹持件、301磁铁、302连接块、303夹片、304滑轨、 305第一弹簧、306第二弹簧;
62.1000底板、1001顶板、1002上模具、1003下模具、1004冲压模具头、1005气缸、 1006固定杆、10007皮带、1008转轮、1009电机、1010下料板、1011减震垫、1012 模柄、1013固定块、1014连接杆;
63.60模切机、61第一传送带、62贴膜放卷装置、63贴合机、64收件装置、65第二传送带、66第三传送带、67金属件冲压模具、68回收装置、69第四传送带、70存放装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

