1.本发明涉及结构胶带技术领域,尤其涉及一种汽车及轨道交通用膨胀型结构胶带及其制备方法。
背景技术:
2.由于石油资源的稀缺和电池续航能力的受限,节能环保和减轻自重来降低成本是汽车及轨道交通领域当前迫切需要实现的目标。同时,随着行车运行安全性和舒适性要求的提高,采用胶黏剂粘接的方法来提高车身刚度、耐久性和改善汽车的噪音、震动和平顺性(nvh)变得十分有必要;现有的丙烯酸脂类胶黏剂具有较好的耐紫外光和老化性能,但其粘接强度较低,其应用范围有限,通常被用于车身外部,聚氨酯类胶黏剂,通常需要做成双组分才能实现较高的粘接强度,且配方复杂,不便于施工,而通用型的单组分环氧树脂虽然具有优异的粘接强度,但其随发泡倍率的增大而明显减小,而且在室温下其初粘力较大,需要撕掉其表面的隔离膜(或pe膜)才能施工,不利于自动化和智能化生产,因此,本发明提出一种汽车及轨道交通用膨胀型结构胶带及其制备方法以解决现有技术中存在的问题。
技术实现要素:
3.针对上述问题,本发明的目的在于提出一种汽车及轨道交通用膨胀型结构胶带及其制备方法,该汽车及轨道交通用膨胀型结构胶带及其制备方法制备的结构胶带粘胶层发泡率高,且与钣金具有较高粘接强度,有利于减轻汽车和轨道交通工具自身的重量,节约能源,降低成本,增强了汽车及轨道交通工具的整体刚度和静刚度、耐久性,提升了其隔音和降噪的能力,同时它可以直接贴附在被粘接物上使用,无需人工撕膜操作,有利于自动化和智能化生产。
4.为实现本发明的目的,本发明通过以下技术方案实现:一种汽车及轨道交通用膨胀型结构胶带及其制备方法,包括粘贴膜和粘胶层,所述粘胶层由混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料混合而成,所述混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料混合占比为30
‑
60%、1
‑
10%、10
‑
30%、2
‑
15%、1
‑
20%、1
‑
10%、1
‑
10%、0.5
‑
5%和0.4
‑
0.6%。
5.进一步改进在于:所述混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为64.5%、1%、22.5%、3%、1%、3%、5%、1%和0.5%混合而成。
6.进一步改进在于:所述混合环氧树脂由液体环氧树脂、固体环氧树脂和固体橡胶混合制成,所述液体环氧树脂、固体环氧树脂和固体橡胶的占比为18
‑
25%、25
‑
30%、4
‑
17%。
7.进一步改进在于:所述无机填料为碳酸钙,所述发泡剂为偶氮二甲酰胺,所述发泡促进剂为氧化锌,所述增强纤维为芳纶纤维、聚酯纤维、尼龙纤维和石棉纤维中的一种。
8.进一步改进在于:所述固化剂为n
‑
氨乙基哌嗪、二乙烯三胺、间苯二甲胺和双氰胺
中的一种,所述促进剂为脂肪胺促进剂、酸酐促进剂、聚醚胺催化剂和潜伏型催化剂中的一种。
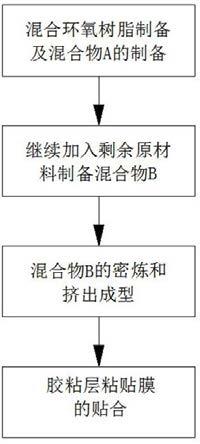
9.一种汽车及轨道交通用膨胀型结构胶带的制备方法,其特征在于包括以下步骤:步骤一、混合环氧树脂制备,将液体环氧树脂、固体环氧树脂和固体橡胶加入捏合机中捏合直至融化均匀,制得混合环氧树脂,然后向混合环氧树脂中加入无机填料继续捏合均匀得到混合物a;步骤二、向步骤一中的混合物a中加入增强纤维和改性环氧树脂、发泡剂和发泡促进剂继续捏合至混合均匀,然后加入固化剂、促进剂和颜料继续捏合至混合均匀,得到混合物b;步骤三、将混合物b加入至密炼机中混合,混合后的物料加入挤出成型设备中,利用挤出成型机制备成所需尺寸的结构胶带粘胶层;步骤四、将步骤三中制备的粘胶层表面贴合上低熔点、高温具有粘接性的粘贴膜薄膜,即得到完整产品。
10.进一步改进在于:所述步骤一中捏合机加入材料混合前需要提前预热,升温至85℃后保持,所述步骤二中混合时捏合机温度保持在80
‑
90℃之间。
11.本发明的有益效果为:本发明制备的结构胶带粘胶层发泡率高,且与钣金具有较高粘接强度,有利于减轻汽车和轨道交通工具自身的重量,节约能源,降低成本,增强了汽车及轨道交通工具的整体刚度和静刚度、耐久性,提升了其隔音和降噪的能力,同时它可以直接贴附在被粘接物上使用,无需人工撕膜操作,有利于自动化和智能化生产。
附图说明
12.图1为本发明制备流程图。
具体实施方式
13.为了加深对本发明的理解,下面将结合实施例对本发明做进一步详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
14.实施例1根据图1所示,本实施例提供了一种汽车及轨道交通用膨胀型结构胶带及其制备方法,包括粘贴膜和粘胶层,所述粘胶层由混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为30
‑
60%、1
‑
10%、10
‑
30%、2
‑
15%、1
‑
20%、1
‑
10%、1
‑
10%、0.5
‑
5%和0.4
‑
0.6%混合而成。
15.所述混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为64.5%、1%、22.5%、3%、1%、3%、5%、1%和0.5%混合而成。
16.所述混合环氧树脂由液体环氧树脂、固体环氧树脂和固体橡胶混合制成,所述液体环氧树脂、固体环氧树脂和固体橡胶的占比为19.5%、28%和17%。
17.所述无机填料为碳酸钙,所述发泡剂为偶氮二甲酰胺,所述发泡促进剂为氧化锌,所述增强纤维为芳纶纤维、聚酯纤维、尼龙纤维和石棉纤维中的一种。
18.所述固化剂为n
‑
氨乙基哌嗪、二乙烯三胺、间苯二甲胺和双氰胺中的一种,所述促进剂为脂肪胺促进剂、酸酐促进剂、聚醚胺催化剂和潜伏型催化剂中的一种。
19.一种汽车及轨道交通用膨胀型结构胶带的制备方法,其特征在于包括以下步骤:步骤一、混合环氧树脂制备,将液体环氧树脂、固体环氧树脂和固体橡胶加入捏合机中捏合直至融化均匀,制得混合环氧树脂,然后向混合环氧树脂中加入无机填料继续捏合均匀得到混合物a;步骤二、向步骤一中的混合物a中加入增强纤维和改性环氧树脂、发泡剂和发泡促进剂继续捏合至混合均匀,然后加入固化剂、促进剂和颜料继续捏合至混合均匀,得到混合物b;步骤三、将混合物b加入至密炼机中混合,混合后的物料加入挤出成型设备中,利用挤出成型机制备成所需尺寸的结构胶带粘胶层;步骤四、将步骤三中制备的粘胶层表面贴合上低熔点、高温具有粘接性的粘贴膜薄膜,即得到完整产品。
20.所述步骤一中捏合机加入材料混合前需要提前预热,升温至85℃后保持,所述步骤二中混合时捏合机温度保持在80
‑
90℃之间。
21.制备出的胶带常规性能如下:剪切强度为2.5mpa,发泡率为242%,t型剥离强度为45.3n/25mm。
22.实施例2根据图1所示,本实施例提供了一种汽车及轨道交通用膨胀型结构胶带及其制备方法,包括粘贴膜和粘胶层,所述粘胶层由混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为30
‑
60%、1
‑
10%、10
‑
30%、2
‑
15%、1
‑
20%、1
‑
10%、1
‑
10%、0.5
‑
5%和0.4
‑
0.6%混合而成。
23.所述混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为51.5%、1%、22.5%、15%、1%、3%、5%、1%和0.5%混合而成。
24.所述混合环氧树脂由液体环氧树脂、固体环氧树脂和固体橡胶混合制成,所述液体环氧树脂、固体环氧树脂和固体橡胶的占比为20.5%、25%和6%。
25.所述无机填料为碳酸钙,所述发泡剂为偶氮二甲酰胺,所述发泡促进剂为氧化锌,所述增强纤维为芳纶纤维、聚酯纤维、尼龙纤维和石棉纤维中的一种。
26.所述固化剂为n
‑
氨乙基哌嗪、二乙烯三胺、间苯二甲胺和双氰胺中的一种,所述促进剂为脂肪胺促进剂、酸酐促进剂、聚醚胺催化剂和潜伏型催化剂中的一种。
27.一种汽车及轨道交通用膨胀型结构胶带的制备方法与实施例1相同。
28.制备出的胶带常规性能如下:剪切强度为6.74mpa,发泡率为215%,t型剥离强度为65.5n/25mm。
29.实施例3根据图1所示,本实施例提供了一种汽车及轨道交通用膨胀型结构胶带及其制备方法,包括粘贴膜和粘胶层,所述粘胶层由混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为30
‑
60%、1
‑
10%、10
‑
30%、2
‑
15%、1
‑
20%、1
‑
10%、1
‑
10%、0.5
‑
5%和0.4
‑
0.6%混合而成。
30.所述混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为52.5%、1%、22.5%、15%、1%、3%、5%、1%和0.5%混合而成。
31.所述混合环氧树脂由液体环氧树脂、固体环氧树脂和固体橡胶混合制成,所述液
体环氧树脂、固体环氧树脂和固体橡胶的占比为23.5%、25%和4%。
32.所述无机填料为碳酸钙,所述发泡剂为偶氮二甲酰胺,所述发泡促进剂为氧化锌,所述增强纤维为芳纶纤维、聚酯纤维、尼龙纤维和石棉纤维中的一种。
33.所述固化剂为n
‑
氨乙基哌嗪、二乙烯三胺、间苯二甲胺和双氰胺中的一种,所述促进剂为脂肪胺促进剂、酸酐促进剂、聚醚胺催化剂和潜伏型催化剂中的一种。
34.一种汽车及轨道交通用膨胀型结构胶带的制备方法与实施例1相同。
35.制备出的胶带常规性能如下:剪切强度为8.3mpa,发泡率为168%,t型剥离强度为73.7n/25mm。
36.实施例4根据图1所示,本实施例提供了一种汽车及轨道交通用膨胀型结构胶带及其制备方法,包括粘贴膜和粘胶层,所述粘胶层由混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为30
‑
60%、1
‑
10%、10
‑
30%、2
‑
15%、1
‑
20%、1
‑
10%、1
‑
10%、0.5
‑
5%和0.4
‑
0.6%混合而成。
37.所述混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为52%、1%、22.5%、15%、1%、1%、5%、1%和0.5%混合而成。
38.所述混合环氧树脂由液体环氧树脂、固体环氧树脂和固体橡胶混合制成,所述液体环氧树脂、固体环氧树脂和固体橡胶的占比为21%、27%和4%。
39.所述无机填料为碳酸钙,所述发泡剂为偶氮二甲酰胺,所述发泡促进剂为氧化锌,所述增强纤维为芳纶纤维、聚酯纤维、尼龙纤维和石棉纤维中的一种。
40.所述固化剂为n
‑
氨乙基哌嗪、二乙烯三胺、间苯二甲胺和双氰胺中的一种,所述促进剂为脂肪胺促进剂、酸酐促进剂、聚醚胺催化剂和潜伏型催化剂中的一种。
41.一种汽车及轨道交通用膨胀型结构胶带的制备方法与实施例1相同。
42.制备出的胶带常规性能如下:剪切强度为5.1mpa,发泡率为244%,t型剥离强度为54.3n/25mm。
43.实施例5根据图1所示,本实施例提供了一种汽车及轨道交通用膨胀型结构胶带及其制备方法,包括粘贴膜和粘胶层,所述粘胶层由混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为30
‑
60%、1
‑
10%、10
‑
30%、2
‑
15%、1
‑
20%、1
‑
10%、1
‑
10%、0.5
‑
5%和0.4
‑
0.6%混合而成。
44.所述混合环氧树脂、增强纤维、无机填料、改性环氧树脂、发泡剂、发泡促进剂、固化剂、促进剂和颜料按占比为52.5%、1%、22.5%、15%、1%、1%、5%、1%和0.5%混合而成。
45.所述混合环氧树脂由液体环氧树脂、固体环氧树脂和固体橡胶混合制成,所述液体环氧树脂、固体环氧树脂和固体橡胶的占比为20.5%、28%和4%。
46.所述无机填料为碳酸钙,所述发泡剂为偶氮二甲酰胺,所述发泡促进剂为氧化锌,所述增强纤维为芳纶纤维、聚酯纤维、尼龙纤维和石棉纤维中的一种。
47.所述固化剂为n
‑
氨乙基哌嗪、二乙烯三胺、间苯二甲胺和双氰胺中的一种,所述促进剂为脂肪胺促进剂、酸酐促进剂、聚醚胺催化剂和潜伏型催化剂中的一种。
48.一种汽车及轨道交通用膨胀型结构胶带的制备方法与实施例1相同。
49.制备出的胶带常规性能如下:剪切强度为7.8mpa,发泡率为150%,t型剥离强度为
68.1n/25mm。
50.该汽车及轨道交通用膨胀型结构胶带及其制备方制备的结构胶带粘胶层发泡率高,且与钣金具有较高粘接强度,有利于减轻汽车和轨道交通工具自身的重量,节约能源,降低成本,增强了汽车及轨道交通工具的整体刚度和静刚度、耐久性,提升了其隔音和降噪的能力,同时它可以直接贴附在被粘接物上使用,无需人工撕膜操作,有利于自动化和智能化生产。
51.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

