1.本实用新型涉及车架技术领域,具体为一种低压铸造铝合金后副车架。
背景技术:
2.汽车常见连杆结构,采用独立支架结构。前束连杆安装点在纵摆臂安装点之下要有一个安装工具的过孔以实现前束连杆的安装,过孔在在铝合金副车架铸造脱模时是无法实现的,所以在设计时,选择独立支架结构。前束安装点不与副车架本体一体铸造,由独立支架上设计前束安装点,独立支架通过安装点使用螺栓与副车架本体连接在一起。
3.虽然能解决铝合金副车架连杆硬点布置导致无法脱模铸造的问题,但实际设计过程中都存在一定的局限性或是加工工艺复杂的的问题,其中包括:安装点位置度难以保证,连杆安装点通过螺栓连接在副车架本体,这种情况下,前束安装点位置度受螺栓连接精度和螺栓安装孔加工精度影响,难以保证位置度1mm的常用精度;副车架重量超重,成本升高,采用螺栓连接的情况下,为保证连杆安装点的强度性能,支架需要设计的非常厚大以满足强度要求,支架上还要另外设计螺栓安装点,也要预留足够厚度满足螺栓连接压溃校核要求,这都导致副车架整体的重量升高,进而导致副车架成本升高;增加加工、装配工序,耗费工时,与一体铸造铝合金副车架相比,要在副车架及支架上增加螺栓安装点机加工工序,加工完成后还要经过整理线实现独立支架与副车架的安装,这些工时的耗费,会增加厂家的制造成本。
技术实现要素:
4.因此,本实用新型的目的是提供一种低压铸造铝合金后副车架,安装点精度高,结构简单,副车架重量轻,缩短制造流程,简化加工工序,提高生产效率。
5.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
6.一种低压铸造铝合金后副车架,其包括:
7.副车架本体,设置为空心结构;
8.前束连杆安装点,一体设置在所述副车架本体上;
9.前束连杆安装工具过孔,设置在所述副车架本体的外壁上;
10.纵摆臂安装点,设置在所述副车架本体的外部,且位于所述前束连杆安装工具过孔的上部。
11.作为本实用新型所述的一种低压铸造铝合金后副车架的一种优选方案,其中,所述副车架本体设置为空心铝合金铸造结构,且为一体铸造。
12.作为本实用新型所述的一种低压铸造铝合金后副车架的一种优选方案,其中,所述前束连杆安装工具过孔的位置及形状可根据副车架本体的布局和性能设计要求进行相应调整。
13.作为本实用新型所述的一种低压铸造铝合金后副车架的一种优选方案,其中,所
述前束连杆安装点(200)可安装外倾连杆或导向臂。
14.与现有技术相比,本实用新型具有的有益效果是:在具体使用时,通过一体成型铸造的副车架本体,副车架本体设计为空心铝合金铸造结构,前束连杆安装点直接铸造在本体上,在副车架本体外壁上增加前束连杆安装工具过孔,前束连杆安装工具过孔在纵摆臂安装点之下,本实用新型将独立的连杆安装支架改进为与副车架一体铸造,利用副车架本体的空心结构,在外壁设计过孔满足工具安装要求,且结构简单,副车架重量轻,缩短制造流程,简化加工工序,提高生产效率。
附图说明
15.为了更清楚地说明本实用新型实施方式的技术方案,下面将将结合附图和详细实施方式对本实用新型进行详细说明,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
16.图1为本实用新型的一种低压铸造铝合金后副车架的整体结构示意图;
具体实施方式
17.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
18.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
19.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
20.本实用新型提供一种低压铸造铝合金后副车架,结构简单,副车架重量轻,缩短制造流程,简化加工工序,提高生产效率。
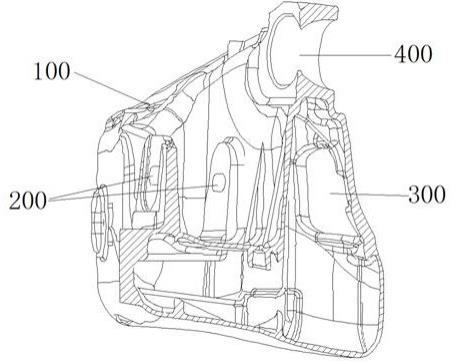
21.图1示出的是本实用新型一种低压铸造铝合金后副车架一实施方式的结构示意图,请参阅图1,本实施方式的一种低压铸造铝合金后副车架包括副车架本体100、前束连杆安装点200、前束连杆安装工具过孔300和纵摆臂安装点400。
22.副车架本体100用于支撑作用,具体的,副车架本体100设置为空心铝合金铸造结构,且为一体铸造,在具体使用时,副车架本体100使用一体铸造结构,前束连杆安装支架与副车架本体100融合,副车架材料连续一致,性能传递更好,避免有厚大的实心部位,起到很好的减重效果,降低副车架成本,取消独立的连杆安装支架改进为与连杆安装支架与副车架一体铸造,取消了连杆支架的独立铸造、机加工、装配等工艺流程,简化加工工序,缩短工时,提高生产效率,且在一定程度上提高了产品的合格率。
23.前束连杆安装点200用于供前束连杆的安装固定,具体的,前束连杆安装点200一体设置在副车架本体100上,在具体使用时,通过一体式铸造在副车架本体100上,取消了安装螺栓,避免了螺栓安装、螺栓孔机加工等制造误差对前束连杆安装点200精度的影响,前束连杆安装点200在机加工时一次性加工完成,在副车架本体100总成基准体系系下,前束
连杆安装点200 精度大幅提高。
24.前束连杆安装工具过孔300用于配合副车架本体100布局和性能,具体的,前束连杆安装工具过孔300设置在副车架本体100的外壁上,在本实施方式中,前束连杆安装工具过孔300的位置及形状可根据副车架本体100的布局和性能设计要求进行相应调整。
25.纵摆臂安装点400,用于供纵摆臂的安装固定,具体的,纵摆臂安装点400 设置在副车架本体100的外部,且位于前束连杆安装工具过孔300的上部。
26.结合图1,本实施方式的一种低压铸造铝合金后副车架,在具体使用时,通过一体成型铸造的副车架本体100,副车架本体100设计为空心铝合金铸造结构,前束连杆安装点200直接铸造在本体上,在副车架本体100外壁上增加前束连杆安装工具过孔300,前束连杆安装工具过孔300在纵摆臂安装点 400之下,本实用新型将独立的连杆安装支架改进为与副车架一体铸造,利用副车架本体100的空心结构,在外壁设计过孔满足工具安装要求,且结构简单,副车架重量轻,缩短制造流程,简化加工工序,提高生产效率。
27.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。