1.本发明涉及纺织印染技术领域,尤其涉及一种多色渐变纱线的纺织方法。
背景技术:
2.随着人们对个性化穿着的不断追求,对颜色、编织方法提出了更高的要求,传统的段染色段变化少,过渡相对单调,由于采用一根毛条牵伸,没有负相关的并合,条干有明显的粗细不匀,编织出衣服色段单调,没有明显的过渡色,已经不能满足人们的需要。
3.近来,市面上有改良品种,采用两根相同颜色的毛条并合纺纱,虽然在一定程度上解决了条干问题,也增加了一些过渡的渐变色,但是颜色搭配是随机的,没有规律可言,在同一件衣服上呈现杂乱无章的渐变色,美感不足。
技术实现要素:
4.本发明的目的在于提供一种多色渐变纱线的纺织方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明所采取的技术方案是:一种多色渐变纱线的纺织方法,所述方法包括:(1)梳条:将重量百分数分别为40%的羊毛和60%的涤纶在针梳机中进行充分地混合梳理,得到初始毛条;(2)浸湿:将步骤(1)得到的初始毛条浸泡在含有表面活性剂的水中,充分浸透后脱水,得到脱水毛条;(3)段染:将步骤(2)得到的脱水毛条按照一字形、或u字形或之字形均匀铺在输送带上,在输送带的作用下移动分别经由6个依次间隔设置且分别用于喷涂a、b、c、d、a、b颜色的喷头对脱水毛条进行间段染色得到第一类毛条,以及经由输送带上方的2个间隔设置且用于喷涂a、b颜色的喷头对脱水毛条进行间段染色得到第二类毛条,其中,第二类毛条中a颜色的段距与第一类毛条中相邻a、b、c颜色的段距之和相等,第二类毛条中b颜色的段距与第一类毛条中相邻a、b、d颜色的段距之和相等;段染完成后用压辊碾压,经过蒸箱高温固色;(4)纺纱:将一根第一类毛条和一根第二类毛条一起并和纺纱,得到多色渐变色纱线。
6.作为本发明的进一步改进,所述步骤(1)和所述步骤(2)之间还包括下述步骤:装包:将脱水毛条一层一层圈好后装入可透水的塑料编织袋中。
7.作为本发明的进一步改进,步骤(3)包括:将步骤(2)得到的脱水毛条喂入摆条机后,经摆条机左右摇摆使得脱水毛条按照“之”字形均匀铺在输送带上,在输送带的作用下移动。
8.作为本发明的进一步改进,所述步骤(4)包括:将两根毛条经过针梳机牵伸拉细后,依次经粗纱机和细纱机牵伸加捻,纺成所述多色渐变色纱线。
9.作为本发明的进一步改进,所述步骤(4)之后,所述方法还包括:(5)打捆:用摇纱机摇成绞,打捆;(6)烘干:将打成捆的多色渐变色纱线置于柔软剂中常温浸泡30
‑
40min后烘干,得到烘干后的多色渐变色;(7)回潮:将烘干的多色渐变色纱线进行自然吸湿,使线条更加饱满。
10.作为本发明的进一步改进,步骤(6)中柔软剂为甲基硅油。
11.作为本发明的进一步改进,步骤(2)中表面活性剂为c
18
h
35
‑
coona,表面活性剂的浓度为所加入毛条重量的1.8%
‑
2.2%。
12.作为本发明的进一步改进,所述针梳机的牵伸为4.2倍,粗纱机的牵伸为5.2倍,细砂机的牵伸为10倍。
13.作为本发明的进一步改进,所述细纱机的中皮辊开槽深度为1.8mm。
14.作为本发明的进一步改进,所述针梳机的毛条通道材质为氧化铝陶瓷。
15.采用上述技术方案所产生的有益效果在于:(1)通过将段染a、b、c、d颜色的毛条和段染a、b颜色合并纺纱,形成了包含a、b两个清晰的素色,且两个素色之间是ac、bd的渐变朦胧色的多色渐变色纱线,更佳美观。
16.(2)在梳条和浸湿过程中增加了装包步骤,在后续脱水能够减少毛条和脱水机的摩擦,防止挂毛,提高了效率和品质(制成率达到92%,班产量达到600kg/班);另外,消除了在毛球抽芯时造成的加捻,使毛条能更好的梳理,提高品质降低消耗。
附图说明
17.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
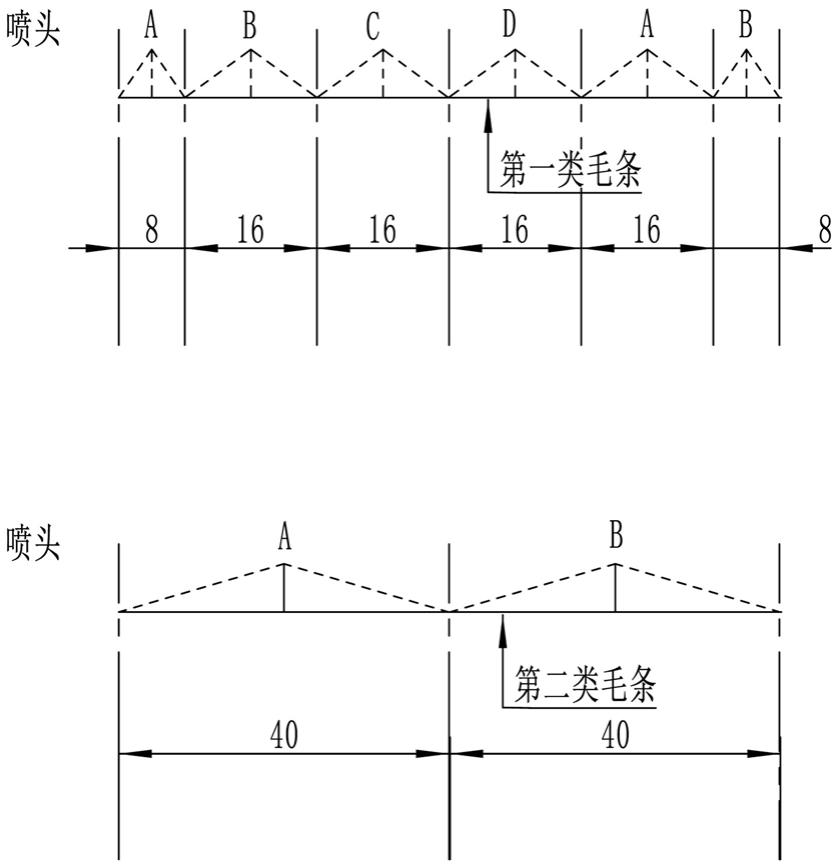
18.图1是本发明实施例提供的一种第一类毛条和第二类毛条段染示意图。
19.图2是本发明实施例提供的一种第一类毛条和第二类毛条段染后的主视图。
20.图3是本发明实施例提供的另一种第一类毛条和第二类毛条段染示意图。
21.图4是本发明实施例提供的另一种第一类毛条和第二类毛条段染后的主视图。
22.图5是本发明实施例提供的另一种第一类毛条和第二类毛条段染示意图。
23.图6是本发明实施例提供的另一种第一类毛条和第二类毛条段染后的主视图。
24.图7是本发明实施例提供的另一种第一类毛条和第二类毛条段染示意图。
25.图8是本发明实施例提供的另一种第一类毛条和第二类毛条段染后的主视图。
具体实施方式
26.为使本发明的目的、技术方案和优点更加清楚,下面结合具体实施例对发明进行清楚、完整的描述。
27.实施例1一种多色渐变纱线的纺织方法,方法包括:(1)梳条:将重量百分数分别为40%的羊毛和60%的涤纶依次在型号为b412
→
b423
→
b432的针梳机中进行充分地混合梳理,得到初始毛条;(2)装包:将脱水毛条一层一层圈好后装入可透水的塑料编织袋中,每袋装17kg;(3)浸湿:将500kg塑料编织袋浸泡在4000l、浓度为2.5g/l的c
18
h
35
‑
coona水溶液中,充分浸透后脱水,得到脱水毛条;(4)段染:将步骤(3)得到的脱水毛条按照一字形均匀铺在输送带上,在输送带的作用下移动,分别经由输送带上方的6个依次间隔设置且分别用于喷涂a、b、c、d、a、b颜色的喷头对脱水毛条进行间段染色得到第一类毛条,以及经由输送带上方的2个间隔设置且用于喷涂a、b颜色的喷头对脱水毛条进行间段染色得到第二类毛条。
28.如图1和图2所示,第一类毛条:依次段染有a颜色(段距8cm)、b颜色(段距16cm)、c颜色(段距16cm)、d颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距8cm);颜色配方a红色(染料黄1.2%、染料红2.0%、染料兰0.01%),b兰色(染料黄0.027%、染料红0.1098%、染料深兰0.8%),c咖啡色(染料黄0.54%、染料红0.35%、染料深兰0.40%),d红色(染料黄0.36%、染料红1.8%、染料深兰0.15%)。
29.第二类毛条:依次段染有a颜色(段距40cm)、b颜色(段距40cm),颜色配方a红色(染料黄1.2%、染料红2.0%、染料兰0.01%),b兰色(染料黄0.027%、染料红0.1098%、染料深兰0.8%)。
30.段染完成后用压辊碾压,经过蒸箱高温固色;(5)纺纱:将一根第一类毛条和一根第二类毛条经过毛条通道材质为氧化铝陶瓷、且牵伸为4.2倍的针梳机牵伸拉细后,经双喇叭口喂入牵伸为5.2倍的粗纱机牵伸加捻,再喂入牵伸为10倍且中皮辊开槽深度为1.8mm的细纱机牵伸加捻,纺成多色渐变色纱线;(6)打捆:用摇纱机摇成绞,打捆;(7)烘干:将打成捆的多色渐变色纱线置于甲基硅油中常温浸泡30min后烘干,得到烘干后的多色渐变色;(8)回潮:将烘干的多色渐变色纱线进行自然吸湿,使线条更加饱满。
31.实施例2(1)梳条:将重量百分数分别为40%的羊毛和60%的涤纶依次在型号为b412
→
b423
→
b432的针梳机中进行充分地混合梳理,得到初始毛条;(2)装包:将脱水毛条一层一层圈好后装入可透水的塑料编织袋中,每袋装17kg;(3)浸湿:将500kg塑料编织袋浸泡在4000l、浓度为2.5g/l的c
18
h
35
‑
coona水溶液中,充分浸透后脱水,得到脱水毛条;(4)段染:将步骤(3)得到的脱水毛条喂入摆条机后,经摆条机左右摇摆使得脱水毛条按照u字形均匀铺在输送带上,在输送带的作用下移动,分别经由输送带上方的6个依次间隔设置且分别用于喷涂a、b、c、d、a、b颜色的喷头对脱水毛条进行间段染色得到第一类毛条,以及经由输送带上方的2个间隔设置且用于喷涂a、b颜色的喷头对脱水毛条进行间段染色得到第二类毛条。
32.如图3和图4所示,第一类毛条:依次段染有a颜色(段距8cm)、b颜色(段距16cm)、c颜色(段距16cm)、d颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距16cm)、d颜色(段距16cm)、c颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距8cm);颜色配方a红色(染料黄0.36%、染料红1.8%、染料兰0.15%),b咖啡色(染料黄
0.54%、染料红0.35%、染料深兰0.40%),c红色(染料黄0.36%、染料红1.8%、染料深兰0.15%),d兰色(染料黄0.027%、染料红0.1098%、染料深兰0.8%)。
33.第二类毛条:依次段染有a颜色(段距40cm)、b颜色(段距80cm)、a颜色(段距40cm),颜色配方a红色(染料黄0.36%、染料红1.8%、染料兰0.15%),b咖啡色(染料黄0.54%、染料红0.35%、染料深兰0.40%)。
34.段染完成后用压辊碾压,经过蒸箱高温固色;(5)纺纱:将一根1#毛条和一根2#毛条经过毛条通道材质为氧化铝陶瓷、且牵伸为4.2倍的针梳机牵伸拉细后,经双喇叭口喂入牵伸为5.2倍的粗纱机牵伸加捻,再喂入牵伸为10倍且中皮辊开槽深度为1.8mm的细纱机牵伸加捻,纺成多色渐变色纱线;(6)打捆:用摇纱机摇成绞,打捆;(7)烘干:将打成捆的多色渐变色纱线置于甲基硅油中常温浸泡35min后烘干,得到烘干后的多色渐变色;(8)回潮:将烘干的多色渐变色纱线进行自然吸湿,使线条更加饱满。
35.实施例3(1)梳条:将重量百分数分别为40%的羊毛和60%的涤纶依次在型号为b412
→
b423
→
b432的针梳机中进行充分地混合梳理,得到初始毛条;(2)装包:将脱水毛条一层一层圈好后装入可透水的塑料编织袋中,每袋装17kg;(3)浸湿:将500kg塑料编织袋浸泡在4000l、浓度为2.5g/l的c
18
h
35
‑
coona水溶液中,充分浸透后脱水,得到脱水毛条;(4)段染:将步骤(3)得到的脱水毛条喂入摆条机后,经摆条机左右摇摆使得脱水毛条按照之字形均匀铺在输送带上,在输送带的作用下移动,分别经由输送带上方的6个依次间隔设置且分别用于喷涂a、b、c、d、a、b颜色的喷头对脱水毛条进行间段染色得到第一类毛条,以及经由输送带上方的2个间隔设置且用于喷涂a、b颜色的喷头对脱水毛条进行间段染色得到第二类毛条。
36.如图5和图6所示,第一类毛条:依次段染有a颜色(段距8cm)、b颜色(段距16cm)、c颜色(段距16cm)、d颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距16cm)、d颜色(段距16cm)、c颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距16cm)、c颜色(段距16cm)、d颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距8cm)。
37.颜色配方a红色(染料黄1.2%、染料红2.0%、染料兰0.01%),b绿色(染料黄0.50%、染料红0.023%、染料深兰1.2%),c兰色(染料黄0.091%、染料红0.65%、染料深兰2.5%),d兰色(染料黄0.027%、染料红0.1098%、染料深兰0.8%)。
38.2#毛条:依次段染有a颜色(段距40cm)、b颜色(段距80cm)、a颜色(段距80cm)颜色、b颜色(段距40cm),颜色配方a红色(染料黄1.2%、染料红2.0%、染料兰0.01%),b绿色(染料黄0.50%、染料红0.023%、染料深兰1.2%)。
39.段染完成后用压辊碾压,经过蒸箱高温固色;(5)纺纱:将一根1#毛条和一根2#毛条经过毛条通道材质为氧化铝陶瓷、且牵伸为4.2倍的针梳机牵伸拉细后,经双喇叭口喂入牵伸为5.2倍的粗纱机牵伸加捻,再喂入牵伸为10倍且中皮辊开槽深度为1.8mm的细纱机牵伸加捻,纺成多色渐变色纱线;(6)打捆:用摇纱机摇成绞,打捆;
(7)烘干:将打成捆的多色渐变色纱线置于甲基硅油中常温浸泡40min后烘干,得到烘干后的多色渐变色;(8)回潮:将烘干的多色渐变色纱线进行自然吸湿,使线条更加饱满。
40.实施例4(1)梳条:将重量百分数分别为40%的羊毛和60%的涤纶依次在型号为b412
→
b423
→
b432的针梳机中进行充分地混合梳理,得到初始毛条;(2)装包:将脱水毛条一层一层圈好后装入可透水的塑料编织袋中,每袋装17kg;(3)浸湿:将500kg塑料编织袋浸泡在4000l、浓度为2.5g/l的c
18
h
35
‑
coona水溶液中,充分浸透后脱水,得到脱水毛条;(4)段染:将步骤(3)得到的脱水毛条喂入摆条机后,经摆条机左右摇摆使得脱水毛条按照之字形均匀铺在输送带上,在输送带的作用下移动,分别经由输送带上方的6个依次间隔设置且分别用于喷涂a、b、c、d、a、b颜色的喷头对脱水毛条进行间段染色得到第一类毛条,以及经由输送带上方的2个间隔设置且用于喷涂a、b颜色的喷头对脱水毛条进行间段染色得到第二类毛条。
41.如图7和图8所示,第一类毛条:依次段染有a颜色(段距8cm)、b颜色(段距16cm)、c颜色(段距16cm)、d颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距16cm)、d颜色(段距16cm)、c颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距16cm)、c颜色(段距16cm)、d颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距16cm)、d颜色(段距16cm)、c颜色(段距16cm)、b颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距16cm)、c颜色(段距16cm)、d颜色(段距16cm)、a颜色(段距16cm)、b颜色(段距8cm)。
42.颜色配方a红色(染料黄1.2%、染料红2.0%、染料兰0.01%),b绿色(染料黄0.50%、染料红0.023%、染料深兰1.2%),c兰色(染料黄0.091%、染料红0.65%、染料深兰2.5%),d兰色(染料黄0.027%、染料红0.1098%、染料深兰0.8%)。
43.2#毛条:依次段染有a颜色(段距40cm)、b颜色(段距80cm)、a颜色(段距80cm)、b颜色(段距80cm)、a颜色(段距80cm)、b颜色(段距40cm),颜色配方a红色(染料黄1.2%、染料红2.0%、染料兰0.01%),b绿色(染料黄0.50%、染料红0.023%、染料深兰1.2%)。
44.段染完成后用压辊碾压,经过蒸箱高温固色;(5)纺纱:将一根1#毛条和一根2#毛条经过毛条通道材质为氧化铝陶瓷、且牵伸为4.2倍的针梳机牵伸拉细后,经双喇叭口喂入牵伸为5.2倍的粗纱机牵伸加捻,再喂入牵伸为10倍且中皮辊开槽深度为1.8mm的细纱机牵伸加捻,纺成多色渐变色纱线;(6)打捆:用摇纱机摇成绞,打捆;(7)烘干:将打成捆的多色渐变色纱线置于甲基硅油中常温浸泡40min后烘干,得到烘干后的多色渐变色;(8)回潮:将烘干的多色渐变色纱线进行自然吸湿,使线条更加饱满。
45.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

