1.本发明涉及包装盒自动化设备,具体涉及一种连体包装盒自动组装的方法及生产线。
背景技术:
2.包装盒顾名思义就是用来包装产品的盒子,可以按材料来分类比如纸盒,铁盒,木盒,布盒,皮盒,亚克力盒,瓦楞包装盒等,也可以按产品的名称来分类比如精美礼盒、食品包装盒、文具盒等,包装盒的生产设备很多,其中包装盒组装机就是其中之一。
3.在包装盒制作过程中,需将底盒与盖子连接一体,底盒与盖子连接一体过程中则需将中心条纸板粘贴两者之间,之后将中心条纸板对齐底盒与盖子,粘贴到两者之间相邻的边上,通过中心条纸板粘贴完成后,盖子可以沿着粘贴的边进行翻转,然而,由于包装盒制造商过去是以人工的方式通过粘胶将中心条纸板粘贴到底盒与盖子上,因此不仅耗费许多的人力与时间,而且采用人工作业方式也会产生纸盒的底盒与盖子对位不精准的问题。在包装盒制作过程中,还需将已粘贴有盖子的底盒与围框组装成型,即为围框组合在底盒内或外,而现有技术中的包装盒组装机在生产包装盒的过程中需要人工辅助,从而造成工作效率下降;其次,包装盒组装机功能单一,只能完成某整个组装的一个工序;再者,产品单一化,只能做一类产品。
4.综上所述,可自动组装多类型的包装盒,提高工作效率是包装盒的自动组装机目前迫切需要解决的技术问题。
技术实现要素:
5.本发明的目的在于提供一种连体包装盒自动组装的方法及生产线,该生产线结构合理,功能全面,集合多个工序,可自动组装多类型的包装盒,提高工作效率。
6.为实现上述目的,本发明采用的技术方案是:
7.一种连体包装盒自动组装方法,其包括如下步骤:
8.(1)物料推料机构启动,底盒和盖子在推料模组推送下,经传输平台转移到下一工序上;
9.(2)中心条纸板上料机构和中心条纸板取料机构启动,取料模组移动到中心条纸板上料机构上方,并对堆叠在中心条纸板上料机构上的中心条纸板进行抓取;
10.(3)抓取步骤完成后,取料模组将中心条纸板转移至中心条纸板过胶机构上,由中心条纸板过胶机构对中心条纸板进行过胶;
11.(4)过胶步骤完成后,取料模组将中心条纸板转移至传输平台;
12.(5)取料模组将中心条纸板转移至达到传输平台后,同时,底盒和盖子在推料模组推送下到达预定位置,取料模组下移,将过胶后的中心条纸板预定位粘合到底盒和盖子上;
13.(6)预定位粘合中心条纸板完成后,取料模组复位,重新下一轮抓取;以及首段的推料模组复位,重新下一轮推送;
14.(7)底盒和盖子再由第二段的推料模组往底盒与盖子组合成型机构方向进行推送;
15.(8)底盒和盖子推送到位后,底盒与盖子组合成型机构启动,组合成型模组上的压合板,在上下传动组传动下做下压动作,将中心条纸板粘合到底盒和盖子内侧边上,再通过左右传动组传动下做靠拢动作,使中心条纸板完全粘合到底盒和盖子内侧边,最终形成将底盒与盖子连接一体;
16.(9)组合成型完成后,第二段的推料模组复位,重新下一轮推送,组合成型后底盒和盖子再由第三段的推料模组进行下一工序推送;
17.(10)已粘贴一体的底盒和盖子,在物料推料机构上的推料模组推送下,沿着底盒传输平台和盖子传输平台同步往前转移;
18.(11)底盒画胶机构启动,根据控制系统预设的画胶路线,由底盒画胶机构上的画胶模组围绕底盒进行画胶;
19.(12)画胶步骤完成后,推送底盒到画胶工序的第三段推料模组复位,重新下一轮推送;
20.(13)底盒和盖子再由第四段的推料模组往围框取料与组装机构方向进行推送;
21.(14)围框送料机构启动,有序的将围框输送至预定位置;
22.(15)围框取料与组装机构启动,围框取料与组装机构上的围框取料模组在取料移动台传动组传动下,转移到围框送料机构位置上,由围框取料传动组传动下,对已到达预定位置的围框进行抓取转移;
23.(16)抓取步骤完成后,围框取料模组回到原始位置等待对围框进行组装;
24.(17)围框抓取到位后,与此同时,已画胶的底盒同步到达的围框取料与组装机构预定位置;
25.(18)围框取料模组在围框取料传动组传动下,将围框下移到底盒,并最终形成将底盒与围框组装一体,构成一连体包装盒。
26.一种连体包装盒自动组装生产线,包括机架,设置于机架上的传输平台,还包括设置在机架上沿着传输平台传输方向的中心条纸板上料机构、中心条纸板过胶机构、中心条纸板取料机构、底盒与盖子组合成型机构、底盒画胶机构、围框送料机构、围框取料与组装机构;传输平台包括底盒传输平台和盖子传输平台,底盒传输平台和盖子传输平台上设置有物料推料机构。
27.其中,所述中心条纸板上料机构包括中心条纸板上料升降台、升降台传动组、中心条纸板齐料侧板、中心条纸板限位架;所述中心条纸板齐料侧板与中心条纸板限位架共同构成一个能够用于对堆叠在升降台上的中心条纸板做限导向齐料的结构,所述升降台传动组连接中心条纸板上料升降台,在升降台传动组传动之下,使中心条纸板上料升降台沿着中心条纸板齐料侧板方向做上升或下降动作;
28.所述中心条纸板限位架包括由行程段和固定段组成的框架,还包括设置在框架上的两个移动段,以及设置在框架上的中间段,两个移动段活动设置在行程段上,并由旋钮对其止动,中间段活动设置在固定段上,并由旋钮对其止动;移动段和中间段均设置有用于对中心条纸板做限位之用的齐料挡块。
29.其中,所述中心条纸板过胶机构为滚筒式过胶机构。
30.其中,所述中心条纸板取料机构包括取料行程轨道,设置在取料行程轨道上的承载移动台,驱动承载移动台在取料行程轨道上移动的移动台传动组,设置在承载移动台上的取料模组和取料传动组。
31.其中,所述底盒与盖子组合成型机构包括机构承载架,设置在机构承载架上的上下传动组,和连接在上下传动组上的组合成型模组,组合成型模组包括对称设置的压合板,以及连接驱动压合板的左右传动组,对称设置的两个压合板之间预留有一定间隙。
32.其中,所述底盒画胶机构包括y轴行程轨道,通过y轴承载移动台连接在y轴行程轨道上的x轴行程轨道,驱动y轴承载移动台在y轴行程轨道上移动的y轴移动台传动组;还包括通过x轴承载移动台连接在x轴行程轨道上的画胶模组,驱动x轴承载移动台在x轴行程轨道上移动的x轴移动台传动组;所述画胶模组,其主体上设置有z轴行程轨道,以及驱动画胶模组移动台在z轴行程轨道上移动的z轴传动组。
33.其中,所述围框送料机构包括送料架,送料机上设置围框传输区域和围框等待区域。
34.其中,所述围框取料与组装机构包括围框取料行程轨道,设置在围框取料行程轨道上的取料承载移动台,驱动取料承载移动台在围框取料行程轨道上移动的取料移动台传动组,设置在取料承载移动台上的围框取料模组和围框取料传动组。
35.其中,所述底盒传输平台与盖子传输平台之间为高低差设置;所述物料推料机构包括推料行程轨道,设置在推料行程轨道上的若干推料模组,驱动推料模组在推料行程轨道移动的推料传动组。
36.本发明的有益效果:
37.本发明提供连体包装盒自动组装的方法,可精准地吸取中心条纸板并转移粘贴到底盒与盖子,将中心条纸板粘合到底盒和盖子内侧边上,再通过左右传动组传动下做靠拢动作,使中心条纸板完全粘合到底盒和盖子内侧边,最终形成将底盒与盖子连接一体,提高生产效率,降低人工成本。以及将已粘贴一体的底盒和盖子在物料推料机构上的推料模组推送下,沿着底盒传输平台和盖子传输平台同步往前转移到底盒画胶机构,底盒画胶机构根据控制系统预设的画胶路线,由底盒画胶机构上的画胶模组围绕底盒进行画胶;围框取料与组装机构上的围框取料模组在取料移动台传动组传动下,转移到围框送料机构位置上,由围框取料传动组传动下,对已到达预定位置的围框进行抓取转移,再在围框取料传动组传动下,将围框下移到底盒,并最终形成将底盒与围框组装一体。
38.本发明包装盒自动组装的方法及设备,设备结构合理,功能全面,集合多个工序,可自动组装多类型的包装盒,提高工作效率。
39.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
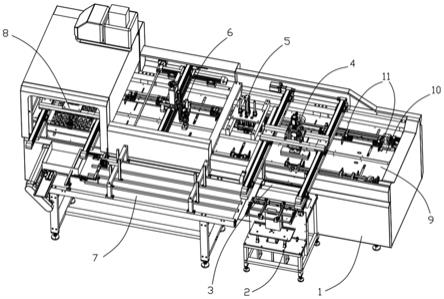
40.图1所示为本发明连体包装盒自动组装生产线的立体结构图;
41.图2所示为本发明连体包装盒自动组装生产线的前端部分立体结构图;
42.图3所示为本发明连体包装盒自动组装生产线的前端部分立体结构图;
43.图4所示为图3中的局部放大图;
44.图5所示为图3中的局部放大图;
45.图6所示为本发明连体包装盒自动组装生产线的前端部分立体结构图;
46.图7所示为图6中的局部放大图;
47.图8所示为本发明连体包装盒自动组装生产线的前端部分立体结构图;
48.图9所示为本发明连体包装盒自动组装生产线的前端部分侧视结构图;
49.图10所示为本发明连体包装盒自动组装生产线的后端部分立体结构图;
50.图11所示为本发明连体包装盒自动组装生产线的后端部分立体结构图;
51.图12所示为图10中的局部放大图;
52.图13所示为图10中的局部放大图;
53.图14所示为本发明连体包装盒自动组装生产线的后端部分侧视结构图。
具体实施方式
54.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
55.参阅附图1
‑
14,本实施例提供一种连体包装盒自动组装生产线,包括机架1,设置于机架1上的传输平台,设置在机架1上沿着传输平台传输方向的中心条纸板上料机构2、中心条纸板过胶机构3、中心条纸板取料机构4、底盒与盖子组合成型机构5、底盒画胶机构6、围框送料机构7、围框取料与组装机构8;传输平台包括底盒传输平台9和盖子传输平台10,底盒传输平台9和盖子传输平台10上设置有物料推料机构11。
56.本实施例的中心条纸板上料机构2包括中心条纸板上料升降台20、升降台传动组21、中心条纸板齐料侧板22、中心条纸板限位架23;中心条纸板齐料侧板22与中心条纸板限位架23共同构成一个能够用于对堆叠在升降台上的中心条纸板做限导向齐料的结构,升降台传动组21连接中心条纸板上料升降台20,在升降台传动组21传动之下,使中心条纸板上料升降台20沿着中心条纸板齐料侧板22方向做上升或下降动作。
57.本实施例的中心条纸板限位架22包括由行程段22a和固定段22b组成的框架,还包括设置在框架上的两个移动段22c,以及设置在框架上的中间段22d,两个移动段22c活动设置在行程段22a上,并由旋钮22e对其止动,中间段22d活动设置在固定段22b上,并由旋钮22e对其止动;移动段22c和中间段22d均设置有用于对中心条纸板做限位之用的齐料挡块22f。
58.本实施例的中心条纸板过胶机构3为滚筒式过胶机构。
59.本实施例的中心条纸板取料机构4包括取料行程轨道40,设置在取料行程轨道40上的承载移动台41,驱动承载移动台41在取料行程轨道40上移动的移动台传动组42,设置在承载移动台41上的取料模组43和取料传动组43。
60.本实施例的底盒与盖子组合成型机构5包括机构承载架50,设置在机构承载架50上的上下传动组51,和连接在上下传动组51上的组合成型模组52,组合成型模组52包括对称设置的压合板52a,以及连接驱动压合板52a的左右传动组52b,对称设置的两个压合板52a之间预留有一定间隙。该预留间隙的作用是方便已粘贴有中心条纸板的底盒与盖子的
侧边落入到两个压合板52a之间。
61.本实施例的底盒画胶机构6包括y轴行程轨道60,通过y轴承载移动台61连接在y轴行程轨道60上的x轴行程轨道62,驱动y轴承载移动台61在y轴行程轨道60上移动的y轴移动台传动组63;还包括通过x轴承载移动台64连接在x轴行程轨道62上的画胶模组65,驱动x轴承载移动台64在x轴行程轨道22上移动的x轴移动台传动组66。
62.本实施例的画胶模组65,其主体上设置有z轴行程轨道651,以及驱动画胶模组移动台653在z轴行程轨道651上移动的z轴传动组652。
63.本实施例的围框送料机构7包括送料架,送料机上设置围框传输区域和围框等待区域。
64.本实施例的围框取料与组装机构8包括围框取料行程轨道80,设置在围框取料行程轨道80上的取料承载移动台81,驱动取料承载移动台81在围框取料行程轨道80上移动的取料移动台传动组82,设置在取料承载移动台81上的围框取料模组83和围框取料传动组84。
65.本实施例的底盒传输平台9与盖子传输平台10之间为高低差设置;这样的设计是,盖子比底盒要矮一些,因此,台面就需要一高一低才能保证组装的时候盖子底盒平齐。
66.本实施例的物料推料机构11包括推料行程轨道12,设置在推料行程轨道12上的若干推料模组13,驱动推料模组13在推料行程轨道12移动的推料传动组14,前后两个推料模组13组成一推送物料结构。
67.本实施例的连体包装盒自动组装生产线的工作过程如下:
68.(1)物料推料机构11启动,底盒和盖子在推料模组13推送下,经传输平台转移到下一工序上;
69.(2)中心条纸板上料机构2和中心条纸板取料机构4启动,取料模组43移动到中心条纸板上料机构2上方,并对堆叠在中心条纸板上料机构2上的中心条纸板进行抓取;
70.(3)抓取步骤完成后,取料模组43将中心条纸板转移至中心条纸板过胶机构3上,由中心条纸板过胶机构3对中心条纸板进行过胶;
71.(4)过胶步骤完成后,取料模组43将中心条纸板转移至传输平台;
72.(5)取料模组43将中心条纸板转移至达到传输平台后,同时,底盒和盖子在推料模组13推送下到达预定位置,取料模组43下移,将过胶后的中心条纸板预定位粘合到底盒和盖子上;
73.(6)预定位粘合中心条纸板完成后,取料模组43复位,重新下一轮抓取;以及首段的推料模组13复位,重新下一轮推送;
74.(7)底盒和盖子再由第二段的推料模组13往底盒与盖子组合成型机构5方向进行推送;
75.(8)底盒和盖子推送到位后,底盒与盖子组合成型机构5启动,组合成型模组52上的压合板52a,在上下传动组51传动下做下压动作,将中心条纸板粘合到底盒和盖子内侧边上,再通过左右传动组52b传动下做靠拢动作,使中心条纸板完全粘合到底盒和盖子内侧边,最终形成将底盒与盖子连接一体;
76.(9)组合成型完成后,第二段的推料模组13复位,重新下一轮推送,组合成型后底盒和盖子再由第三段的推料模组13进行下一工序推送;
77.(10)已粘贴一体的底盒和盖子,在推送下沿着底盒传输平台9和盖子传输平台10同步往前转移;
78.(11)底盒画胶机构6启动,根据控制系统预设的画胶路线,由底盒画胶机构6上的画胶模组65围绕底盒进行画胶;
79.(12)画胶步骤完成后,推送底盒到画胶工序的第三段推料模组13复位,重新下一轮推送;
80.(13)底盒和盖子再由第四段的推料模组13往围框取料与组装机构8方向进行推送;
81.(14)围框送料机构7启动,有序的将围框输送至预定位置;
82.(15)围框取料与组装机构8启动,围框取料与组装机构8上的围框取料模组83在取料移动台传动组82传动下,转移到围框送料机构7位置上,由围框取料传动组84传动下,对已到达预定位置的围框进行抓取转移;
83.(16)抓取步骤完成后,围框取料模组83回到原始位置等待对围框进行组装;
84.(17)围框抓取到位后,与此同时,已画胶的底盒同步到达的围框取料与组装机构8预定位置;
85.(18)围框取料模组83在围框取料传动组84传动下,将围框下移到底盒,并最终形成将底盒与围框组装一体,构成一连体包装盒。
86.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例。故凡是未脱离本发明技术方案的内容,依据本发明之形状、构造及原理所作的等效变化,均应涵盖于本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

