1.本实用新型属于定形纤维块回收加工技术领域,尤其与一种再生纤维生产线有关。
背景技术:
2.目前国内汽车零部件企业在生产汽车部品的过程中,如:前围隔热垫、主地毯、轮毂罩、左右侧围、备胎盖板等产品;此类产品加工前是一整张合成的纤维片材,然后通过裁剪加工形成汽车部品,这就造成生产部品时会产生大量的边角料,这些边角料大小长短厚薄形状不一,再加上经过高温模压后,生产部品的企业和原材料供应商都没有能力来处理,所以通常是由废品回收单位集中到一起送往垃圾处理站丢弃、焚烧,会对环境产生较大污染,丢弃掉的边角料会造成资源浪费。针对该资源浪费的现象,本专利申请人研究开发了一种专门对边角料进行开松处理重复利用的生产线。
技术实现要素:
3.针对现有边角料纤维片材存在丢弃、焚烧对环境产生较大污染的问题,本实用新型旨在提供一种再生纤维生产线,本实用新型可以将原来不能处理的形状不一,模压后的边角料进行开松,经开松后可作为再生纤维使用,最终生产制成汽车内饰用纤维毡。
4.为此,本实用新型采用以下技术方案:一种再生纤维生产线,其特征是,所述的再生纤维生产线包括再生纤维开松设备、开包机、预开松机、气压棉仓、混棉仓、第一气压棉仓、第二气压棉仓、精开松机、第三气压棉仓、气流震动铺网机、烘箱、冷却风机和分条收料装置,所述的再生纤维开松设备与开包机连接,开包机和预开松机连接,预开松机和所述的气压棉仓连接,气压棉仓和所述的混棉仓连接,混棉仓和所述的第一气压棉仓,所述的第一气压棉仓和所述的第二气压棉仓连接,第二气压棉仓和所述的精开松机对应配合设置,精开松机和所述的第三气压棉仓连接,第三气压棉仓和所述的气流震动铺网机连接,气流震动铺网机和所述的烘箱连接,烘箱和所述的冷却风机连接,冷却风机和所述的分条收料装置连接。
5.本实用新型的工作原理:边角料进入再生纤维开松设备,通过再生纤维开松设备将边角料经过再生纤维开松设备处理开松出的再生纤维,然后进入开包机通过电子料斗称重,按设定的比例进行配料,纤维经过初次预开松通过气压棉仓输送到混棉仓,将开松的再生纤维与原料纤维充分混合。再通过二次气压棉仓将材料进行输送,并且可以把纤维进一步完全打乱、混合均匀;由于气压棉仓的封闭性,能很好的避免粉尘飘散到工作环境中,最大化减少材料损耗,解决粉尘飘散导致车间生产环境较差的问题,并且减少使用粉尘处理设备,降低能耗。完全混合后的原材料再次精开松,通过气压棉仓输送进入气流震动铺网,铺网成型的材料通过底帘输送到烘箱,在烘箱中经过高温加热初步定型,再通过冷却风机最终定型,通过分条收料装置切割出需要的尺寸完成材料生产。这套设备生产流程生产的材料即能够消耗处理边角料产出的再生纤维,降低生产成本,又能够降低能耗,改善粉尘飘
散的问题,提升车间生产环境,生产出的材料广泛应用与汽车零部件产品,使材料能够循环使用,保护环境。
6.所述的再生纤维开松设备包括机架、进棉罗拉、切片刀和针板开松辊,所述的机架的内部形成开松腔,开松腔的前侧设置有进料口,所述的进棉罗拉和切片刀由上往下依次设置于进料口处,所述的切片刀通过弹簧支撑安装,所述的针板开松辊平行设置于所述的进棉罗拉的后侧;所述的进棉罗拉的圆周面上设置有多个锯齿针,所述的针板开松辊的圆周面上设置有多个针状钉。
7.所述的进棉罗拉为逆时针旋转,所述的针板开松辊为顺时针旋转,通过进棉罗拉和针板开松辊将纤维配合将纤维一边走向、一边进行开松。
8.所述的切片刀包括倾斜部和圆弧部,所述的圆弧部设置于进料口处,倾斜部承接于圆弧部的尾部,圆弧部的弧度与进棉罗拉外圆面对应,圆弧部与进棉罗拉之间形成初开松区。
9.所述的机架外侧正对所述的进料口处设置有输送带,通过输送带输送边角料纤维片材。
10.所述的开松腔的顶部还设置有边角料小块分流腔,边角料小块分流腔的入口设置于针板开松辊的顶部前侧,边角料小块分流腔内设置有集块分流器,通过集块分流的自动气流将未开松完全的边角料小块,吹出到集块平台收集,能再次开松。
11.本实用新型可以达到以下有益效果:
12.1、本实用新型通过工艺改进,使边角料经过再生纤维开松设备处理,开松出的再生纤维,可以直接投入开包机进行电子称重,通过预开松机,使用气压棉仓输送,经过混棉仓、气压棉仓、精开松机、气压棉仓、气流震动铺网机、烘箱、冷却风机、分条收料装置,最终生产制成汽车内饰用纤维毡,让边角料到产品形成一个闭环,能够循环利用,节约资源,降低汽车零部件的生产成本。另一方面能够减少边角料处理时对环境的污染。
13.2、本实用新型通过开松再次利用边角料,不仅可以资源再利用,还能降低汽车零部件的生产成本。本实用新型采用针布切刀式单锣拉,可将边角料轻松有效的开松出符合长度要求的纤维,减少纤维损伤,开松辊不易粘上废料,无需清理开松辊,使开松出的纤维质量能达到生产纤维片材的使用标准。
附图说明
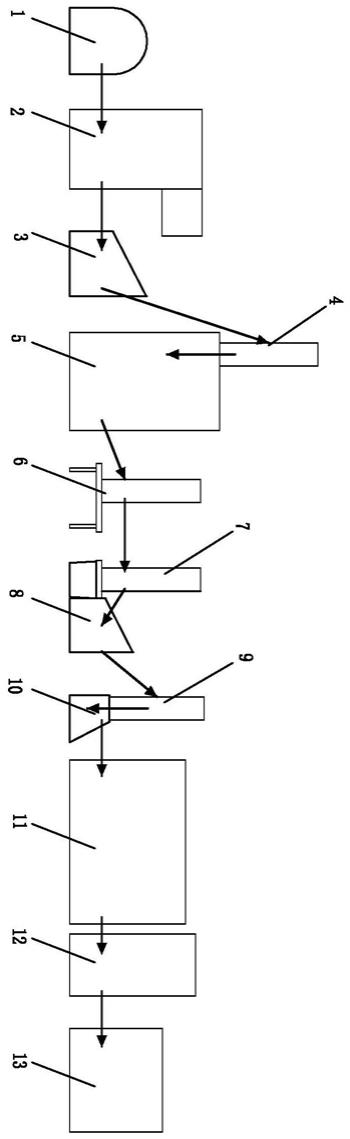
14.图1为本实用新型的结构示意图。
15.图2为本实用新型的再生纤维开松设备示意图。
具体实施方式
16.下面结合附图对本实用新型的具体实施方式进行详细描述,所描述的实施例只是对本实用新型的说明和解释,并不构成对本实用新型的唯一限定。
17.如图1
‑
图2所示,本实用新型包括再生纤维开松设备1、开包机2、预开松机3、气压棉仓4、混棉仓5、第一气压棉仓6、第二气压棉仓7、精开松机8、第三气压棉仓9、气流震动铺网机10、烘箱11、冷却风机12和分条收料装置13,再生纤维开松设备与开包机连接,开包机和预开松机连接,预开松机和所述的气压棉仓连接,气压棉仓和所述的混棉仓连接,混棉仓
和所述的第一气压棉仓,所述的第一气压棉仓和所述的第二气压棉仓连接,第二气压棉仓和所述的精开松机对应配合设置,精开松机和所述的第三气压棉仓连接,第三气压棉仓和所述的气流震动铺网机连接,气流震动铺网机和所述的烘箱连接,烘箱和所述的冷却风机连接,冷却风机和所述的分条收料装置连接。
18.本实用新型的工作原理:边角料进入再生纤维开松设备,通过再生纤维开松设备将边角料经过再生纤维开松设备处理开松出的再生纤维,然后进入开包机通过电子料斗称重,按设定的比例进行配料,纤维经过初次预开松通过气压棉仓输送到混棉仓,将开松的再生纤维与原料纤维充分混合。再通过二次气压棉仓将材料进行输送,并且可以把纤维进一步完全打乱、混合均匀;由于气压棉仓的封闭性,能很好的避免粉尘飘散到工作环境中,最大化减少材料损耗,解决粉尘飘散导致车间生产环境较差的问题,并且减少使用粉尘处理设备,降低能耗。完全混合后的原材料再次精开松,通过气压棉仓输送进入气流震动铺网,铺网成型的材料通过底帘输送到烘箱,在烘箱中经过高温加热初步定型,再通过冷却风机最终定型,通过分条收料装置切割出需要的尺寸完成材料生产。这套设备生产流程生产的材料即能够消耗处理边角料产出的再生纤维,降低生产成本,又能够降低能耗,改善粉尘飘散的问题,提升车间生产环境,生产出的材料广泛应用与汽车零部件产品,使材料能够循环使用,保护环境
19.作为本实施例优选地,如图2所示,本实用新型再生纤维开松设备包括机架、进棉罗拉11、切片刀12和针板开松辊13,机架的内部形成开松腔,开松腔的前侧设置有进料口,进棉罗拉11和切片刀12由上往下依次设置于进料口处,切片刀12通过弹簧14支撑安装,针板开松辊13平行设置于进棉罗拉的后侧;进棉罗拉11的圆周面上设置有多个锯齿针111,针板开松辊13的圆周面上设置有多个针状钉131。进棉罗拉11为逆时针旋转,针板开松辊13为顺时针旋转,通过进棉罗拉11和针板开松辊13将纤维配合将纤维一边走向、一边进行开松。切片刀12包括倾斜部和圆弧部,圆弧部设置于进料口处,倾斜部承接于圆弧部的尾部,圆弧部的弧度与进棉罗拉外圆面对应,圆弧部与进棉罗拉之间形成初开松区。机架外侧正对进料口处设置有输送带16,通过输送带16输送边角料纤维片材。开松腔的顶部还设置有边角料小块分流腔,边角料小块分流腔的入口设置于针板开松辊的顶部前侧,边角料小块分流腔内设置有集块分流器15,通过集块分流的自动气流将未开松完全的边角料小块,吹出到集块平台收集,能再次开松。作为实施例优选地,第一气压棉仓、第二气压棉仓和第三气压棉仓采用的设备型号为飞龙fl
‑
yj
‑
110,所述的开包机采用的设备型号为飞龙自动称重开包机fl
‑
zk
‑
112,所述的预开松机采用的设备型号为飞龙flk
‑
i
‑
130,所述的混棉仓采用的设备型号为飞龙fl
‑
zm
‑
200或者bg058大仓混棉机,所述的精开松机采用的设备型号为df039 系列精开松机,所述的气流震动铺网机采用的设备型号为飞龙flp
‑
i
‑
230,所述的烘箱采用的设备型号为yg777a型全自动通风式快速恒温烘箱,所述的分条收料装置采用的设备型号为cj—r160z, 全自动热切分条机或者飞龙flq
‑ⅱ‑
230。
20.作为实施例优选地,切片刀包括倾斜部和圆弧部,圆弧部设置于进料口处,倾斜部承接于圆弧部的尾部,圆弧部的弧度与进棉罗拉外圆面对应,圆弧部与进棉罗拉之间形成初开松区。机架外侧正对进料口处设置有输送带,通过输送带输送边角料纤维片材。开松腔的顶部还设置有边角料小块分流腔,边角料小块分流腔的入口设置于针板开松辊的顶部前侧,边角料小块分流腔内设置有集块分流器,通过集块分流的自动气流将未开松完全的边
角料小块,吹出到集块平台收集,能再次开松。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

