本发明涉及纸浆制品生产的技术领域,尤其是涉及一种翻转整型热压一体成型机。
背景技术:
一般,在生产纸浆制品的过程中,需要先令吸浆模吸浆,然后,令吸浆模冷压整型,再令吸浆模进行热压。目前采用的设备需要将吸浆工序、冷压工序和热压工序依次进行,其中,热压工序占用时间较长,使得生产周期所需时间长,效率低。
技术实现要素:
针对现有技术的不足,本发明的目的在于提供一种翻转整型热压一体成型机。
为实现上述目的,本发明提供的方案为一种翻转整型热压一体成型机,包括有机架、机体底座、浆料箱、上热压机构、下热压模、升降翻转吸浆机构,其中,所述升降翻转吸浆机构和上热压机构沿排机体底座的长度方向依次安装于所述机架;所述下热压模与所述机体底座沿机体底座的长度方向滑动配合,并且,所述机体底座配置有驱动下热压模沿机体底座的长度方向平移的平移驱动机构;所述升降翻转吸浆机构包括有用以获取浆料的上吸浆模、升降移动座、用以驱动所述升降移动座往复升降运动的吸浆升降驱动装置和用以驱动所述上吸浆模往复翻转运动的翻转驱动装置,其中,所述翻转驱动装置安装于所述升降移动座;还包括有用于整型上吸浆模的冷压整型模,其中,所述冷压整型模安装于所述机架;所述上吸浆模在所述下热压模移动至所述升降翻转吸浆机构的下方时能下降至挤压下热压模以制得初成型件;所述上热压机构在所述下热压模移动至所述上热压机构的下方时能下降至挤压下热压模以制得次成型件。
进一步,还包括有上卸料机构,上卸料机构安装于机架,上卸料机构在下热压模移动至上卸料机构的下方时能下降至挤压下热压模的次成型件并接取次成型件。
进一步,还包括有下接料机构,所述下热压模带动下接料机构作同步平移,并且,所述下接料机构能移动至所述上卸料机构的正下方。
进一步,所述上卸料机构包括有上卸料模和用以驱动上卸料模往复升降运动的卸料伸缩油缸。
进一步,所述下接料机构包括有卸料基座、用于承接次成型件的卸料板和驱动卸料板翻转的卸料驱动装置。
进一步,所述上热压机构包括有上热压模和用以驱动上热压模往复升降运动的热压升降驱动装置。
进一步,所述机体底座配置有驱动下热压模沿机体底座的长度方向平移的平移驱动机构。
进一步,所述机体底座配置有供下热压模滑动连接的导轨。
进一步,所述平移驱动机构包括有滚珠丝杆和驱动滚珠丝杆转动的第一电机。
进一步,还包括有用于清洗上热压模的洗模机构,其中,所述洗模机构固定安装于所述机架。
本发明的有益效果为:通过升降翻转吸浆机构依次完成吸浆、冷压整型和制得初成型件的初热压,通过上热压机构完成制得次成型件的次热压,使得热压工序分开成初热压的工序和次热压的工序;通过令下接料机构与机体底座滑动配合,使得在升降翻转吸浆机进行吸浆或者冷压整型的时候,上热压机构同时进行次热压,从而缩短生产周期所需时间,提高生产效率。
附图说明
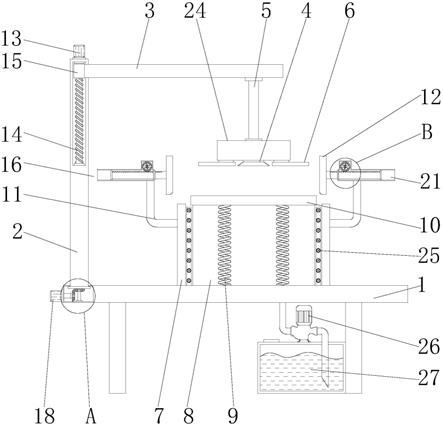
图1为翻转整型热压一体成型机的正视图。
图2为下接料机构的侧视图。
图3为平移驱动机构的正视图。
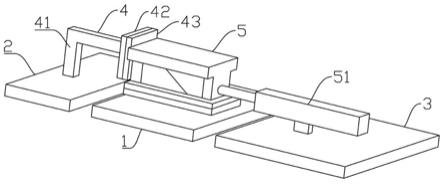
图4为翻转整型热压一体成型机的侧视图。
其中,1-机体底座,11-浆料箱,2-机架,31-上吸浆模,32-升降移动座,33-翻转驱动装置,34-吸浆升降驱动装置,341-吸浆伸缩油缸,342-浆模吊杆,343-浆模顶架,35-冷压整型模,41-上热压模,42-热压升降驱动装置,51-上卸料模,52-卸料伸缩油缸,6-下热压模,7-下接料机构,71-卸料板,72-卸料基座,73-卸料驱动装置,81-平移驱动机构,811-第一电机,812-滚珠丝杆,82-导轨,9-洗模机构,91-水枪,92-洗模平移驱动机构。
具体实施方式
为了便于理解本发明,下面参照附图对本发明进行更全面地描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。提供这些实施方式的目的是使对本发明的公开内容理解得更加透彻全面。
参照图1至图4,在本实施例中,一种翻转整型热压一体成型机,包括有机架2、机体底座1、浆料箱11、升降翻转吸浆机构、上热压机构、上卸料机构、下热压模6、下接料机构7、冷压整型模35和洗模机构9,其中,机架2通过立柱固定于机体底座1的上方;浆料箱11固定安装于机体底座1中。升降翻转吸浆机构、上热压机构和上卸料机构沿排机体底座1的长度方向依次安装于机架2,并且,升降翻转吸浆机构位于浆料箱11的正上方。机体底座1配置有沿机体底座1长度方向延伸的供下热压模6滑动连接的导轨82,下接料机构7固定连接于下热压模6的远离浆料箱11的一侧,使得下接料机构7在下热压模6滑动的时候与下热压模6同步移动。冷压整型模35安装于机架2,并且,冷压整型模35位于浆料箱11的正上方。
参照图3,在本实施例中,机体底座1配置有平移驱动机构81,平移驱动机构81包括有滚珠丝杠812和驱动滚珠丝杠812转动的第一电机811,其中,滚珠丝杠812与下热压模6连接配合,通过滚珠丝杠812的正向转动或者反向转动,使得平移驱动机构81驱动下热压模6往左移动或者往右移动。
参照图1或者图4,在本实施例中,升降翻转吸浆机构包括有上吸浆模31、升降移动座32、吸浆升降驱动装置34和翻转驱动装置33,其中,上吸浆模31位于冷压整型模35的下方,翻转驱动装置33安装于升降移动座32。吸浆升降驱动装置34包括有吸浆伸缩油缸341、浆模顶架343和浆模吊杆342,并且,浆模顶架343位于机架2的上方。吸浆伸缩油缸341的驱动端和浆模吊杆342的一端均固定连接于浆模顶架343,并且,吸浆伸缩油缸341的尾端固定连接于机架2,浆模吊杆342的另一端固定连接于升降移动座32。通过吸浆伸缩油缸341的驱动端伸长或者收缩使得浆模顶架343升高或者下降,浆模顶架343的升高或者下降通过浆模吊杆342带动升降移动座32升高或者下降。在本实施例中,翻转驱动装置33包括有第二电机和摆杆,其中,摆杆的一端与上热压模41固定联机,使得上热压模41随升降移动座32升高或者下降,并且,第二电机的驱动端连接于摆杆的另一端,通过第二电机的驱动使得摆杆翻转,从而使得上热压模41翻转。
参照图1或图4,在本实施例中,洗模机构9包括有清洗枪91和驱动清洗枪91沿机架2的长度方向往复平移的洗模驱动机构92,并且,洗模驱动机构92为链传动机构,其中,清洗枪91配合连接于洗模驱动机构92的传动链,洗模驱动机构92的传动轮由伺服电机驱动。洗模机构9布置于上吸浆模31的上方且固定安装于机架2。
在本实施例中,升降翻转吸浆机构在运作的时候,先令上吸浆模31下降至浆料箱11进行吸浆,在上吸浆模31完成吸浆后,将上吸浆模31上升一小段位置以离开浆料箱11,然后,将上吸浆模31翻转180°,令上吸浆模31朝上,再将上吸浆模31上升至挤压冷压整型模35,使得吸浆后的上吸浆模31得到整型。使得上吸浆模31的浆料更平整。在上吸浆模31完成整型后,将上吸浆模31下降一小段距离,然后,将上吸浆模31翻转180°,令上吸浆模31朝下,完成热压准备,此时,若下热压模6移动至升降翻转吸浆机构的下方,则将上吸浆模31下降至挤压下热压模6以制成初成型件。在上吸浆模31完成热压后,将上吸浆模31翻转180°,令上吸浆模31朝上,然后,将上吸浆模31上升一小段位置以靠近洗模机构9,再通过令清洗枪91沿机架2的长度方向往复平移,同时,清洗枪91对上吸浆模31进行清洗。在上吸浆模31完成清洗后,将上吸浆模31翻转180°,令上吸浆模31朝下,完成上吸浆模31吸浆准备。
参照图1或图4,在本实施例中,上热压机构包括有上热压模41和热压升降驱动装置42,其中,热压升降驱动装置42布置于上热压模41的上方,并且,热压升降驱动装置42为热压伸缩油缸,热压升降驱动装置42的本体固定安装于机架2,热压升降驱动装置42的驱动端固定连接于上热压模41。通过热压升降驱动装置42的驱动端伸长或者收缩使得浆模顶架343下降或者升高。当下热压模6移动至上热压机构的下方且下热压模6中存在有初成型件的时候,则将上热压模41下降至挤压下热压模6中的初成型件以制成次成型件。
参照图1,在本实施例中,上卸料机构包括有上卸料模51和卸料伸缩油缸52,其中,上卸料伸缩有布置于上卸料模51的上方,卸料伸缩油缸52的本体固定安装于机架2,卸料伸缩油缸52的驱动端与上卸料模51固定连接,通过卸料伸缩油缸52的驱动端伸长或者收缩使得上卸料模51下降或者升高。当下热压模6移动至上卸料机构的下方且下热压模6中存在有次成型件的时候,则将上卸料模51下降至挤压下热压模6中的次成型件,然后,令上卸料模51将次成型件固定,再将上卸料模51带着次成型件升高,使得次成型件离开下热压模6。
参照图1或图2,在本实施例中,下接料机构77包括有卸料基座72、卸料板71和驱动卸料板71翻转的卸料驱动装置73,其中,卸料基座72与下热压模6固定连接。卸料基座72预设有一供卸料板71的一端铰接的支撑杆。卸料驱动装置73为下伸缩油缸,其中,卸料驱动装置73的驱动端铰接于卸料板71的另一端,卸料驱动装置73的尾端铰接于卸料基座72,使得卸料基座72、支撑杆、卸料板71和卸料驱动装置73形成双曲柄机构。通过卸料驱动装置73的驱动端伸长,使得卸料板71向上翻转,令卸料板71从呈水平布置的接料状态转换至呈倾斜布置的卸料状态,然后,通过卸料驱动装置73的驱动端收缩,令卸料板71从卸料状态转换至接料状态。当卸料板71移动至上卸料机构的下方且上卸料模51固定有次成型件的时候,将上卸料模51对次成型件的固定解除,使得次成型件掉落至卸料板71上,然后,下热压模6移动至上卸料机构的下方,使得下接料机构77离开机体底座1,此时,令卸料板71翻转至卸料状态,使得次成型件从卸料板71滑出,完成卸料,再令卸料板71翻转至接料状态以重新准备承接新的次成型件。
在本实施例中,通过升降翻转吸浆机构依次完成吸浆、冷压整型和制得初成型件的初热压,通过上热压机构完成制得次成型件的次热压,使得热压工序分开成初热压的工序和次热压的工序;通过令下接料机构7与机体底座1滑动配合,使得在升降翻转吸浆机进行吸浆或者冷压整型的时候,上热压机构同时进行次热压,从而缩短生产周期所需时间,提高生产效率。
以上所述之实施例仅为本发明的较佳实施例,并非对本发明做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,利用上述揭示的技术内容对本发明技术方案作出更多可能的变动和润饰,或修改均为本发明的等效实施例。故凡未脱离本发明技术方案的内容,依据本发明之思路所做的等同等效变化,均应涵盖于本发明的保护范围内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。