1.本发明属于装配式建筑中墙板类预制构件制作领域,具体地说是一种全自动网格布铺装机。
背景技术:
2.在墙板类预制构件中,需要网格布的裁切和铺装等工序。现有技术中网格布通常采用人工裁切和铺装,或利用裁切机裁切,然后由人工铺装。这两种方式存在以下问题:
3.首先,无论人工裁切还是机器裁切均需要一定的裁切后网布的贮存空间。
4.其次,人工铺装速度受限,劳动强度较大,且铺装人员必须在施工现场进行工作,有一定的安全风险。
技术实现要素:
5.为了解决现有网格布加工存在的上述问题,本发明的目的在于提供一种全自动网格布铺装机。
6.本发明的目的是通过以下技术方案来实现的:
7.本发明包括进布机构、切布机构、铺平机构、夹持机构、引导机构及机器框架,其中进布机构、切布机构分别固定在机器框架上,所述铺平机构及引导机构分别与机器框架滑动连接,所述夹持机构可相对升降地安装在引导机构上,随该引导机构相对于机器框架滑动;所述铺平机构、夹持机构及引导机构均位于切布机构的出布一侧,该铺平机构位于所述切布机构与引导机构之间;网格布通过所述进布机构引入,并通过所述夹持机构夹持,该夹持机构随所述引导机构在机器框架的长度方向上水平移动至网格布到达设定长度位置,通过所述切布机构实现网格布的切断,切断后的网格布通过所述引导机构实现铺设,并在铺设过程中通过所述铺平机构实现平整铺设。
8.其中:所述进布机构包括布卷芯轴组件、芯轴固定座、进布辊组件、进布框架及进布辊架合件,其中布卷芯轴组件包括芯轴及固定盘,该芯轴的两端转动放置于安装在进布框架上的芯轴固定座内,所述芯轴上安装有固定网格布卷的固定盘;所述进布辊组件包括前进布辊合件、后进布辊合件、出布上导板、出布下导板及进布辊驱动电机,该前进布辊合件的两侧以及后进布辊合件的两侧均设置有进布辊架合件,所述前进布辊合件包括前进布上辊及前进布下辊,所述后进布辊合件包括后进布上辊及后进布下辊,所述前进布下辊的一端与安装于进布框架上的进布辊驱动电机输出端相连,另一端与所述后进布下辊通过传动装置相连;所述进布辊架合件包括进布辊架、盖板、轴承座 a、螺栓及弹簧,该进布辊架安装于进布框架上,顶部设有可拆卸的盖板,所述盖板上设有螺栓,所述进布辊架内上下设有两个轴承座a,所述前进布上辊、前进布下辊的端部分别与上下设置的轴承座a转动连接,所述后进布上辊、后进布下辊的端部分别与上下设置的轴承座 a转动连接,位于上方的轴承座a与盖板之间设有套在所述螺栓上的弹簧;所述后进布辊合件出布一侧设有上下设置的出布上导板及出布下导板,该出布上导板与出布下导板均安装于所述进布框架上,所述出
布上导板与出布下导板之间形成供网格布走布的通道。
9.所述进布辊架内位于下方的轴承座a固定不动,位于上方的轴承座a与进布辊架可相对升降,且该位于上方的轴承座a与所述螺栓相连,通过旋拧螺栓实现位于上方的轴承座a带动前进布上辊或后进布上辊的升降,进而对所述前进布上辊与前进布下辊之间的间距或后进布上辊与后进布下辊之间间距调节,并在调节好后通过螺母将所述螺栓拧紧定位;所述弹簧的两端始终与盖板的下表面及位于上方的轴承座a抵接。
10.所述传动装置为链轮链条结构,即所述前进布下辊与后进布下辊的同一端均安装有进布链轮,两进布链轮之间通过进布链条连接;所述进布框架上安装有对进布链条进行涨紧的涨紧轮。
11.所述前进布辊合件进布一侧设有缺布报警组件,该缺布报警组件包括固定辊、摆臂、拉簧、转轴、固定座、开关座及行程开关,该转轴的两端分别通过固定座安装于进布框架上,所述摆臂为两个,两个摆臂的一端分别与进布框架转动连接,另一端通过固定辊相连;所述拉簧的一端连接于转轴上,另一端与所述摆臂相连,所述固定辊通过拉簧的作用与所述芯轴上安装的网格布卷抵接;所述开关座安装于进布框架上,该开关座上设有行程开关,至少一个所述摆臂向上摆动的轨迹上设有所述行程开关;所述转轴与前进布辊合件之间设有安装在进布框架上的走布工作台。
12.所述后进布辊合件出布的一侧设有进布感应开关组件,该进布感应开关组件包括开关固定架a、接近开关a、检测片、销轴及扭簧,所述开关固定架a安装于进布框架上,该开关固定架a上转动安装有销轴,所述检测片安装于销轴上,并与销轴连动,该检测片的一端用于与网格布接触,另一端为自由端,所述销轴上安装有使检测片自动复位的扭簧;所述接近开关a安装于开关固定架a上,并位于所述检测片随销轴转动的轨迹上。
13.所述切布机构位于进布机构出布一侧,包括切布组件、同步带轮传动机构及切布驱动组件,其中切布组件包括切刀、刀架及切刀框架,所述切布驱动组件安装于切刀框架上,输出端通过同步带轮传动机构与切刀连接;所述同步带轮传动机构包括切刀同步带轮a、驱动同步带、切刀同步带轮b、切刀同步带轮c、切刀同步带及切刀同步带轮 d,该切刀同步带轮b与切刀同步带轮c同轴安装,带轮轴转动安装于切刀框架的一端,所述切刀同步带轮d安装于切刀驱动轴上,该切刀驱动轴转动安装于切刀框架的另一端;所述切布驱动组件的输出端连接有切刀同步带轮a,该切刀同步带轮a通过驱动同步带与所述切刀同步带轮b连接,所述切刀同步带轮c与切刀同步带轮d之间通过切刀同步带相连;所述刀架安装于切刀同步带的下部,该刀架上安装有切刀,所述切刀通过切布驱动组件的驱动在切刀同步带轮c与切刀同步带轮d之间往复移动,裁切网格布。
14.所述切刀框架上对应切刀的起始位置安装有切布零位感应开关组件,该切刀框架与切刀起始位置相对的另一端上安装有切布限位感应开关组件;所述切布零位感应开关组件及切布限位感应开关组件结构相同,均包括开关固定架b及接近开关b,该开关固定架b固定在所述切刀框架上,所述接近开关b安装于开关固定架b上;所述开关固定架b为平板状,上端向所述切刀框架的外侧弯折,所述接近开关 b安装于开关固定架b的弯折部,并且该接近开关b的触点位于弯折部的上方。
15.所述切刀同步带的两侧对称设有安装于切刀框架上的切刀导轨,所述切刀固定在刀架的中部,该刀架的两端下表面均固接有与两侧切刀导轨滑动连接的滑块a。
16.所述铺平机构包括铺平组件、铺平升降驱动装置、铺平升降滑轨及铺平框架组件,其中铺平框架组件包括支架a,该支架a的两侧沿高度方向对称安装有铺平升降滑轨;所述铺平升降驱动装置包括升降驱动电机a、联轴器b、升降丝杠a、升降螺母a及固定板a,该升降驱动电机a通过安装板a固接于所述支架a上,所述升降驱动电机a 的输出轴通过联轴器b连接有升降丝杠a,该升降丝杠a上螺纹连接有升降螺母a,所述升降螺母a上固接有固定板a;所述铺平组件包括固定架、铺平辊及滑块b,该固定架的上端与所述固定板a相连,下端设有所述铺平辊,该铺平辊的辊轴安装于所述固定架的下端,所述固定架的两侧分别安装有与两侧铺平升降滑轨滑动连接的滑块b;所述升降驱动电机a通过升降丝杠a及升降螺母a带动固定架沿铺平升降滑轨升降,进而调节所述铺平辊与网格布之间的距离,通过该铺平辊将网格布铺装机上走布的网格布铺平。
17.所述固定架的一侧安装有检测板a,该检测板a所对的支架a一侧沿高度方向分别安装有铺平上位感应开关组件、铺平中位感应开关组件及铺平下位感应开关组件;所述铺平上位感应开关组件、铺平中位感应开关组件及铺平下位感应开关组件结构相同,均包括开关固定架c及接近开关c,所述开关固定架c固定在所述支架a上,该开关固定架c上安装有与所述检测板a相对应的接近开关c。
18.所述铺平框架组件还包括链条拉钉a及滑块c,所述支架a的两侧对称安装有滑块c,该滑块c与机器框架上安装的运行导轨滑动连接;所述支架a的顶部固接有链条拉钉a,该链条拉钉a通过驱动链条与机器框架上安装的铺平横移驱动机构相连,所述铺平机构的整体通过所述铺平横移驱动机构的驱动沿运行导轨水平移动。
19.所述铺平横移驱动机构包括横移驱动电机、驱动链轮、驱动链条、驱动枢轴、轴承座b、电机架c及联轴器e,该横移驱动电机通过电机架c固定在机器框架上,在所述运行导轨长度方向上设有两个轴承座b,每个轴承座b上均转动安装有驱动枢轴,每个所述驱动枢轴上均连动有驱动链轮;任意一个所述轴承座b上的驱动枢轴通过联轴器e与横移驱动电机的输出轴相连,所述驱动链条缠绕在两个驱动链轮上,并与所述链条拉钉a相连。
20.所述夹持机构包括上夹嘴、夹嘴驱动组件及夹持支架组件,该夹持支架组件包括支架b,所述夹嘴驱动组件包括升降驱动电机b、联轴器c、升降丝杠b、升降螺母b及上夹嘴支架,该升降驱动电机b 通过安装板b固接于所述支架b上,所述升降驱动电机b的输出轴通过联轴器c连接有升降丝杠b,该升降丝杠b上螺纹连接有升降螺母 b,所述升降螺母b与上夹嘴支架的一端固接,该上夹嘴支架的另一端设有上夹嘴;
21.所述引导机构包括引导升降驱动装置及引导框架组件,该引导框架组件包括支架c,所述引导升降驱动装置包括升降驱动电机c、联轴器d、升降丝杠c、升降螺母c及固定板b,该升降驱动电机c通过安装板c固接于支架c上,所述升降驱动电机c的输出轴通过联轴器d连接有升降丝杠c,该升降丝杠c上螺纹连接有升降螺母c,所述升降螺母c通过固定板b与支架c固接;
22.所述升降驱动电机c通过升降丝杠c及升降螺母c带动夹持机构升降,所述升降驱动电机b通过升降丝杠b及升降螺母b带动上夹嘴支架升降,进而调节所述上夹嘴升降,通过该上夹嘴夹持网格布;
23.所述支架c顶部固接有链条拉钉b,该链条拉钉b通过驱动链条与机器框架上安装的引导横移驱动机构相连,所述支架c的两侧安装有滑块f,该滑块f与固定在机器框架上的
运行导轨滑动连接,所述引导机构及夹持机构通过所述引导横移驱动机构的驱动沿运行导轨水平移动,牵引被所述夹持机构夹持的网格布到达设定长度位置进行切断,切断后的网格布通过所述引导机构实现铺设。
24.所述引导横移驱动机构包括横移驱动电机、驱动链轮、驱动链条、驱动枢轴、轴承座b、电机架c及联轴器e,该横移驱动电机通过电机架c固定在机器框架上,在所述运行导轨长度方向上设有两个轴承座b,每个轴承座b上均转动安装有驱动枢轴,每个所述驱动枢轴上均连动有驱动链轮;任意一个所述轴承座b上的驱动枢轴通过联轴器 e与横移驱动电机的输出轴相连,所述驱动链条缠绕在两个驱动链轮上,并与所述链条拉钉b相连。
25.所述支架b的一侧安装有上下设置的夹嘴上位感应开关组件及夹嘴下位感应开关组件,所述上夹嘴支架的同侧安装有检测板b;所述夹嘴上位感应开关组件及夹嘴下位感应开关组件结构相同,均包括开关固定架d及接近开关d,所述开关固定架d固定在所述支架b上,该开关固定架d上安装有与所述检测板b相对应的接近开关d。
26.所述支架c的一侧安装有上下设置的引导上位感应开关组件及引导下位感应开关组件,所述支架b的同侧安装有检测板c;所述引导上位感应开关组件及引导下位感应开关组件结构相同,均包括开关固定架d及接近开关d,所述开关固定架d固定在所述支架c上,该开关固定架d上安装有与所述检测板c相对应的接近开关d。
27.所述支架c两侧沿高度方向对称安装有引导升降滑轨,所述支架 b的两侧分别安装有与引导升降滑轨滑动连接的滑块d,所述上夹嘴支架的两侧分别安装有与引导升降滑轨滑动连接的滑块e。
28.本发明的优点与积极效果为:
29.1.本发明可实现网格布的全自动铺装工作,除网格布卷安装外,其余操作均为自动实现,提高劳动效率、降低劳动强度、节省贮存空间,工作期间无人工参与,大大提高安全性,非常适合流水线作业工作。
30.2.本发明由于采用传感器和接近开关控制各机构的运行,运动规律精确,性能可靠。
附图说明
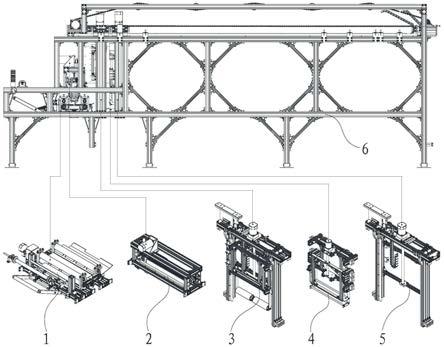
31.图1为本发明的结构示意图;
32.图2为本发明进布机构的立体结构示意图;
33.图3为本发明进布机构的结构主视图;
34.图4为本发明进布机构的结构右视图;
35.图5为图3中进布感应开关组件的立体结构示意图;
36.图6为本发明切布机构的立体结构示意图;
37.图7为图6中切布零位感应开关组件及切布限位感应开关组件的结构示意图;
38.图8为本发明铺平机构的立体结构示意图;
39.图9为图8中铺平升降驱动装置的结构主视图;
40.图10为图8中铺平上位感应开关组件、铺平中位感应开关组件及铺平下位感应开关组件的立体结构示意图;
41.图11为本发明夹持机构的立体结构示意图;
42.图12为本发明夹持机构的结构后视图;
43.图13为本发明引导机构的立体结构示意图;
44.图14为图13中引导升降驱动装置的结构主视图;
45.图15为图12中夹嘴上位感应开关组件、夹嘴下位感应开关组件的立体结构示意图;
46.图16为本发明机器框架的结构主视图;
47.图17为图16中左视上部的局部放大图;
48.图18为图16中模具定位传感器组件的立体结构示意图;
49.图19为图16中引导零位感应开关组件的立体结构示意图;
50.图20为本发明铺平横移驱动机构、引导横移驱动机构的立体结构示意图;
51.其中:1为进布机构,11为布卷芯轴组件,111为芯轴,112为固定盘,12为芯轴固定座,13为进布辊组件,131为前进布辊合件,1311为前进布上辊,1312为前进布下辊,132为后进布辊合件,1321 为后进布上辊,1322为后进布下辊,133为出布上导板,134为出布下导板,135为进布链轮,136为进布链条,137为进布辊驱动电机, 138为电机架a,139为联轴器a,14为缺布报警组件,141为固定辊, 142为摆臂,143为拉簧,144为走布工作台,145为转轴,146为固定座,147为开关座,148为行程开关,15为进布感应开关组件,151 为开关固定架a,152为接近开关a,153为检测片,154为销轴,155 为扭簧,16为进布框架,17为进布辊架合件,171为进布辊架,172 盖板,173为轴承座a,174为螺栓,175为弹簧,18为涨紧轮;
52.2为切布机构,21为切布组件,22为切布零位感应开关组件, 23为切布限位感应开关组件,24为切布驱动组件,25为开关固定架b,26为接近开关b,211为切刀,212为刀架,213为切刀导轨,214 为滑块a,215为切刀同步带轮a,216为切刀同步带,217为切刀驱动轴,218为支座轴承,219为切刀框架,220为切刀同步带轮b,221 为切刀同步带轮c,222为切刀同步带轮d,241为切布驱动电机,242 为电机架b,243为驱动同步带;
53.3为铺平机构,31为铺平组件,311为固定架,312为铺平辊, 313为检测板a,314为滑块b,32为铺平上位感应开关组件,321为开关固定架c,322为接近开关c,33为铺平中位感应开关组件,34 为铺平下位感应开关组件,35为铺平升降驱动装置,351为升降驱动电机a,352为安装板a,353为联轴器b,354为升降丝杠a,355为升降螺母a,356为固定板a,36为铺平升降滑轨,37为铺平框架组件,371为支架a,372为链条拉钉a,373为滑块c;
54.4为夹持机构,41为上夹嘴,42为夹嘴上位感应开关组件,421 为开关固定架d,422为接近开关d,43为夹嘴下位感应开关组件, 44为夹嘴驱动组件,441为升降驱动电机b,442为安装板b,443为联轴器c,444为升降丝杠b,445为升降螺母b,446为上夹嘴支架, 447为滑块d,448为检测板b,45为夹持支架组件,451为支架b, 452为滑块e,453为检测板c;
55.5为引导机构,51为引导上位感应开关组件,52为引导下位感应开关组件,53为引导升降驱动装置,531为升降驱动电机c,532 为安装板d,533为联轴器d,534为升降丝杠c,535为升降螺母c, 536为固定板b,54为引导升降滑轨,55为引导框架组件,551为支架c,552为滑块f,553为链条拉钉b;
56.6为机器框架,61为模具定位传感器组件,611为传感器固定架, 612为传感器,62为铺平零位感应开关组件,63为引导零位感应开关组件,631为开关固定架e,632为接近开关e,64为铺平下降位感应开关组件,65为回零减速感应开关组件,66为限位减速感应开关
组件,67为切布位感应开关组件,68为铺布位感应开关组件,69 为铺平限位感应开关组件,70为引导限位感应开关组件,71为铺平横移驱动机构,711为横移驱动电机,712为驱动链轮,713为驱动链条,714为驱动枢轴,715为轴承座b,716为电机架c,717为联轴器e,72为引导横移驱动机构,73为运行导轨,74为报警灯。
具体实施方式
57.下面结合附图对本发明作进一步详述。
58.如图1所示,本发明包括进布机构1、切布机构2、铺平机构3、夹持机构4、引导机构5及机器框架6,其中进布机构1、切布机构2 分别固定在机器框架6上,铺平机构3及引导机构5分别通过运行导轨73与机器框架6滑动连接,运行导轨73沿机器框架6的长度方向水平设置;夹持机构4通过引导机构5上的引导升陈滑轨54可相对升降地安装在引导机构5上,随该引导机构5相对于机器框架6滑动,引导升降滑轨54沿机器高度方向垂直设置;铺平机构3、夹持机构4 及引导机构5均位于切布机构2的出布一侧,该铺平机构3位于切布机构2与引导机构5之间;网格布通过进布机构1引入,并通过夹持机构4夹持,该夹持机构4随引导机构5在机器框架6的长度方向上水平移动至网格布到达设定长度位置,通过切布机构2实现网格布的切断,切断后的网格布通过引导机构5实现铺设,并在铺设过程中通过铺平机构3实现平整铺设。机器框架6上安装有报警灯74,该报警灯74为市购产品,购置于深圳市华南天城机床配件有限公司,型号为d50-c-f-24v。
59.如图1~5所示,本实施例的进布机构1包括布卷芯轴组件11、芯轴固定座12、进布辊组件13、缺布报警组件14、进布感应开关组件15、进布框架16及进布辊架合件17,其中布卷芯轴组件11包括芯轴111及固定盘112,该芯轴111两端的进布框架16上对称固定有两个芯轴固定座12,芯轴111的两端分别放置于两个芯轴固定座 12内,并可相对芯轴固定座12转动;芯轴111上安装有固定网格布卷的固定盘112,本实施例的固定盘112为两个,两个固定盘112之间的芯轴111用于放置网格布卷,用两个固定盘112将网格布卷固定在芯轴111上。根据网格布卷直径的大小,可以调整芯轴固定座12 的安装位置。
60.本实施例的进布辊组件13包括前进布辊合件131、后进布辊合件132、出布上导板133及出布下导板134,该前进布辊合件131的两侧以及后进布辊合件132的两侧均设置有进布辊架合件17;前进布辊合件131包括前进布上辊1311及前进布下辊1312,后进布辊合件132包括后进布上辊1321及后进布下辊1322;前进布下辊1312 的一端与安装于进布框架16上的进布辊驱动电机137输出端相连,另一端与后进布下辊1322通过传动装置相连。本实施例的进布辊架合件17包括进布辊架171、盖板172、轴承座a173、螺栓174及弹簧175,该进布辊架171固定在进布框架16上,顶部设有可拆卸的盖板172,盖板172的中间位置螺纹连接有螺栓174;进布辊架171 内上下设有两个轴承座a173,前进布上辊1311、前进布下辊1312的端部分别与上下设置的轴承座a173转动连接,后进布上辊1321、后进布下辊1322的端部分别与上下设置的轴承座a173转动连接;位于上方的轴承座a173与盖板172之间设有套在螺栓174上的弹簧175,弹簧175的两端始终与盖板172的下表面及位于上方的轴承座a173 抵接。本实施例的进布辊架171内位于下方的轴承座a173固定不动,位于上方的轴承座a173与进布辊架171可相对升降,且该位于上方的轴承座a173与螺栓174相连,通过旋拧螺栓174实现位于上方的轴承座a173带动前进布上辊1311或后进布上辊1321的升降,进而对前进布上
辊1311与前进布下辊1312之间的间距或后进布上辊1321 与后进布下辊1322之间间距调节,并在调节好后通过螺母将螺栓174 拧紧定位,以适应不同厚度网格布的进布。本实施例的传动装置为链轮链条结构,即前进布下辊1311与后进布下辊1322的同一端均安装有进布链轮135,两进布链轮135之间通过进布链条136连接;进布框架16上安装有对进布链条136进行涨紧的涨紧轮18。本实施例的进布辊驱动电机137通过电机架a138固定在进布框架16上,进布辊驱动电机137的输出端通过联轴器a139与前进布下辊1312相连,驱动前进布下辊1312旋转,前进布下辊1312通过进布链轮135与进布链条136的传动,带动后进布下辊1322同步旋转;网格布由前进布下辊1312与前进布上辊1311之间和后进布下辊1322与后进布上辊 1321之间穿过,利用摩擦力进行走布。本实施例的前进布辊合件131 中的前进布上辊1311与前进布下辊1312的直径相同,后进布辊合件 132中的后进布上辊1321与后进布下辊1322的直径相同,且前进布辊合件131中辊子直径与后进布辊合件132中辊子直径不同、相差 0.5mm,前进布辊合件131中辊子直径小于后进布辊合件132中辊子直径,保证网格布在前进布辊合件131和后进布辊合件132之间能够被抻直。
61.后进布辊合件132出布一侧设有上下设置的出布上导板133及出布下导板134,该出布上导板133与出布下导板134均安装于进布框架16上,出布上导板133与出布下导板134之间形成供网格布走布的通道;本实施例供网格布走布通道高为2mm。
62.本实施例在前进布辊合件131进布一侧设有缺布报警组件14,该缺布报警组件14包括固定辊141、摆臂142、拉簧143、转轴145、走布工作台144、固定座146、开关座147及行程开关148,该转轴 145的两端分别通过固定座146固接在进布框架16上,摆臂142的一端与进布框架16转动连接,另一端设有固定辊141;拉簧143的一端连接于转轴145上,另一端与摆臂142相连,固定辊141通过拉簧143的作用与芯轴111上安装的网格布卷抵接。开关座147安装于进布框架16上,该开关座147上设有行程开关148。本实施例的摆臂142为两个,至少一个摆臂142向上摆动的轨迹上设有行程开关 148;两个摆臂142的一端分别与进布框架16转动连接,另一端通过固定辊141相连。转轴145与前进布辊合件131之间设有安装在进布框架16上的走布工作台144。
63.本实施例在后进布辊合件132出布的一侧设有进布感应开关组件15,该进布感应开关组件15包括开关固定架a151、接近开关a152、检测片153、销轴154及扭簧155,开关固定架a151安装于进布框架 16上,该开关固定架a151上转动安装有销轴154,检测片153安装于销轴154上,并与销轴154连动,该检测片153的一端用于与网格布接触,另一端为自由端,销轴154上安装有使检测片153自动复位的扭簧155。接近开关a152安装于开关固定架a151上,并位于检测片153随销轴154转动的轨迹上。在出布上导板133及出布下导板 134上对应检测片153的位置均开设有保证检测片153随销轴154转动的槽口,可以保证进布感应开关组件15安全可靠地产生触发或截止信号。
64.本发明的行程开关148为市购产品,购置于上海德力西开关有限公司,型号为lx19-111;接近开关a152为市购产品,购置于浙江德力西电器有限公司,型号为cdj10-12a12an。
65.进布机构1工作时,将网格布卷套在芯轴111上,用两个固定盘 112将网格布卷固定在芯轴111上;将带布卷的布卷芯轴组件11放置到芯轴固定座12上。将网格布引入进布辊组件13,启动进布辊驱动电机137,利用进布辊驱动电机137驱动进布辊组件13中的前进布
辊合件131及后进布辊合件132带动网格布走布。走布过程中,网格布卷始终与固定辊141抵接,固定辊141在网格布卷的作用下带动摆臂142克服拉簧143的弹力向下转动;随着走布,网格布卷直径逐渐缩小,摆臂142在拉簧143的作用下,逐渐向上转动靠近行程开关 148,直至网格布卷上的网格布全部进布,摆臂142触碰到行程开关 148,行程开关148进行缺布报警,安装在机器框架6上的报警灯74 将闪烁,提示网格布卷临近用完,应更换网格布卷。
66.在走布过程中,网格布下压检测片153,使检测片153及销轴154 克服扭簧155的弹力作用向下转动,检测片153的自由端触发接近开关152。当进布完成,检测片153在扭簧155的作用下自动复位,检测片153的自由端与接近开关152分离,进布辊驱动电机137停止工作。
67.如图1、图6及图7所示,本实施例的切布机构2包括切布组件 21、同步带轮传动机构及切布驱动组件24,其中切布组件21包括切刀211、刀架212及切刀框架219,该切刀框架219固定在机器框架 6上,切布驱动组件24安装于切刀框架219上,输出端通过同步带轮传动机构与切刀211连接;本实施例的同步带轮传动机构包括切刀同步带轮a215、驱动同步带243、切刀同步带轮b220、切刀同步带轮c221、切刀同步带216及切刀同步带轮d222,该切刀同步带轮b220 与切刀同步带轮c221同轴安装,带轮轴转动安装于切刀框架219的一端;切刀同步带轮d222安装于切刀驱动轴217上,该切刀驱动轴 217的两端通过支座轴承218转动安装于切刀框架219的另一端,切刀驱动轴217与切刀同步带轮b220和切刀同步带轮c221的带轮轴平行;本实施例的切布驱动组件24包括切布驱动电机241及电机架 b242,该切布驱动电机241通过电机架b242安装于切刀框架219上,切布驱动电机241的输出端连接有切刀同步带轮a215,该切刀同步带轮a215通过驱动同步带243与切刀同步带轮b220连接,切刀同步带轮c221与切刀同步带轮d222之间通过切刀同步带216相连;刀架 212安装于切刀同步带216的下部,该刀架212上安装有切刀211,切刀211通过切布驱动组件24的驱动在切刀同步带轮c221与切刀同步带轮d222之间往复移动,裁切网格布。
68.本实施例在切刀同步带216的两侧对称设有安装于切刀框架219 上的切刀导轨213,两侧的切刀导轨213相平行;切刀211固定在刀架212的中部,该刀架212的两端下表面均固接有与两侧切刀导轨 213滑动连接的滑块a214。切刀211在随切刀同步带216往复移动的过程中,通过滑块a214与切刀导轨213支撑导向。
69.本实施例的切刀框架219上对应切刀211的起始位置安装有切布零位感应开关组件22,该切刀框架219与切刀211起始位置相对的另一端上安装有切布限位感应开关组件23。本实施例的切布零位感应开关组件22及切布限位感应开关组件23结构相同,均包括开关固定架b25及接近开关b26,该开关固定架b25固定在切刀框架219上,接近开关b26安装于开关固定架b25上。本实施例的开关固定架b25 为平板状,上端向切刀框架219的外侧弯折,接近开关b26安装于开关固定架b25的弯折部,并且该接近开关b26的触点位于弯折部的上方。
70.本发明的切刀211为市购产品,购置于浙江乐江机械有限公司,型号为yj-70a。
71.切布机构2工作时,网格布引入进布机构1,通过进布机构1进行送布,并通过夹持机构4将网格布一端夹持住,引导机构5牵引网格布到达设定长度位置。切布驱动电机241启动,驱动切刀同不带轮a215转动,再通过驱动同步带243、切刀同步带轮b220、切刀同步带轮c221使切刀同步带轮d222旋转,利用切刀同步带216将切刀同步带轮d222的旋转转换成刀
架212沿切刀导轨213的直线运动,进而带动切刀211对网格布进行裁切。当刀架212触发到切布限位感应开关组件23的接近开关b26的触点,切布驱动电机241停止工作,切刀211停止移动。然后,切布驱动电机241反向工作,当刀架212 触发到切布零位感应开关组件22的接近开关b26的触点,切布驱动电机241停止工作,完成对网格布的裁切,切刀211复位,等待下一次裁切。
72.如图1及图8~10所示,本实施例的铺平机构3包括铺平组件 31、铺平升降驱动装置35、铺平升降滑轨36及铺平框架组件37,其中铺平框架组件37包括支架a371,该支架a371的两侧沿高度方向对称安装有铺平升降滑轨36;本实施例的铺平升降驱动装置35包括升降驱动电机a351、联轴器b353、升降丝杠a354、升降螺母a355 及固定板a356,该升降驱动电机a351通过安装板a352固接于支架 a371的顶部,升降驱动电机a351的输出轴通过联轴器b353连接有升降丝杠a354,该升降丝杠a354上螺纹连接有升降螺母a355,升降螺母a355上固接有固定板a356。本实施例的铺平组件31包括固定架311、铺平辊312及滑块b314,该固定架311的上端与固定板a356 相连,下端设有铺平辊312,该铺平辊312的辊轴安装于固定架311 的下端,固定架311的两侧分别安装有与两侧铺平升降滑轨36滑动连接的滑块b314。铺平辊312为整体结构或分为多个,该铺平辊312 的辊轴为一整根轴,铺平辊312转动安装于该辊轴上。本实施例的铺平辊312为两个,分别转动安装于辊轴上。
73.本实施例在固定架311的一侧安装有检测板a313,该检测板a313 所对的支架a371一侧沿高度方向分别安装有铺平上位感应开关组件 32、铺平中位感应开关组件33及铺平下位感应开关组件34。本实施例的铺平上位感应开关组件32、铺平中位感应开关组件33及铺平下位感应开关组件34结构相同,均包括开关固定架c321及接近开关 c322,开关固定架c321固定在支架a371上,该开关固定架c321上安装有与检测板a313相对应的接近开关c322,接近开关c322的一端固定在开关固定架c321上,另一端为与检测板a313的触碰端,位于检测板a313随固定架311的升降轨迹中。
74.本实施例的铺平框架组件37还包括链条拉钉a372及滑块c373,支架a371的两侧对称安装有滑块c373,该滑块c373与网格布铺装机的机器框架6上安装的运行导轨73滑动连接。支架a371的顶部固接有链条拉钉a372,该链条拉钉a372通过驱动链条713与网格布铺装机机器框架上安装的铺平横移驱动机构71相连,铺平机构3的整体通过铺平横移驱动机构71的驱动沿运行导轨73水平移动。
75.本发明的接近开关c322为市购产品,购置于浙江德力西电器有限公司,型号为cdj10-12a12an。
76.铺平机构3工作时,网格布铺装机的控制机构(本发明的网格布铺装机的控制机构为现有技术)控制升降驱动电机a351工作,驱动升降丝杠a354旋转,通过升降丝杠a354与升降螺母a355形成的螺旋副,转变为带动固定架311沿铺平升降滑轨36升降的直线运动副,进而调节铺平辊312与网格布之间的距离。在固定架311升降过程中,检测板a313触碰到铺平上位感应开关组件32、铺平中位感应开关组件33或铺平下位感应开关组件34的接近开关c322,接近开关c322 将信号传递给网格布铺装机的控制机构,由网格布铺装机的控制机构在固定架311升降到位后控制升降驱动电机a351停止工作,通过铺平辊312将网格布铺装机上走布的网格布铺平。
77.如图1及图11~15所示,本实施例的夹持机构4包括上夹嘴41、夹嘴驱动组件44及
夹持支架组件45,该夹持支架组件45包括支架 b451,夹嘴驱动组件44包括升降驱动电机b441、联轴器c443、升降丝杠b444、升降螺母b445及上夹嘴支架446,该升降驱动电机b441 通过安装板b442固接于支架b451上,升降驱动电机b441的输出轴通过联轴器c443连接有升降丝杠b444,该升降丝杠b444上螺纹连接有升降螺母b445,升降螺母b445与上夹嘴支架446的一端固接,该上夹嘴支架446的另一端设有上夹嘴41。
78.本实施例的引导机构5包括引导升降驱动装置53及引导框架组件55,该引导框架组件55包括支架c551,引导升降驱动装置53包括升降驱动电机c531、联轴器d533、升降丝杠c534、升降螺母c535 及固定板b536,该升降驱动电机c531通过安装板c532固接于支架 c551上,升降驱动电机c531的输出轴通过联轴器d533连接有升降丝杠c534,该升降丝杠c534上螺纹连接有升降螺母c535,升降螺母 c535通过固定板b536与支架b451固接。
79.本实施例在支架c551两侧沿高度方向对称安装有引导升降滑轨 54,支架b451的两侧分别安装有与引导升降滑轨54滑动连接的滑块 d447,上夹嘴支架446的两侧分别安装有与引导升降滑轨54滑动连接的滑块e452。
80.本实施例在支架b451的一侧安装有上下设置的夹嘴上位感应开关组件42及夹嘴下位感应开关组件43,上夹嘴支架446的同侧安装有检测板b448。本实施例的夹嘴上位感应开关组件42及夹嘴下位感应开关组件43结构相同,均包括开关固定架d421及接近开关d422,开关固定架d421固定在支架b451上,该开关固定架d421上安装有与检测板b448相对应的接近开关d422,接近开关d422的一端固定在开关固定架d421上,另一端为与检测板b448的触碰端,位于检测板b448随上夹嘴支架446的升降轨迹中。
81.本实施例在支架c551的一侧安装有上下设置的引导上位感应开关组件51及引导下位感应开关组件52,支架b451的同侧安装有检测板c453。本实施例的引导上位感应开关组件51及引导下位感应开关组件52结构相同,均包括开关固定架d421及接近开关d422,开关固定架d421固定在支架c551上,该开关固定架d421上安装有与检测板c453相对应的接近开关d422,接近开关d422的一端固定在开关固定架d421上,另一端为与检测板c453的触碰端,位于检测板 c453随支架b451的升降轨迹中。
82.升降驱动电机c531通过升降丝杠c534及升降螺母c535带动夹持机构4升降,升降驱动电机b441通过升降丝杠b444及升降螺母 b445带动上夹嘴支架446升降,进而调节上夹嘴41升降,通过该上夹嘴41夹持网格布。
83.本实施例的支架c551顶部固接有链条拉钉b553,该链条拉钉 b553通过驱动链条713与网格布铺装机机器框架上安装的引导横移驱动机构72相连。支架c551的两侧安装有滑块f552,该滑块f552 与固定在机器框架6上的运行导轨73滑动连接。引导机构5及夹持机构4通过引导横移驱动机构72的驱动沿运行导轨73水平移动,牵引被夹持机构4夹持的网格布到达设定长度位置进行切断。
84.本发明的接近开关d422为市购产品,购置于浙江德力西电器有限公司,型号为cdj10-12a12an。
85.夹持机构4及引导机构5工作时,网格布铺装机的控制机构控制升降驱动电机c531工作,驱动升降丝杠c534旋转,通过升降丝杠 c534与升降螺母c535形成的螺旋副,转变为带动夹持机构4沿引导升降滑轨54升降的直线运动副。网格布铺装机的控制机构控制升降驱动电机b441工作,驱动升降丝杠b444旋转,通过升降丝杠b444 与升降螺母b445形成的螺
旋副,转变为带动上夹嘴支架446沿引导升降滑轨54升降的直线运动副,进而将进布机构1输送的网格布的一端夹持住。网格布铺装机的控制机构再控制引导横移驱动电机工作,通过驱动链条713带动引导机构5及夹持机构4沿运行导轨73 水平移动至设定网格布的长度,然后再由切布机构2实现网格布的切断。切断后,引导横移驱动电机通过驱动链条带动引导机构5沿运行导轨73水平移动,实现网格布的铺设。
86.在上夹嘴支架446升降过程中,检测板b448触碰到夹嘴上位感应开关组件42或夹嘴下位感应开关组件43的接近开关d422,接近开关d422将信号传递给网格布铺装机的控制机构,由网格布铺装机的控制机构在上夹嘴支架446升降到位后控制升降驱动电机b441停止工作。
87.在支架b451升降过程中,检测板c453触碰到引导上位感应开关组件51或引导下位感应开关组件52的接近开关d422,接近开关d422 将信号传递给网格布铺装机的控制机构,由网格布铺装机的控制机构在支架b451升降到位后控制升降驱动电机c531停止工作。
88.本实施例的运行导轨73在机器框架6的上部及下部均设置,相应地,与运行导轨73滑动连接的滑块与运行导轨73的数量相同。
89.如图16所示,本实施例在机器框架6的上方沿长度方向由进布一侧向另一侧分别安装有铺平零位感应开关组件62、引导零位感应开关组件63、铺平下降位感应开关组件64、回零减速感应开关组件 65,限位减速感应开关组件66、切布位感应开关组件67、铺布位感应开关组件68、铺平限位感应开关组件69及引导限位感应开关组件 70,在机器框架6下方设有模具定位传感器组件61。如图18所示,模具定位传感器组件61包括传感器固定架611及传感器612,该传感器固定架611固定在机器框架6上,传感器612固定在传感器固定架611上,进而组成模具定位传感器组件61。本实施例的传感器为市购产品,购置于广州市施克传感器有限公司,型号为gte6-n1211。
90.本实施例的铺平零位感应开关组件62、铺平下降位感应开关组件64、回零减速感应开关组件65,限位减速感应开关组件66、切布位感应开关组件67、铺布位感应开关组件68、铺平限位感应开关组件69及引导限位感应开关组件70的结构相同,并与切布零位感应开关组件22和切布限位感应开关组件23的结构相同,如图7所示,在此不再赘述,移动切布位感应开关组件67的位置可以改变切割下来的网格布的长短。如图18所示,引导零位感应开关组件63包括开关固定架e631及接近开关e632,开关固定架e631固定在机器框架6 上,接近开关d632固定在开关固定架e631上,进而组件引导零位感应开关组件63。
91.本实施例的铺平横移驱动机构71与引导横移驱动机构72结构相同,如图17及图20所示,均包括横移驱动电机711、驱动链轮712、驱动链条713、驱动枢轴714、轴承座b715、电机架c716及联轴器e717,该横移驱动电机711通过电机架c716固定在机器框架6上,在运行导轨73长度方向上设有两个安装在机器框架6上的轴承座 b715,每个轴承座b715上均转动安装有驱动枢轴714,每个驱动枢轴714上均连动有驱动链轮712。任意一个轴承座b715上的驱动枢轴714通过联轴器e717与横移驱动电机711的输出轴相连,驱动链条713缠绕在两个驱动链轮712上,并与铺平机构3中的链条拉钉 a372或引导机构5中的链条拉钉b553相连。
92.本发明的工作原理为:
93.第一步,网格布卷套在芯轴111上,用两个固定盘112将网格布卷固定在芯轴111上;将带网格布卷的布卷芯轴组件11放置到芯轴固定座12上。
94.第二步,由网格布铺装机的控制机构给铺装机提供50hz、220v 工频市电,进布感应开关组件15触发,切布零位感应开关组件22截止,铺平上位感应开关组件32触发,夹嘴上位感应开关组件42触发、引导上位感应开关组件51触发,铺平零位感应开关组件62触发,引导零位感应开关组件63触发,进布辊驱动电机137启动人工将网格布引入进布辊组件13。
95.第三步,进布感应开关组件15截止,进布辊驱动电机137停止运动。夹嘴驱动组件44启动,运行至夹嘴下位感应开关组件43触发,夹嘴驱动组件44停止运动。
96.第四步,引导横移驱动机构72启动,引导机构5牵引网格布行进到限位减速感应开关组件66触发,运行速度减慢,行进到切布位感应开关组件67触发,引导横移驱动机构72停止运动,铺平横移驱动机构71启动,铺平机构3行进到铺平下降位感应开关组件64触发,铺平横移驱动机构71停止运动,铺平升降驱动装置35启动,铺平组件31运行至铺平中位感应开关组件33触发,铺平升降驱动装置35 停止运动。
97.第五步,切刀211启动,切布驱动组件24启动,当切布限位感应开关组件23触发,切布驱动组件24停止运动,切刀211停止运动,切布驱动组件24启动反转,当切布零位感应开关组件22触发切布驱动组件24停止运动,完成对网格布的切割。
98.第六步,模具车运行至模具定位传感器组件61触发,模具车停止运行,引导横移驱动机构72启动反转,引导机构回行至限位减速感应开关组件66触发,引导横移驱动机构72停止运动,铺平升降驱动装置35启动,铺平组件31运行至铺平下位感应开关组件34触发,铺平升降驱动装置35停止运动。
99.第七步,引导横移驱动机构72启动,引导机构5牵引网格布行进到铺布位感应开关组件68触发,引导横移驱动机构72停止运动,引导升降驱动装置53启动,夹持支架组件45运行至引导下位感应开关组件52触发,引导升降驱动装置53停止运动,夹嘴驱动组件44 启动反转,运行至夹嘴下位感应开关组件42触发,夹嘴驱动组件44 停止运动,网格布脱离夹持机构4。
100.第八步,引导升降驱动装置53启动反转,夹持支架组件45运行至引导上位感应开关组件51触发,引导升降驱动装置53停止运动,引导横移驱动机构72启动,引导机构5行进到引导限位感应开关组件70触发,引导横移驱动机构72停止运动。
101.第九步,铺平横移驱动机构71启动,铺平机构3行进到限位减速感应开关组件66触发,运行速度减慢,行进到铺平限位感应开关组件69触发,铺平横移驱动机构71停止运动,铺平升降驱动装置 35启动反转,铺平组件31运行至铺平上位感应开关组件32触发,铺平升降驱动装置35停止运动。
102.第十步,铺平横移驱动机构71启动反转,铺平机构3行进到回零减速感应开关组件65触发,运行速度减慢,行进到铺平零位感应开关组件62触发,铺平横移驱动机构71停止运动。
103.重复第三步到第十步的动作,可以完成连续自动的网格布的铺设工作,当报警灯74闪烁,提示网格布卷临近用完,需要更换网格布卷则重复第一步到第十步的动作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

