1.本发明涉及干混砂浆生产设备,具体地,涉及一种添加剂称量系统。此外,本发明还涉及一种添加剂称量方法。
背景技术:
2.干混砂浆是指经干燥筛分处理的骨料、无机胶凝材料和添加剂等按一定比例进行物理混合而成的一种颗粒状或粉状,以袋装或散装的形式运至工地,加水拌和后即可直接使用的物料,在建筑和装修工程应用极为广泛。
3.目前,在干混砂浆制备过程中,需要加入多种添加剂以提高干混砂浆的性能和品质。根据用途不同,对干混砂浆的抗收缩、抗龟裂、保温、防潮等特性的要求均不同,且施工要求的和易性、保水性、凝固时间也不同。因此,需要在干混砂浆中加入适量的添加剂,添加剂一般用量很小,在1%~3%左右,但作用巨大,添加剂包括可再分散乳胶粉,用以改善干混砂浆的以下性能:新拌砂浆的保水性和工作性对不同基层的粘结性能;干混砂浆的柔性和变形性能;折强度和内聚性;耐磨性;韧性;密实度(抗渗性);在薄层抹灰砂浆、瓷砖粘结剂、外墙外保温系统、自流平地坪材料中应用均有良好的效果。而实际应用过程中,为了提高综合性能,需要同时使用多种添加剂,并且各种添加剂之间可能存在相互影响。由此,在对干混砂浆添加剂的使用过程中,根据添加剂性能不同,需要对称量系统进行清理。现有的对秤斗清理的主要方法有:第一,采用人工方法,打开秤斗,用压缩空气进行清理;第二,采用气动振动器或电动振动器进行清理;第三,直接加入清洗剂带走附着在秤斗上的添加剂。但是由于添加剂黏性强,会附着在秤斗上,上述清理方法不仅费时费力影响生产效率,其清除效果也不好,尤其是管路、蝶阀等连接件。
4.基于上述原因,需要提供一种添加剂称量系统,以解决上述技术问题。
技术实现要素:
5.本发明一方面所要解决的技术问题是提供一种添加剂称量系统,该添加剂称量系统结构合理,清洗效果好。
6.此外,本发明另一方面所要解决的技术问题是提供一种添加剂称量方法,该方法操作简单,工作效率高。
7.为了解决上述技术问题,本发明一方面提供一种添加剂称量系统,包括:
8.若干添加装置,用于容纳并输出添加剂;
9.称量装置,与添加装置形成物料输送式配合,以对从添加装置输出的添加剂进行称量;
10.至少一个清洗装置,与称量装置形成物料输送式配合;
11.其中,清洗装置包括用于容纳清洗剂的清洗剂容纳结构、用于输送清洗剂容纳结构中清洗剂的清洗剂输送结构以及与清洗剂输送结构连接的清洗结构;清洗结构至少部分位于称量装置内,使得清洗结构能够在旋转过程中将清洗剂抛出,以清除称量装置中残留
的添加剂。
12.在本发明提供的一种添加剂称量系统中,清洗结构包括抛洒电机、与抛洒电机连接的安装座、与抛洒电机的电机轴连接的传输轴、与传输轴的远离抛洒电机的一端连接的抛洒结构,安装座的内周面与传输轴的外周面之间形成为空腔结构,清洗剂输送结构的出口端与安装座连接,抛洒结构内形成有抛洒通道,该抛洒通道的一端与空腔结构连通。
13.在本发明提供的一种添加剂称量系统中,抛洒结构包括第一板、第二板、设于第一板和第二板之间的多个隔板以及与第二板背离隔板的一面连接的桶体。
14.在本发明提供的一种添加剂称量系统中,第一板和第二板为外径相等的圆形,第二板的中心区域形成有通孔,通孔的内径与桶体的内径相等。
15.在本发明提供的一种添加剂称量系统中,清洗剂输送结构包括:
16.螺旋输送机,与清洗剂容纳结构连通;
17.溜管,一端与螺旋输送机连接,另一端穿过安装座的侧壁与安装座连通;
18.输送电机,设于螺旋输送机远离溜管的一端,用于为螺旋输送机提供动力将清洗剂从清洗剂容纳结构输送至溜管。
19.在本发明提供的一种添加剂称量系统中,溜管形成为从上至下逐渐向称量装置的中心区域倾斜的管路。
20.在本发明提供的一种添加剂称量系统中,各添加装置的输出端端口设于称量装置的上部,清洗装置和各添加装置围绕称量装置呈圆周分布。
21.在本发明提供的一种添加剂称量系统中,添加装置包括添加剂容纳结构和添加剂输送结构,添加剂输送结构的一端与添加剂容纳结构连通,另一端设于称量装置的上方。
22.在本发明提供的一种添加剂称量系统中,称量装置包括秤斗和设于秤斗的下方的输送装置,秤斗和输送装置之间设有至少两个蝶阀。
23.另外,本发明另一方面还提供一种添加剂称量方法,采用根据上述技术方案中任一项述的添加剂称量系统,包括如下步骤:
24.s1、预设配方程序,或人工操作输入配方,添加装置向称量装置内输送添加剂;
25.s2、根据添加剂配方判定称量装置是否需要清洗:如果是,控制清洗装置对称量装置进行清洗;如果否,执行自动生产。
26.通过上述技术方案,本发明的添加剂称量系统包括至少一个清洗装置和称量装置,清洗装置包括清洗剂容纳结构、用于输送清洗剂容纳结构中清洗剂的清洗剂输送结构以及与清洗剂输送结构连接的清洗结构,清洗结构设于称量装置的上部,清洗结构适于在旋转过程中将清洗剂抛出,以能够对称量装置进行清洗。本发明的添加剂称量系统中通过设置至少一个清洗装置和称量装置,清洗装置能够根据添加剂特性对称量装置进行清洗,包括称量装置中的蝶阀和管路,均能够清洗的比较彻底,清洗效率高,清洗效果好。
27.有关本发明的其他优点以及优选实施方式的技术效果,将在下文的具体实施方式中进一步说明。
附图说明
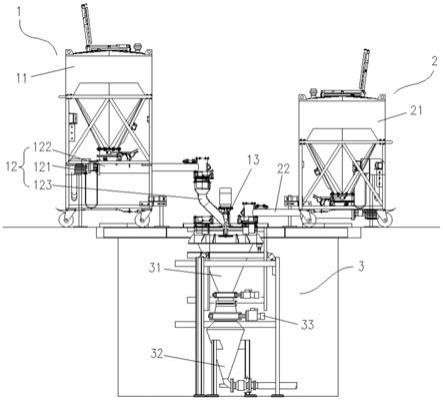
28.图1是本发明的添加剂称量系统的一个具体实施例的结构示意图;
29.图2是图1的俯视图;
30.图3是本发明的清洗装置的一个具体实施例的结构示意图;
31.图4是本发明的添加装置的一个具体实施例的结构示意图;
32.图5是本发明的清洗结构的一个具体实施例的结构示意图;
33.图6是图5的仰视图;
34.图7是本发明的传输轴和抛洒结构的一个具体实施例的结构示意图;
35.图8是本发明的添加剂称量方法的流程图。
36.附图标记说明
37.1清洗装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11清洗剂容纳结构
38.12清洗剂输送结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121输送电机
39.122螺旋输送机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
123溜管
40.13清洗结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
131抛洒电机
41.132安装座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133传输轴
42.134抛洒结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1341第一板
43.1342第二板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1343隔板
44.1344桶体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
135空腔结构
45.136抛洒通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2添加装置
46.21添加剂容纳结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22添加剂输送结构
47.3称量装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31秤斗
48.32输送装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33蝶阀
具体实施方式
49.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
50.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或者是一体连接;可以是直接连接,也可以是通过中间媒介间接连接,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
51.如图1和图2所示,本发明一方面提供一种添加剂称量系统,包括:
52.若干添加装置2,用于容纳并输出添加剂;
53.称量装置3,与添加装置2形成物料输送式配合,以对从添加装置2输出的添加剂进行称量;
54.至少一个清洗装置1,与称量装置3形成物料输送式配合;
55.其中,清洗装置1包括用于容纳清洗剂的清洗剂容纳结构11、用于输送清洗剂容纳结构11中清洗剂的清洗剂输送结构12以及与清洗剂输送结构12连接的清洗结构13;清洗结构13至少部分位于称量装置3内,使得清洗结构13能够在旋转过程中将清洗剂抛出,以清除称量装置3中残留的添加剂。
56.本发明的添加剂称量系统包括清洗装置1、添加装置2和和称量装置3,其中,如图3所示,清洗装置1包括清洗剂容纳结构11、清洗剂输送结构12和清洗结构13,清洗剂容纳结
构11优选为仓体结构,清洗剂容纳结构11的上端设置仓盖,能够打开后向清洗剂容纳结构11内添加清洗剂。清洗剂容纳结构11的下部连接清洗剂输送结构12,清洗剂输送结构12能够将清洗剂输送至清洗结构13,清洗结构13位于称量装置3的上部,清洗结构13能够通过高速旋转,将清洗剂抛洒至称量装置3上,以此能够清理称量装置3,不需要通过人工或其他清洗方式,操作简单,且安全高效。另外,多个添加装置2能够将多种添加剂分别盛放,根据实际添加要求,将添加剂输送到称量装置3中,对所需的添加剂进行称重,称重后,根据添加剂的特性,选择是否启动清洗装置1对称量装置3进行清洗,结构简单,工作效率高,清洗效果好。
57.需要说明的是,本发明的清洗剂优选为沙子。在使用过程中,清洗剂从清洗剂容纳结构11的底部经清洗剂输送结构12输送至清洗结构13,清洗结构13在抛洒电机131的带动下高速旋转,将清洗剂抛出,完成对称量装置3的清洗。另外,本发明的添加剂称量系统中还包括控制系统,控制系统能够控制清洗装置1、添加装置2和称量装置3,生产过程中,当干混砂浆生产线操作系统输入切换配方指令时,控制系统通过设定好的配方库判定是否需要清洗,如无需清洗,则直接进行生产;如果判定需要进行清洗,通过控制清洗剂输送结构12,将清洗剂容纳结构11中的清洗剂输送到清洗结构13,清洗结构13在高速旋转过程中将清洗剂高速抛出,击打秤斗31,对秤斗31进行清洗,达到清洗秤斗31的目的。清洗后的清洗剂通过输送装置32输送进入生产系统,在输送过程中同时将蝶阀、管路等连接件清理干净。
58.在本发明提供的一种添加剂称量系统的实施例中,清洗结构13包括抛洒电机131、与抛洒电机131连接的安装座132、与抛洒电机131的电机轴连接的传输轴133以及与传输轴133的远离抛洒电机131的一端连接的抛洒结构134,安装座132的内周面与传输轴133的外周面之间形成为空腔结构135,清洗剂输送结构12的出口端与安装座132连接,抛洒结构134内形成有抛洒通道136,该抛洒通道136的一端与空腔结构135连通。传输轴133的一端与抛洒电机131的输出轴连接,传输轴133的另一端与抛洒结构134连接,抛洒电机131启动后,抛洒结构134能够在高速旋转状态下将清洗剂抛出,达到对称量装置3清洗的目的。安装座132与抛洒电机131的壳体固定连接,在抛洒电机131工作过程中,安装座132不旋转,安装座132内形成为空腔结构,传输轴133设置在安装座132的中心区域,传输轴133的轴向中心线与安装座132的轴向中心线重合,安装座132与传输轴133间能够形成容纳清洗剂的空腔,安装座132与抛洒结构134之间不连接。
59.在本发明提供的一种添加剂称量系统的实施例中,抛洒结构134包括第一板1341、第二板1342、设于第一板1341和第二板1342之间的多个隔板1343以及与第二板1342背离隔板1343的一面连接的桶体1344。
60.需要说明的是,第一板1341和第二板1342为外径相等的圆形,第二板1342的中心区域形成有通孔,通孔的内径与桶体1344的内径相等。各隔板1343形成为长方体,且各隔板1343沿第二板1342的中心轴线均匀分布。
61.从图5至图7中可以看出,第一板1341和第二板1342形成为外径相等的圆形,但是第二板1342的中心区域形成有直径与桶体1344相等的通孔,桶体1344的一端与第二板1342的中心区域的通孔焊接连接,第一板1341和第二板1342间设置四个均匀分布的隔板1343,相邻两个隔板1343间形成有间隙,在抛洒结构134随着抛洒电机131的旋转过程中,清洗剂能够从相邻两个隔板1343间的间隙中被抛出。
62.可以想到的是,隔板1343的数量不仅限于设置为四个,还可以是三个、五个或者是其他数量,并且隔板1343的形状也不仅限于长方体,也可以是正方体、圆柱体等其他结构形式,能够使得第一板1341和第二板1342间形成有能够使清洗剂通过的间隙即可,均属于本发明的保护范围。
63.另外,第一板1341、第二板1342和隔板1343之间既可以采用紧固件(如螺钉、螺栓等)连接,也可以采用焊接方式连接,还可以采用胶黏剂胶接,根据实际生产情况而定,均属于本发明的保护范围。
64.而本发明中,安装座132的上部形成为圆柱体,下部形成为具有开口的圆台,安装座132的两端均形成为开口结构,下端的开口直径大于传输轴133的直径,以便于清洗剂迅速掉落到抛洒结构134内。
65.在本发明提供的一种添加剂称量系统的实施例中,清洗剂输送结构12包括:螺旋输送机122,与清洗剂容纳结构11连通;
66.溜管123,一端与螺旋输送机122连接,另一端穿过安装座132的侧壁与安装座132连通;
67.输送电机121,设于螺旋输送机122远离溜管123的一端,用于述螺旋输送机122提供动力将清洗剂从清洗剂容纳结构11输送至溜管123。
68.并且,溜管123形成为从上至下逐渐向称量装置3的中心区域倾斜的管路。
69.在本发明提供的一种添加剂称量系统的实施例中,各添加装置2的输出端端口设于称量装置3的上部,清洗装置1和各添加装置2围绕称量装置3呈圆周分布。
70.在本发明提供的一种添加剂称量系统的实施例中,如图4所示,添加装置2包括添加剂容纳结构21和添加剂输送结构22,添加剂输送结构22的一端与添加剂容纳结构21连通,另一端设于称量装置3的上方。
71.需要说明的是,根据实际生产需要,本发明的清洗装置1的数量为一个,添加装置2的数量为七个,清洗装置1和添加装置2的数量可以设置为多个,并且清洗装置1和添加装置2的排布方式也可以设置为一排或者是多排形式,根据实际生产需要,均属于本是发明的保护范围。
72.在本发明提供的一种添加剂称量系统的实施例中,称量装置3包括秤斗31和设于秤斗31的下方的输送装置32,秤斗31和输送装置32之间设有至少两个蝶阀33。
73.本发明的添加剂称量系统的工作过程为:首先,在清洗装置1中装入清洗剂,在多个添加装置2中装入添加剂,根据生产需要,控制系统控制添加装置2,向称量装置3内放入设定重量的添加剂;其次,称重结束后,添加剂由输送装置32输送到需要的容器中;最后,根据添加的添加剂的性质,判定是否需要对称量装置3进行清洗,如果需要,控制系统控制清洗装置1,对称量装置3进行清洗,夹杂有添加剂的清洗剂则能够通过输送装置32排出。在对秤斗31进行清洗的同时,也能够对设置在秤斗31下方的蝶阀和管路等连接件进行清洗,操作方便,清洗效果好,清洗效率高。
74.另外,本发明另一方面还提供一种添加剂称量方法,采用根据上述技术方案中任一项的添加剂称量系统,包括如下步骤:
75.s1、预设配方程序,或人工操作输入配方,添加装置2向称量装置3内输送添加剂;
76.s2、根据添加剂配方判定称量装置3是否需要清洗:如果是,控制清洗装置1对称量
装置3进行清洗;如果否,执行自动生产。
77.本发明的添加剂称量方法的操作过程可以理解为:首先,通过控制系统,可以预设配方程序,控制一个或多个添加装置2向称量装置3中输入一定质量的添加剂,当输入的添加剂的质量达到预设要求时,控制系统控制添加装置2,停止输送添加剂。可以想到的是,当控制系统无法满足预设条件时,也可以采用人工操作的方式输入配方,控制添加装置2向称量装置3中输入添加剂。其次,当上一道工序结束,控制系统根据预设配方程序或人工输入的配方进行分析是否需要对称量装置3进行清洗,如果判定需要清洗,则控制清洗装置1输出清洗剂,对称量装置3进行清洗;如果判定不需要清洗,则可以直接进行生产。
78.需要说明的是,本发明的步骤s2中,根据添加剂配方判定称量装置3是否需要清洗的前提是,在生产过程中,干混砂浆生产线的操作系统输入切换配方指令时,或者是其他检测到配方切换的情况下,才需要判定是否需要对称量装置3进行清洗。如果是在生产过程中,仅仅是向添加装置2中增加同种添加剂,则不需要启动清洗过程。而可以理解的是,切换配方包括以下两种情况:第一,根据生产需要,多个添加装置2中分别装有不同种类的添加剂,其中一个或多个添加装置2向称量装置3中输入添加剂后,控制系统控制另外不同的添加装置2向称量装置3中继续添加不同种类的添加剂;第二,当同一个添加装置2在生产结束后,需要根据生产要求,更换不同配方的添加剂。上述两种情况均可以认为是切换配方的状态,均需要判定是否需要对称量装置3进行清洗。
79.由以上描述可以看出,本发明的添加剂称量系统中,添加装置2能够通过添加剂输送结构22将添加剂输送至称量装置3,在切换配方后,能够根据实际生产需要,在称量装置3需要清洗时,控制清洗装置1对称量装置3进行清洗,不需要人工清洗,且不仅能够对秤斗31进行清洗,还能够对与秤斗31连接的蝶阀、管路等连接件进行清洗,清洗效率高,清洗效果好。
80.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
81.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
82.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

