1.本实用新型涉及液固分离过滤技术领域,尤其是一种陶瓷过滤机双滤桶双真空泵脱水排液装置。
背景技术:
2.陶瓷过滤机是一种新型高效、节能低耗的液固脱水分离设备,其最终产品是干燥的滤饼和清晰的滤液。其设计先进,结构合理,自动化程度高,虽然设备投资费用比较高,但过滤效率高,脱水成本低,智能全自动运作,操作维护劳动强度低;其最大优点是滤饼产量大,水分低,节能效果显著,滤液清澈透明,无环境污染,水资源可回用,具有显著的经济效益和社会效益,现已彻底取代过滤行业原有的圆盘真空过滤机。
3.以毛细作用为原理的陶瓷过滤机其运行机理是:采用微孔陶瓷片作为过滤介质,脱水过程中,在压强差的作用下,悬浮液通过过滤介质时,颗粒被截留在过滤介质表面形成滤饼,而液体则通过过滤介质流出,达到固液分离脱水的目的。关键是陶瓷过滤板具有产生毛细效应的微孔,使微孔中的毛细作用力大于真空所施加的力,微孔始终保持充满液体状态,无论在任何情况下,过滤板只有滤液通过,空气无法通过,固液分离时能耗很低、真空度非常高,它是目前世界上一种最新型的高效节能脱水设备。
4.陶瓷过滤机主要由陶瓷过滤板、主轴转筒、搅拌机构、刮刀组件、料浆槽体、分配头、真空系统、反冲洗系统、清洗系统和自动化控制系统等组成。陶瓷过滤机脱水工艺流程分为四个连续工作区域:过滤板在一周旋转中,经过滤饼形成、真空脱水、刮刀刮除及反冲清洗四个阶段。
5.由于陶瓷过滤机的脱水排液装置在整个过滤工艺流程中是非常重要的环节,目前国内外陶瓷过滤机的脱水系统主要采取三种排液装置,即:
①
、滤液泵排液装置;
②
、高差位排液装置;
③
、双滤桶排液装置。这三种排液装置分别适用不同的工况条件。
6.根据对三种排液装置实际使用情况的统计:
①
、滤液泵排液装置故障率最高,达20%~25%;
②
、双层真空滤桶排液装置故障率居中,达10%~15%,但是响声很大,效率低和寿命较低;
③
、高差排液装置故障率最低,故障率达4%。为降低陶瓷过滤机脱水系统故障率,照此可全部采用高差排液装置,但此排液装置必须要求真空泵与底部水箱之间存在至少需要有10米高差,受到现场实际使用条件的限制,实际使用的用户不多,因此双层真空滤桶排液装置用户在不断增加,但也存在一些上述问题。
技术实现要素:
7.本技术人针对上述现有生产技术中的缺点,提供一种陶瓷过滤机双滤桶双真空泵脱水排液装置,效率提高、噪音较小且故障率降低。
8.本实用新型所采用的技术方案如下:一种陶瓷过滤机双滤桶双真空泵脱水排液装置,包括安装于机座上的陶瓷过滤机,陶瓷过滤机包括转轴、驱动转轴转动的驱动装置、转轴上安装的转筒以及转筒外圆周面上均匀间隔安装的陶瓷过滤板,陶瓷过滤机的一侧设置
有电控柜,转轴上安装分配头,所述分配头的出水口通过水管连通上滤桶,水管上安装吸水阀,分配头的出气口通过气管连通上滤桶,气管上安装联通阀,上滤桶通过真空管路一与大真空泵连接,下滤桶侧壁安装液位计和排气阀,下滤桶底部安装排液阀,下滤桶通过真空管路二和小真空泵连接,真空管路二上安装真空阀,上滤桶叠放在下滤桶上且二者之间通过机械重力阀或电动阀连通。
9.作为上述技术方案的进一步改进:
10.所述水管的出液端安装在上滤桶的顶部,气管的出液端安装在上滤桶的顶部,真空管路一的吸气端口安装在上滤桶的顶部。
11.所述真空管路二的吸气端口安装在下滤桶侧壁的上部位置,排气阀安装在下滤桶侧壁的上部位置,排气阀布置在液位计的上方,排气阀和液位计布置在下滤桶的同一侧,真空管路二布置在下滤桶的另一侧。
12.本实用新型的有益效果如下:本技术结构简单、体积小、适用于安装在空间位置窄小的环境;实际操作时,若同时开启排气阀和排液阀,由于空气进入下滤桶的时间最短,因此响声最大,响声大时会产生震荡,对各个零件的冲击比较大,有一定的破坏力,增加了故障率。本技术控制错开各阀打开的时间,可根据实际工况调整至最佳状态,使响声为原响声的约1/10左右,噪音较小,可减小震荡,降低故障率,使用寿命较长。本技术采用大真空泵和小真空泵这两台真空泵相结合,若是只有一台真空泵的排液装置,关小真空泵,用大真空泵根据下滤桶的液位在不断抽真空,大真空泵周而复始的启动停止,容易发生故障。而采用双真空泵脱水排液,大真空泵始终运行,并且大真空泵具有抽真空及脱水两用功能,仅有一台小真空泵循环运行,负荷减轻,因此故障率降低,且整个效率提高。
附图说明
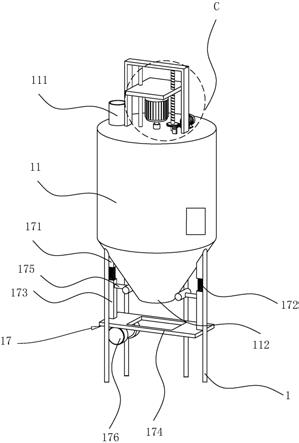
13.图1是本实用新型的原理图。
14.其中:1、陶瓷过滤机;2、电控柜;3、陶瓷过滤板;4、转筒;5、驱动装置;6、分配头;7、液位计;8、排气阀;9、上滤桶;10、真空阀;11、吸水阀;12、联通阀;13、大真空泵;14、小真空泵;15、下滤桶;16、机械重力阀;17、排液阀。
具体实施方式
15.下面结合附图,说明本实用新型的具体实施方式。
16.如图1所示,本实施例的陶瓷过滤机双滤桶双真空泵脱水排液装置,包括安装于机座上的陶瓷过滤机1,陶瓷过滤机1包括转轴、驱动转轴转动的驱动装置5、转轴上安装的转筒4以及转筒4外圆周面上均匀间隔安装的陶瓷过滤板3,陶瓷过滤机1的一侧设置有电控柜2,转轴上安装分配头6,分配头6的出水口通过水管连通上滤桶9,水管上安装吸水阀11,分配头6的出气口通过气管连通上滤桶9,气管上安装联通阀12,上滤桶9通过真空管路一与大真空泵13连接,下滤桶15侧壁安装液位计7和排气阀8,下滤桶15底部安装排液阀17,下滤桶15通过真空管路二和小真空泵14连接,真空管路二上安装真空阀10,上滤桶9叠放在下滤桶15上且二者之间通过机械重力阀16或电动阀连通。
17.水管的出液端安装在上滤桶9的顶部,气管的出液端安装在上滤桶9的顶部,真空管路一的吸气端口安装在上滤桶9的顶部。
18.真空管路二的吸气端口安装在下滤桶15侧壁的上部位置,排气阀8安装在下滤桶15侧壁的上部位置,排气阀8布置在液位计7的上方,排气阀8和液位计7布置在下滤桶15的同一侧,真空管路二布置在下滤桶15的另一侧。
19.本实用新型使用时,上滤桶9始终处于真空状态,下滤桶15交替处于真空储液状态或常压排液状态。
20.程序进入过滤自动控制状态:开启大真空泵13,延时3秒(电控柜2的触摸屏参数设定画面可修改秒数,下同)后,开启小真空泵14及真空阀10,程序根据下滤桶15的液位信号,分别进入双真空泵双滤桶切换脱水控制:
21.当下滤桶15的液位高于上限,关闭小真空泵14及真空阀10,由于上滤桶 9的大真空泵13正处于抽真空状态,使机械重力阀16关闭,延时3秒(秒数可修改)后开启排气阀8,再延时1~3秒(秒数可修改)后开启排液阀17,开始排水;
22.当下滤桶15的液位低于下限后,关闭排气阀8、关闭排液阀17,延时3秒后开启小真空泵14及真空阀10,下滤桶15开始抽真空,使机械重力阀16打开。延时时间和滤桶上、下限可在电控柜2触摸屏参数设定画面上根据实际情况作修改和调整,使真空切换脱水效果达到最佳状态。
23.本技术结构简单、体积小、适用于安装在空间位置窄小的环境。
24.实际操作时,若同时开启排气阀8和排液阀17,由于空气进入下滤桶15 的时间最短,因此响声最大,响声大时会产生震荡,对各个零件的冲击比较大,有一定的破坏力,增加了故障率。本技术控制错开各阀打开的时间,可根据实际工况调整至最佳状态,使响声为原响声的约1/10左右,噪音较小,可减小震荡,降低故障率,使用寿命较长。
25.本技术采用大真空泵13和小真空泵14这两台真空泵相结合,若是只有一台真空泵的排液装置,图中机械重力阀16必须更换为电动阀,上滤桶9和下滤桶15需间隔一定距离,并且程序要修改,无小真空泵14,用大真空泵13根据下滤桶15的液位在不断抽真空,大真空泵13周而复始的启动停止,容易发生故障。而采用双真空泵脱水排液,大真空13泵始终运行,并且大真空泵13具有抽真空及脱水两用功能,仅有一台小真空泵14循环运行,负荷减轻,因此故障率降低,且整个效率提高。
26.本技术在转筒4的外圆周面上均匀间隔安装有陶瓷过滤板3,陶瓷过滤板3 通常由多块扇形板拼接成圆环形,陶瓷过滤板3过滤层正反两表面布满了许多微米级孔径的微孔。驱动装置5可以为变频器驱动变频电机及减速机,由变频电机驱动无级变速的减速机,带动转筒4和陶瓷过滤板3旋转。陶瓷过滤板3 旋转一周中经过四个区:滤饼形成(真空区)、滤饼干燥(干燥区)、滤饼刮除(卸料区)、清洗(反冲洗区)。陶瓷过滤板3在真空区时,浸没在矿槽中的陶瓷过滤板3在抽真空力作用下,微孔中的毛细作用力大于真空所施加的力,使微孔中保持充液状态,仅只有水能通过陶瓷滤板3,而空气不能通过,真空度在
ꢀ‑
0.095mpa以上,故能耗极低,且滤饼含水量少。当陶瓷过滤板3旋转进入干燥区滤饼进一步干燥,滤饼在卸料区被刮下,继续旋转再进入反冲洗区,反冲液通过分配头6进入陶瓷过滤板3,反方向冲洗堵塞在陶瓷过滤板3微孔中的颗粒,而抽取矿浆中的滤液通过分配头6进入上滤桶9连续排出,完成液固分离,至此完成一个过滤工艺流程周期。
27.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。