1.本实用新型涉及一种锁螺丝辅助工装,属于工装技术领域。
背景技术:
2.在主机后面板的组装过程中,需要将8个航空插头和主机后面板要通过螺丝紧固在一起。现有的操作方法是员工将航空插头和主机后面板的螺丝孔对准然后穿过一颗螺丝,然后在螺丝尾部穿平垫片、弹垫片、拧螺母,最后螺丝尾部用套筒扳手固定住螺母,螺丝头部用螺丝刀将螺丝旋紧。整个装配过程需要安装32颗螺丝,效率低;并且装配过程中需要注意保持主机后面板直立避免倾倒被螺丝刀划伤表面,装配效果差。
技术实现要素:
3.本实用新型为了解决上述背景技术中提到的现有技术的装配过程需要安装32颗螺丝,效率低;并且装配过程中需要注意保持主机后面板直立避免倾倒被螺丝刀划伤表面,装配效果差的技术问题,提出一种锁螺丝辅助工装,它用于航空插头和主机后面板的装配,能够提高装配效率,改善装配效果。
4.本实用新型提出一种锁螺丝辅助工装,包括底座、至少一个第二定位槽和盖板,盖板安装于底座的上方,底座内开设至少一个第二定位槽,每个第二定位槽的四个顶角开有与航空插头螺丝孔中心对应的定位孔,定位孔内安装套筒,每个第二定位槽中心开有圆通孔,盖板上开有与定位孔对应的圆孔。
5.优选地,锁螺丝辅助工装还包括至少两个支撑脚,至少两个支撑脚位于底座的下方。
6.优选地,锁螺丝辅助工装还包括合页,盖板通过合页活动连接于底座的上方。
7.优选地,底座的两侧设置有斜面。
8.优选地,第二定位槽的形状与航空插头的形状相匹配。
9.优选地,圆孔的位置与第二定位槽的顶角位置的定位孔的位置相对应。
10.优选地,底座内还设置有第一定位槽,第一定位槽呈方框形。
11.本实用新型的锁螺丝辅助工装的有益效果为:
12.1、本实用新型投入后,操作方便,可以节省大量装配时间,由原来的16分钟降低到7分钟,工作效率提高了56%。
13.2、本实用新型装配过程中主机后面板划伤的风险降低为零,而且本实用新型操作方便降低了工作强度。
附图说明
14.构成本申请的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
15.在附图中:
16.图1为本实用新型的一种锁螺丝辅助工装的结构示意图;
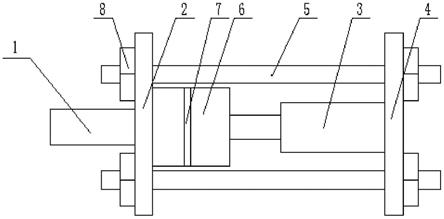
17.图2为本实用新型的底座结构示意图;
18.其中,1
‑
支撑脚,2
‑
底座,3
‑
第一定位槽,4
‑
第二定位槽,5
‑
定位孔,6
‑
圆通孔,7
‑
斜面,8
‑
盖板,9
‑
圆孔,10
‑
合页。
具体实施方式
19.需要特别说明的是,在不冲突的情况下,本申请公开的各个实施例之间或实施例包括的特征之间可以相互组合。
20.以下结合附图对本实用新型的具体实施方式作进一步详细的说明:
21.具体实施方式一:参见图1
‑
2说明本实施方式。本实施方式的锁螺丝辅助工装,包括底座2、至少一个第二定位槽4和盖板8,盖板8安装于底座2的上方,底座2内开设至少一个第二定位槽4,每个第二定位槽4的四个顶角开有与航空插头螺丝孔中心对应的定位孔5,定位孔5内安装套筒,每个第二定位槽4中心开有圆通孔6,盖板8上开有与定位孔5对应的圆孔9。
22.锁螺丝辅助工装还包括至少两个支撑脚1,至少两个支撑脚1位于底座2的下方。支撑脚1用于托起底座2,方便航空插头上导线的摆放,避免航空插头浮起。
23.锁螺丝辅助工装还包括合页10,盖板8通过合页10活动连接于底座2的上方。合页10用于固定盖板8与底座2的相对位置,防止锁螺丝时划伤面板。
24.第二定位槽4的形状与航空插头的形状相匹配。
25.底座2内还设置有第一定位槽3,第一定位槽3呈方框形。第一定位槽3用于放置主机后面板。
26.盖板8通过合页10与底座2活动连接,盖板8上开有与定位孔5对应的圆孔9,用于螺丝安装,盖板可起到防止划伤主机后面板的作用。圆孔9根据主机后面板孔位分布在盖板8上。当盖板8扣合时,圆孔9的位置与第二定位槽4的顶角位置的定位孔5的位置相对应,以便使螺丝孔对齐,以方便螺钉穿过主机后面板、航空插头紧固在定位孔5的螺母上。
27.第二定位槽4用于固定航空插头位置。为了提高装配效率,第二定位槽4根据主机后面板孔位分布在底座2上,第二定位槽4中心开有圆通孔6,圆通孔6用于组装时航空插头上的导线通过。
28.定位孔5内安装的套筒用于放置螺母。
29.底座2的侧面设置有斜面7,以方便取下装配后的主机后面板,即装配后取下完成品。
30.为了方便操作,斜面设置有两个,分别设置在底座2的相对的两侧。
31.如图2所示,第二定位槽4和顶角的定位孔5根据主机后面板孔位分布在底座2上,在本实施例中,第二定位槽4和顶角的定位孔5设置有2排,第二定位槽每排有4个,其顶角的定位孔每排设置有16个;盖板上的圆孔设置2排,每排16个,以便一次完成一个主机后面板上航空插头的紧固工作,依次对8个航空插头进行打螺丝装配,提高装配效率。
32.本实用新型公开了一种锁螺丝辅助工装,它用于航空插头和主机后面板的装配,它包括支撑脚1、底座2和盖板8,底座2设置有至少一个用于固定航空插头位置的定位槽;盖板8设置有至少四个略大于定位孔5的圆孔9,当盖板8覆盖在底座2上时,圆孔9的位置与定
位孔5的位置相对应,以便使定位孔5中的螺母、航空插头的螺丝孔、主机后面板的安装孔对齐;盖板通过合页与底座固定。
33.采用了上述技术方案后,先将螺母放入底座2的套筒中,将航空插头的导线穿过底座2上的圆通孔6,然后将航空插头安装在第二定位槽4中,再将主机后面板平放在底座的第一定位槽3上,将盖板8扣合在装好航空插头和主机后面板的底座2上,再用电动螺丝刀与螺丝将主机后面板与航空插头紧固,然后打开盖板8取下完成品。
34.本实用新型投入后可以节省大量装配时间,由原来的16分钟降低到7分钟,工作效率提高了56%;装配过程中主机后面板划伤的风险降低为零,而且本实用新型操作方便降低了工作强度,操作方便,节省时间,提高工作效率并降低了主机面板划伤的风险。
35.以上的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明。所应理解的是,以上仅为本实用新型的具体实施例而已,并不用于限制本实用新型,还可以是上述各个实施方式记载的特征的合理组合,凡在本实用新型精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种锁螺丝辅助工装,其特征在于,包括底座(2)、至少一个第二定位槽(4)和盖板(8),所述盖板(8)安装于底座(2)的上方,所述底座(2)内开设至少一个第二定位槽(4),每个第二定位槽(4)的四个顶角开有与航空插头螺丝孔中心对应的定位孔(5),所述定位孔(5)内安装套筒,每个第二定位槽(4)中心开有圆通孔(6),盖板(8)上开有与定位孔(5)对应的圆孔(9)。2.根据权利要求1所述的锁螺丝辅助工装,其特征在于,所述锁螺丝辅助工装还包括至少两个支撑脚(1),至少两个支撑脚(1)位于底座(2)的下方。3.根据权利要求1所述的锁螺丝辅助工装,其特征在于,所述锁螺丝辅助工装还包括合页(10),所述盖板(8)通过合页(10)活动连接于底座(2)的上方。4.根据权利要求1所述的锁螺丝辅助工装,其特征在于,所述底座(2)的两侧设置有斜面。5.根据权利要求1所述的锁螺丝辅助工装,其特征在于,所述第二定位槽(4)的形状与航空插头的形状相匹配。6.根据权利要求1所述的锁螺丝辅助工装,其特征在于,所述圆孔(9)的位置与位于所述第二定位槽(4)顶角位置的定位孔(5)的位置相对应。7.根据权利要求1所述的锁螺丝辅助工装,其特征在于,所述底座(2)内还设置有第一定位槽(3),所述第一定位槽(3)呈方框形。
技术总结
本实用新型提出一种锁螺丝辅助工装,该工装包括底座、至少一个第二定位槽和盖板,盖板安装于底座的上方,底座内开设至少一个第二定位槽,每个第二定位槽的四个顶角开有与航空插头螺丝孔中心对应的定位孔,定位孔内安装套筒,每个第二定位槽中心开有圆通孔,盖板上开有与定位孔对应的圆孔。解决了现有技术的装配过程需要安装32颗螺丝,效率低;并且装配过程中需要注意保持主机后面板直立避免倾倒被螺丝刀划伤表面,装配效果差的技术问题,提出一种锁螺丝辅助工装,它用于航空插头和主机后面板的装配,能够提高装配效率,改善装配效果。改善装配效果。改善装配效果。
技术研发人员:张家民
受保护的技术使用者:哈尔滨市科佳通用机电股份有限公司
技术研发日:2021.01.22
技术公布日:2021/10/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。