1.本实用新型涉及拉锁修复装置技术领域,具体为一种拉锁修复装置。
背景技术:
2.拉锁是由两条带上各有一排金属齿或塑料齿组成的扣件,用于连接开口的边缘(如衣服或袋口),有一滑动件可将两排齿拉入联锁位置使开口封闭,用来缝在衣服、口袋或皮包等上面。也叫拉链。拉链由链牙、拉头、限位码(前码和后码)或锁紧件等组成。其中链牙是关键部分,它直接决定拉链的侧拉强度。一般拉链有两片链带,每片链带上各制有一列链牙,两列链牙相互交错排列。拉头夹持两侧链牙,借助拉襻滑行,即可使两侧的链牙相互啮合或脱开
3.由于拉链是在衣服上需要频繁的使用,其上限位码(固定于牙链带上,限止牙链拉合时拉头滑出牙链带的止动件)或下限位码(固定于牙链带上,限止牙链拉开时拉头滑出牙链带,并使得两边牙链带不可完全分开的止动件)容易出现损坏,重新更换新的拉链的话,一方面造成资源的浪费,另一方面则增加了更换成本。
4.现有技术中,对于限位码的安装通常是要利用钳子进行夹紧,但普通钳子是不行的,对应不同型号的限位码,都需要设计特制的钳子进行加工,而特制钳子的成本较高,一些生产车间内,往往需要批量的不同型号的钳子才难满足生产需求,不仅成本高,且使用混乱,工作人员经常需要花时间辨别钳子后再使用,而且车间内钳子容易丢失,造成经济损失;而且现有技术中,加工过程中冷模冲锤与热模加热胶带的过程是通过单独的设备分开实现的,加工过程的连续性较差,影响加工效率。
5.基于此,本方案设计了一种拉锁修复装置,以解决上述问题。
技术实现要素:
6.本实用新型的目的在于提供一种拉锁修复装置,以解决上述背景技术中“现有技术中,对于限位码的安装通常是要利用钳子进行夹紧,但普通钳子是不行的,对应不同型号的限位码,都需要设计特制的钳子进行加工,而特制钳子的成本较高,一些生产车间内,往往需要批量的不同型号的钳子才难满足生产需求,不仅成本高,且使用混乱,工作人员经常需要花时间辨别钳子后再使用,而且车间内钳子容易丢失,造成经济损失”的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种拉锁修复装置,包括双面热模加热机构和冷模定位台以及冲杆;
8.所述双面热模加热机构包括手动拉杆机构、上置热模控温器、下置热模控温器、弹簧牵引机构、支撑杆、上隔热片、上加热模、上导热模、下导热模、下加热模和下隔热片;
9.所述支撑杆垂直安装在冷模定位台的后侧中部,其作为支撑件使用;
10.所述手动拉杆机构安装在支撑杆的中部,所述弹簧牵引机构连接在手动拉杆机构的前侧,通过拉动手动拉杆机构,控制弹簧牵引机构进行压模动作,松开手动拉杆机构后,弹簧牵引机构在弹力回复作用下带动手动拉杆机构复位;
11.所述上隔热片设在弹簧牵引机构的底部,所述上加热模设在上隔热片与上导热模之间;
12.所述下隔热片设在冷模定位台的顶面,所述下隔热片的顶端设有下加热模,所述下加热模的顶端设置有下导热模;
13.所述上导热模与下导热模上下对应;
14.所述上置热模控温器和下置热模控温器并排设置在手动拉杆机构的顶端,所述上置热模控温器用于控制上加热模的发热能级,所述下置热模控温器用于控制下加热模的发热能级;
15.所述冷模定位台的板面前侧设有限位码定位槽,其用于卡住待冲紧的拉锁限位码;
16.所述冲杆的杆体端部设有上冷模,所述上冷模包含两种类型,一种为双开头冷模,另一种为单开头冷模,所述双开头冷模和单开头冷模前侧均设有冲针,双开头冷模前侧有两根冲针,单开头冷模前侧有一根冲针,所述双开头冷模和单开头冷模分别对双开头限位码和单开头限位码进行限位,通过锤击冲杆,冲针冲击限位码上小孔,完成限位码的固定安装;
17.所述双面热模加热机构的上部设有保护罩,所述保护罩为无底方形盒体,所述保护罩右侧开有拉杆通道;
18.所述保护罩的前侧还设有控制显示器,所述下隔热片与冷模定位台之间设置有压力感应器,所述压力感应器与控制显示器电性连接,所述压力感应器用于感应加工压力,控制显示器用于显示实时加工压力并计时加工时间,并具备报警提醒功能。
19.优选的,所述冲杆的杆体上部设置有环型防护盘。
20.优选的,所述冲杆的杆体下部设有倾斜把手,所述倾斜把手的握杆上套设有防滑套。
21.优选的,所述双开头冷模和单开头冷模设在同一冲杆的上下两端,所述冲杆的端部配设有锤击保护帽。
22.优选的,所述冲杆的底部设有多组分支冲杆,所述上冷模设在分支冲杆的底端,同一组冲杆上的上冷模类型不同。
23.优选的,所述限位码定位槽分为间隔的多组,适用于不同型号的拉头限位码,每组限位码定位槽包含一对双开头限位码和一对单开头限位码。
24.优选的,所述手动拉杆机构与支撑杆之间滑动可调式连接。
25.优选的,所述手动拉杆机构中的拉杆为可调节伸缩杆。
26.一种拉锁修复装置的使用方法,包含以下步骤:
27.s1、清理好布带,将热熔性垫层胶带套在布带相应位置,并提前启动加热模,使其升温至热熔温度区间内;
28.s2、将套有热熔性垫层胶带套的布带部分置于上下导热模之间,一只手稳定住布带,另一只手拉动拉杆,使得上下导热模压合,热熔性垫层胶带套受热,粘合在布带面上,热处理过程中,通过观察控制显示器,工作人员可以准确把控加工压力和加工时间;
29.s3、拿出布带,将备用的限位码套在布带上粘合的热熔性垫层胶带套上,并将限位码卡在对应型号的限位码定位槽内,工作人员一只手拿冲杆抵住限位码顶面,另一只手拿
锤子锤击冲杆顶端,冲针使得限位码受力变形,固定卡接在布带上。
30.与现有技术相比,本实用新型的有益效果是:
31.1、本实用新型采用双面加热的方式对胶带进行热熔压紧处理,热量传导均匀,能够胶带粘合过程更快速更可靠;
32.2、本实用新型设置的冷模定位台,结合冲杆使用,能够对多个不同型号的限位码进行定位冲锤,省去了特制钳子的使用,降低了制造成本,且使用更方便快捷;
33.3、本实用新型将热模处理与冷模处理结合到一个设备上,使得拉锁修复过程更连续,提高了加工效率。
附图说明
34.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
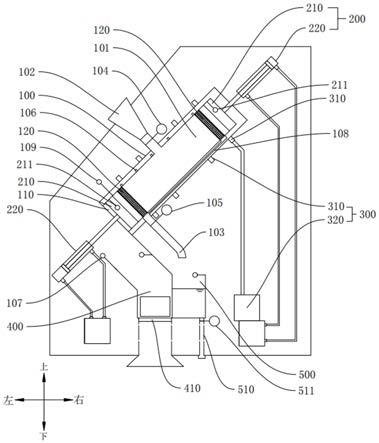
35.图1为本实用新型结构示意图;
36.图2为本实用新型实施例一中冲杆示意图;
37.图3为本实用新型实施例二中冲杆示意图;
38.图4为本实用新型实施例三中冲杆示意图;
39.图5为本实用新型实施例四中冲杆示意图;
40.图6为本实用新型实施例五中冲杆示意图;
41.图7为本实用新型中双开头冷模示意图;
42.图8为本实用新型中单开头冷模示意图。
43.附图标记如下:
44.1:保护罩,2:手动拉杆机构,3:上置热模控温器
45.4:下置热模控温器,5:弹簧牵引机构,6:支撑杆
46.7:上隔热片,8:上加热模,10:上导热模
47.10:下导热模,11:下加热模,12:下隔热片
48.13:冷模定位台,14:三号单双开定位槽,15:冲杆
49.16:上冷模,17:环型防护盘,18:倾斜把手,19:锤击保护帽,20:控制显示器
50.151:分支冲杆,161:双开头冷模,162:单开头冷模
51.163:冲针。
具体实施方式
52.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
53.实施例一
54.请参阅图1~2和7~8,本实施例提供一种技术方案:一种拉锁修复装置,包括双面
热模加热机构和冷模定位台13以及冲杆15;
55.双面热模加热机构包括手动拉杆机构2、上置热模控温器3、下置热模控温器4、弹簧牵引机构5、支撑杆6、上隔热片7、上加热模8、上导热模9、下导热模10、下加热模11和下隔热片12;
56.支撑杆6垂直安装在冷模定位台13的后侧中部,其作为支撑件使用;
57.手动拉杆机构2安装在支撑杆6的中部,弹簧牵引机构5连接在手动拉杆机构2的前侧,通过拉动手动拉杆机构2,控制弹簧牵引机构5进行压模动作,松开手动拉杆机构2后,弹簧牵引机构5在弹力回复作用下带动手动拉杆机构2复位;
58.上隔热片7设在弹簧牵引机构5的底部,上加热模8设在上隔热片7与上导热模9之间;
59.下隔热片12设在冷模定位台13的顶面,下隔热片12的顶端设有下加热模11,下加热模11的顶端设置有下导热模10;
60.上导热模9与下导热模10上下对应;
61.上置热模控温器3和下置热模控温器4并排设置在手动拉杆机构2的顶端,上置热模控温器3用于控制上加热模8的发热能级,下置热模控温器4用于控制下加热模11的发热能级;
62.冷模定位台13的板面前侧设有限位码定位槽,其用于卡住待冲紧的拉锁限位码;
63.冲杆15的杆体端部设有上冷模16,上冷模16包含两种类型,一种为双开头冷模161,另一种为单开头冷模162,双开头冷模161和单开头冷模162前侧均设有冲针163,双开头冷模161前侧有两根冲针163,单开头冷模162前侧有一根冲针163,双开头冷模161和单开头冷模162分别对双开头限位码和单开头限位码进行限位,通过锤击冲杆15,冲针163冲击限位码上小孔,完成限位码的固定安装;
64.双面热模加热机构的上部设有保护罩1,保护罩1为无底方形盒体,保护罩1右侧开有拉杆通道;
65.保护罩1的前侧还设有控制显示器20,下隔热片12与冷模定位台13之间设置有压力感应器,压力感应器与控制显示器20电性连接,压力感应器用于感应加工压力,控制显示器20用于显示实时加工压力并计时加工时间,并具备报警提醒功能。
66.进一步的,限位码定位槽分为间隔的多组,适用于不同型号的拉头限位码,每组限位码定位槽包含一对双开头限位码和一对单开头限位码。
67.进一步的,手动拉杆机构2与支撑杆6之间滑动可调式连接。
68.进一步的,手动拉杆机构2中的拉杆为可调节伸缩杆,方便不同身高体型的人使用。
69.工作原理:首先、清理好布带,将热熔性垫层胶带套在布带相应位置,并提前启动加热模,使其升温至热熔温度区间内;
70.其次、将套有热熔性垫层胶带套的布带部分置于上下导热模之间,一只手稳定住布带,另一只手拉动拉杆,使得上下导热模压合,热熔性垫层胶带套受热,粘合在布带面上,热处理过程中,通过观察控制显示器,工作人员可以准确把控加工压力和加工时间;
71.最后、拿出布带,将备用的限位码套在布带上粘合的热熔性垫层胶带套上,并将限位码卡在对应型号的限位码定位槽内,工作人员一只手拿冲杆抵住限位码顶面,另一只手
拿锤子锤击冲杆顶端,冲针使得限位码受力变形,固定卡接在布带上。
72.实施例二
73.请参阅图3,实施例二与实施例一中仅有以下不同:冲杆15的杆体上部设置有环型防护盘17。
74.通过其可以保护使用者手部,避免钉锤砸到手部。
75.实施例三
76.请参阅图4,实施例三与实施例一中仅有以下不同:冲杆15的杆体下部设有倾斜把手18,倾斜把手18的握杆上套设有防滑套。
77.与实施例二不同,该种结构既能够更好地保护手部,且便于使用者观察冲杆5与限位码是否连接可靠,使用更方便。
78.实施例四
79.请参阅图5,实施例四与实施例一或实施例二或实施例三仅有以下不同:双开头冷模161和单开头冷模162设在同一冲杆15的上下两端,冲杆15的端部配设有锤击保护帽19。
80.这种结构能够大大减少冲杆15的数量,节省了生产成本,且使得使用过程更加便捷。
81.实施例五
82.请参阅图6,实施例四与实施例一或实施例二或实施例三或实施例四仅有以下不同:冲杆15的底部设有多组分支冲杆151,上冷模16设在分支冲杆151的底端,同一组冲杆15上的上冷模16类型不同。
83.相比于实施例四,该种结构设计不需要锤击保护帽,生产使用更加方便。
84.本方案中,手动拉杆机构2以及弹簧牵引机构5以及二者连接关系均为常见的现有技术,本领域技术人员可轻松获得该部分的结构设计,本方案直接采用市面上常见的手动拉杆机构和弹簧牵引机构;
85.此处介绍其中一种连接关系:手动拉杆机构2可通过齿轮传动与弹簧牵引机构5连接,拉动拉杆,通过齿轮传动实现弹簧牵引机构5的下移,松开拉杆,弹簧牵引机构5在弹力作用下复位,并通过齿轮传动反向带动拉杆复位;
86.基于此,本方案中不再赘述手动拉杆机构2以及弹簧牵引机构5以及二者连接关系的结构以及工作原理。
87.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
88.以上公开的本实用新型进一步实施例只是用于帮助阐述本实用新型。进一步实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。