1.本实用新型涉及钢管桌技术领域,具体的说是一种钢管桌用数控化热钻攻牙一体成型系统。
背景技术:
2.钢管桌在日常生活中使用较广泛;钢管桌一般包括:四个支撑腿,一个支撑框架,以及一个桌面板;支撑框架为四方体形结构,与桌面板之间通过螺钉连接,因此需要在支撑框架上钻孔攻牙;通常采用数控设备,钻孔攻牙的精度相对较高,然而,由于支撑框架的结构,定位不方便,加工效率较低。
技术实现要素:
3.针对相关技术中存在的上述不足之处,目的是提供一种钢管桌用数控化热钻攻牙一体成型系统,以解决相关技术中的定位不方便,加工效率较低的技术问题。
4.为实现上述目的所采用的技术方案是:一种钢管桌用数控化热钻攻牙一体成型系统,包括:
5.一基座,连接在数控设备的工作台面上;
6.两个第一支撑件,对称连接在所述基座上;
7.两个第二支撑件,对称连接在所述基座上,与所述第一支撑件之间形成一四方体形空间,所述四方体形空间用于容纳限位支撑框架,并且所述支撑框架与所述基座隔开;
8.一柱体,连接在所述基座上,设置在所述第一支撑件和所述第二支撑件之间,并且顶部凸出在所述四方体形空间外部;
9.一压板,穿在所述柱体上,下表面与所述支撑框架的上表面贴合;
10.以及一锁紧螺母,连接在所述柱体上,锁紧所述压板,所述压板压紧所述支撑框架。
11.进一步的:所述基座的外形为长方体形结构,外形面积尺寸大于所述支撑框架的外形面积尺寸。
12.进一步的:所述第一支撑件的外形为“l”形结构,宽度尺寸为所述支撑框架的宽度尺寸的1/3。
13.进一步的:所述第二支撑件的外形为“l”形结构,宽度尺寸为所述支撑框架的长度尺寸的1/5。
14.进一步的:所述柱体的外形为“t”形结构。
15.采用了上述技术方案,具有以下的有益效果:一种钢管桌用数控化热钻攻牙一体成型系统,与相关技术相比,设置有基座,连接在数控设备的工作台面上,有利于排布其他部件;在基座上连接第一支撑件,第二支撑件和柱体;柱体上连接压板和锁紧螺母;使用时,支撑框架按序排布在第一支撑件和第二支撑件之间形成的四方体形空间处,锁紧螺母与柱体螺纹连接,锁紧压板,压板压紧支撑框架,支撑框架被可靠的定位,数控设备对支撑框架
进行钻孔攻牙,操作较方便,加工效率相对较高;从而克服了定位不方便,加工效率较低的技术问题,达到了定位相对方便,加工效率相对较高的技术效果,具有实用性。
附图说明
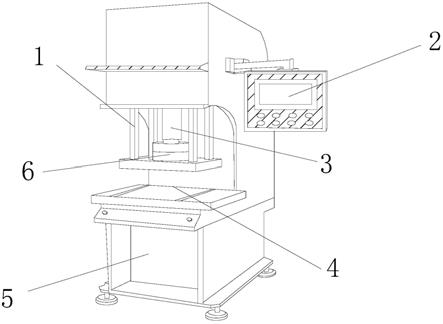
16.图1为实际使用状态的三维总装结构示意图;
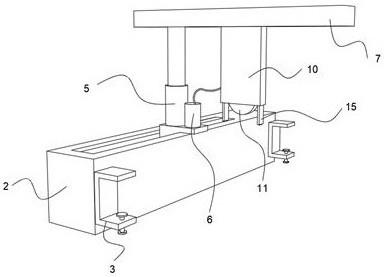
17.图2为图1去除数控设备的三维结构示意图;
18.图3为图2去除支撑框架的三维结构示意图;
19.图中:10.基座,20.第一支撑件,30.第二支撑件,40.柱体,50.压板,60.锁紧螺母,100.数控设备,200.支撑框架。
具体实施方式
20.下面将结合实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是一部分实施例,而不是全部的实施例;
21.一种钢管桌用数控化热钻攻牙一体成型系统,解决了相关技术中的定位不方便,加工效率较低的技术问题;能够被制造和使用,并且达到了定位相对方便,加工效率相对较高的积极效果;总体思路如下:
22.一实施方式:
23.见图1、图2、图3;一种钢管桌用数控化热钻攻牙一体成型系统,包括:
24.一基座10,连接在数控设备100的工作台面上;
25.两个第一支撑件20,对称连接在所述基座10上;
26.两个第二支撑件30,对称连接在所述基座10上,与所述第一支撑件20之间形成一四方体形空间,所述四方体形空间用于容纳限位支撑框架200,并且所述支撑框架200与所述基座10隔开,在进行钻孔攻牙时,不会碰撞基座10;
27.一柱体40,连接在所述基座10上,设置在所述第一支撑件20和所述第二支撑件30之间,并且顶部凸出在所述四方体形空间外部;
28.一压板50,穿在所述柱体40上,下表面与所述支撑框架200的上表面贴合;
29.以及一锁紧螺母60,连接在所述柱体40上,锁紧所述压板50,所述压板50压紧所述支撑框架200;
30.具体来说,实施时,设置有基座10,连接在数控设备100的工作台面上,有利于排布其他部件;在基座10上连接第一支撑件20,第二支撑件30和柱体40;柱体40上连接压板50和锁紧螺母60;使用时,支撑框架200按序排布在第一支撑件20和第二支撑件30之间形成的四方体形空间处,锁紧螺母60与柱体40螺纹连接,锁紧压板50,压板50压紧支撑框架200,支撑框架200被可靠的定位,数控设备100对支撑框架200进行钻孔攻牙,操作较方便,加工效率相对较高;
31.另一实施方式:
32.见图1、图2、图3;实施时,所述基座10的外形为长方体形结构,外形面积尺寸大于所述支撑框架200的外形面积尺寸;基座10的上表面为一水平面,而且基座10的尺寸的控制,有利于排布其他部件;基座10通过机床压板压紧在数控设备100的工作台面上;机床压板为现有技术中的常用结构,为公知常识;
33.所述第一支撑件20的外形为“l”形结构,宽度尺寸为所述支撑框架200的宽度尺寸的1/3;第一支撑件20通过板材组焊而成,与基座10之间焊接或者穿入沉头螺栓连接,安装拆卸较方便;
34.所述第二支撑件30的外形为“l”形结构,宽度尺寸为所述支撑框架200的长度尺寸的1/5;第二支撑件30通过板材组焊而成,与基座10之间焊接或者穿入沉头螺栓连接,安装拆卸较方便;
35.第一支撑件20与第二支撑件30一起形成了四方体形空间,使得支撑框架200的码放较方便,一次能够码放至少五个支撑框架200,能够同时对五个支撑框架200进行钻孔攻牙,加工效率相对较高,而且支撑框架200的装卸较方便;
36.所述柱体40的外形为“t”形结构;柱体40通过锻打坯料机加工而成,与基座10之间穿入沉头螺栓连接,形成了可靠的支撑,而且不会影响支撑框架200的码放;
37.压板50为一长方体形板材,通过一第一通孔套在柱体40上,在码放支撑框架200时,压板50能够旋转,不会影响支撑框架200的码放;
38.锁紧螺母60为外六角螺母,与柱体40螺纹连接,锁紧压板50,使得压板50压紧支撑框架200;
39.另一实施方式:
40.见图1;实施时,数控设备100为现有技术中的常用结构,比如:三轴加工中心等;支撑框架200为四方形框架结构,需要在对角线上钻出四个螺纹孔;本领域的普通技术人员,在看到本实用新型公开的技术方案后,能够直接地、毫无疑义地知晓如何实现,并不需要付出创造性的劳动,也不需要进行过度的试验;
41.工作原理如下:使用时,支撑框架200按序排布在第一支撑件20和第二支撑件30之间形成的四方体形空间处,锁紧螺母60与柱体40螺纹连接,锁紧压板50,压板50压紧支撑框架200,支撑框架200被可靠的定位,数控设备100对支撑框架200进行钻孔攻牙;
42.在描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示方位或位置关系是基于附图所述的位置关系,仅是为了便于描述或简化描述,而不是指示必须具有的特定的方位;实施例中描述的操作过程不是绝对的使用步骤,实际使用时,可以做相应的调整;
43.除非个别作定义,此处使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义;说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分,同样,“一个”或者“一”等类似词语也不绝对表示数量限制,而是表示存在至少一个,需根据实施例的内容确定;
44.以上所述,仅为较佳的具体实施方式,但保护范围并不局限于此,任何熟悉本技术领域的技术人员在揭露的技术范围内,根据的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。