1.本实用新型涉及一种自动化导向套活塞组装装置,尤其适用于柱状活塞生产过程中使用的一种自动化导向套活塞组装装置。
背景技术:
2.活塞杆是支持活塞的重要组成部分,其加工质量的好坏直接影响整个产品的寿命和可靠性。活塞杆加工要求高,对同轴度、耐磨性要求严格。目前在活塞杆的生产过程中,活塞杆的外表面黏上很多污垢、铁屑和其它杂质,由于活塞杆需要极高的精度,因此在进行下一步的组装前需要对其表面特别是活塞螺纹连接处进行清洗,去除表面杂质,并避免杂质对活塞杆造成损伤。目前通常使用传送带匹配人工清洁的方式进行清洁,效率低且浪费人力。
技术实现要素:
3.针对上述技术的不足之处,提供一种结构简单,使用方便,自动化程度高且组装效果好的自动化导向套活塞组装装置。
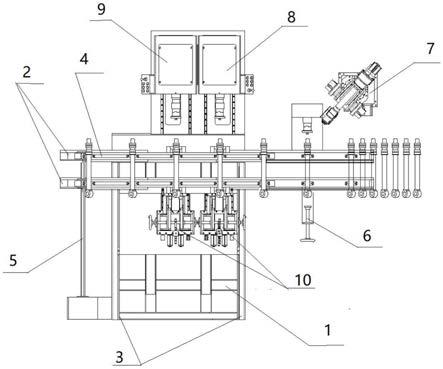
4.为实现上述技术目的,本实用新型的自动化导向套活塞组装装置,包括基座,所述基座为矩形框体结构,基座上设有两条横向平行设置的输送条带,两条输送条带的相同位置上成对设置有多组活塞杆安置座,两条输送条带之间设有通过同步驱动轴驱动,以使两条输送条带中成对的活塞杆安置座同步移动;两条输送条带上先设有导向套活塞安装装置,之后的两条输送条带一侧设有自动拧紧机构,相对位置的另一侧设有夹持机构。
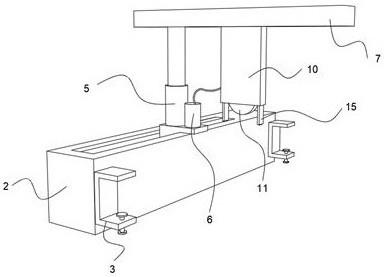
5.所述导向套活塞安装装置包括设置在两条输送条带一侧的顶紧装置,所述顶紧装置通过螺纹调整顶紧的位置,另一侧旁设有用以夹持导向套活塞的机器人,当活塞杆在输送条带的活塞杆安置座携带下来到顶紧装置处时,机器人将导向套活塞安装在活塞杆上,并通过顶紧装置防止机器人安装导向套活塞将活塞杆碰歪。
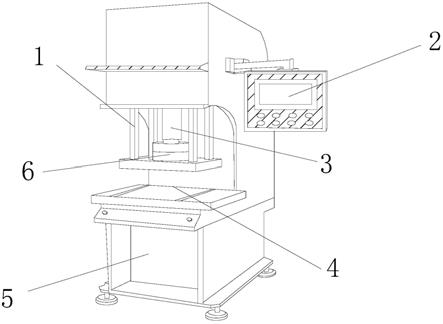
6.所述自动拧紧机构包括先后设置的活塞自动拧紧机和螺母自动拧紧机,活塞自动拧紧机和螺母自动拧紧机之间的间距正好等于两组塞杆安置座之间的间距,当一个通过机器人安放导向套活塞的活塞杆移动到活塞自动拧紧机时,与活塞自动拧紧机对应的夹持机构夹持固定活塞杆的一端,活塞自动拧紧机夹住导向套活塞后按照预设的力矩要求进行旋转,旋转结束后松开导向套活塞,同时夹持机构也松开活塞杆,输送条带继续前进来到螺母自动拧紧机处,螺母自动拧紧机对应的夹持机构夹住活塞杆端部,同时对导向套活塞上的螺母进行预设的力矩紧固,完成紧固后螺母自动拧紧机断开与螺母的连接同时夹持机构也松开活塞杆端部,完成活塞与活塞杆的组装。
7.所述两条平行设置的输送条带,一条设置在基座一侧并与基座固定,另一条输送条带与基座之间横向设有输送条带导轨,该条输送条带通过输送条带导轨上下移动,从而实现不同尺寸的活塞杆长度。
8.所述导向套活塞安装装置之前设有活塞杆缓存架,用于存放进入输送条带的活塞
杆。
9.有益效果:
10.本装置通过调整设置在输送条带导轨上的输送条带即可匹配不同长度和半径尺寸的柱状活塞杆的组装工作,利用机器人将夹持导向套置于活塞杆上,并通过顶紧装置防止机器人安装导向套是导致活塞杆位置跑偏,先后利用活塞自动拧紧机和螺母自动拧紧机将导向套活塞按照预期要求安装在活塞杆端部;其结构简单,使用方便,具有广泛的实用性。
附图说明
11.图1是本实用新型自动化导向套活塞组装装置的结构示意图;
12.图中:1
‑
基座,2
‑
输送条带,3
‑
输送条带导轨,4
‑
活塞杆安置座,5
‑
同步驱动轴,6
‑
顶紧装置,7
‑
机器人,8
‑
活塞自动拧紧机,9
‑
螺母自动拧紧机,10
‑
夹持机构。
具体实施方式
13.以下结合附图及实施例对本发明作进一步的详细描述:
14.如图1所示,本自动化导向套活塞组装装置,包括基座1,所述基座1为矩形框体结构,基座1上设有两条横向平行设置的输送条带2,两条输送条带2的相同位置上成对设置有多组活塞杆安置座4,两条输送条带2之间设有通过同步驱动轴5驱动,以使两条输送条带2中成对的活塞杆安置座4同步移动;两条输送条带2上先设有导向套活塞安装装置,之后的两条输送条带2一侧设有自动拧紧机构,相对位置的另一侧设有夹持机构10。所述导向套活塞安装装置包括设置在两条输送条带2一侧的顶紧装置6,所述顶紧装置6通过螺纹调整顶紧的位置,另一侧旁设有用以夹持导向套活塞的机器人7,当活塞杆在输送条带2的活塞杆安置座4携带下来到顶紧装置6处时,机器人7将导向套活塞安装在活塞杆上,并通过顶紧装置6防止机器人7安装导向套活塞将活塞杆碰歪。所述自动拧紧机构包括先后设置的活塞自动拧紧机8和螺母自动拧紧机9,活塞自动拧紧机8和螺母自动拧紧机9之间的间距正好等于两组塞杆安置座之间的间距,当一个通过机器人7安放导向套活塞的活塞杆移动到活塞自动拧紧机8时,与活塞自动拧紧机8对应的夹持机构10夹持固定活塞杆的一端,活塞自动拧紧机8夹住导向套活塞后按照预设的力矩要求进行旋转,旋转结束后松开导向套活塞,同时夹持机构10也松开活塞杆,输送条带2继续前进来到螺母自动拧紧机9处,螺母自动拧紧机9对应的夹持机构10夹住活塞杆端部,同时对导向套活塞上的螺母进行预设的力矩紧固,完成紧固后螺母自动拧紧机9断开与螺母的连接同时夹持机构10也松开活塞杆端部,完成活塞与活塞杆的组装。
15.所述两条平行设置的输送条带2,一条设置在基座1一侧并与基座1固定,另一条输送条带2与基座1之间横向设有输送条带导轨3,该条输送条带2通过输送条带导轨3上下移动,从而实现不同尺寸的活塞杆长度。所述导向套活塞安装装置之前设有活塞杆缓存架,用于存放进入输送条带2的活塞杆。
技术特征:
1.一种自动化导向套活塞组装装置,其特征在于:它包括基座,所述基座为矩形框体结构,基座上设有两条横向平行设置的输送条带,两条输送条带的相同位置上成对设置有多组活塞杆安置座,两条输送条带之间设有通过同步驱动轴驱动,以使两条输送条带中成对的活塞杆安置座同步移动;两条输送条带上先设有导向套活塞安装装置,之后的两条输送条带一侧设有自动拧紧机构,相对位置的另一侧设有夹持机构。2.根据权利要求1所述的自动化导向套活塞组装装置,其特征在于:所述导向套活塞安装装置包括设置在两条输送条带一侧的顶紧装置,所述顶紧装置通过螺纹调整顶紧的位置,另一侧旁设有用以夹持导向套活塞的机器人,当活塞杆在输送条带的活塞杆安置座携带下来到顶紧装置处时,机器人将导向套活塞安装在活塞杆上,并通过顶紧装置防止机器人安装导向套活塞将活塞杆碰歪。3.根据权利要求2所述的自动化导向套活塞组装装置,其特征在于:所述自动拧紧机构包括先后设置的活塞自动拧紧机和螺母自动拧紧机,活塞自动拧紧机和螺母自动拧紧机之间的间距正好等于两组塞杆安置座之间的间距,当一个通过机器人安放导向套活塞的活塞杆移动到活塞自动拧紧机时,与活塞自动拧紧机对应的夹持机构夹持固定活塞杆的一端,活塞自动拧紧机夹住导向套活塞后按照预设的力矩要求进行旋转,旋转结束后松开导向套活塞,同时夹持机构也松开活塞杆,输送条带继续前进来到螺母自动拧紧机处,螺母自动拧紧机对应的夹持机构夹住活塞杆端部,同时对导向套活塞上的螺母进行预设的力矩紧固,完成紧固后螺母自动拧紧机断开与螺母的连接同时夹持机构也松开活塞杆端部,完成活塞与活塞杆的组装。4.根据权利要求1所述的自动化导向套活塞组装装置,其特征在于:所述两条平行设置的输送条带,一条设置在基座一侧并与基座固定,另一条输送条带与基座之间横向设有输送条带导轨,该条输送条带通过输送条带导轨上下移动,从而实现不同尺寸的活塞杆长度。5.根据权利要求1所述的自动化导向套活塞组装装置,其特征在于:所述导向套活塞安装装置之前设有活塞杆缓存架,用于存放进入输送条带的活塞杆。
技术总结
一种自动化导向套活塞组装装置,适用于柱状活塞生产过程中使用。装置包括基座,所述基座为矩形框体结构,基座上设有两条横向平行设置的输送条带,两条输送条带的相同位置上成对设置有多组活塞杆安置座,两条输送条带之间设有通过同步驱动轴驱动,以使两条输送条带中成对的活塞杆安置座同步移动;两条输送条带上先设有导向套活塞安装装置,之后的两条输送条带一侧设有自动拧紧机构,相对位置的另一侧设有夹持机构。其结构简单,使用方便,具有广泛的实用性。用性。用性。
技术研发人员:孙兆勇 陈浩 孟波 陈宁
受保护的技术使用者:徐州金鼎恒立液压件有限公司
技术研发日:2020.12.25
技术公布日:2021/10/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。