1.本技术涉及一种可以调节刀杆式刀具角度的复合刀盘。
背景技术:
2.面对电子产业市场竞争日益白热化,客户对产品的要求越来越严苛,很多产品进行侧面加工时,不允许有刀纹产生,也不允许后制程进行收光处理,由于有些产品加工空间较小,如使用普通大型刀盘则无法进入切削加工,而直接使用刀杆夹持刀具之方式,刀具角度无法调节,即刀纹严重,无法改善,切削效果不理想。
技术实现要素:
3.有鉴于此,有必要提供一种可以调节刀杆式刀具角度的复合刀盘。
4.本技术提供一种复合刀盘,包括刀杆及连接所述刀杆的刀盘主体,所述刀盘主体远离所述刀杆一端的中心处设有安装孔,所述安装孔用于装设刀杆式刀具,所述安装孔的中轴线偏离所述刀盘主体中轴线。
5.本技术一实施方式中,所述刀盘主体的侧壁上设有安装槽,所述安装槽用于装设刀片式刀具。
6.本技术一实施方式中,所述复合刀盘还包括调节机构,所述刀片式刀具可转动地安装于所述刀盘主体上,所述调节机构安装于所述刀盘上并抵住所述刀片式刀具的相对两侧,所述调节机构移动后驱动所述刀片式刀具转动,以调节所述刀片式刀具的角度。
7.本技术一实施方式中,所述复合刀盘还包括连接件,所述安装槽贯穿所述刀盘主体远离所述刀杆的一端,所述连接件用于朝所述刀盘主体的径向方向将所述刀片式刀具连接到所述安装槽内,所述刀片式刀具可绕所述连接件的轴线转动。
8.本技术一实施方式中,所述调节机构包括第一调节件和第二调节件,所述第一调节件和所述第二调节件螺纹穿设于所述刀盘主体,并分别用于抵住所述刀片式刀具的相对两侧。
9.本技术一实施方式中,所述复合刀盘还包括压紧机构,所述压紧机构包括多个压紧件,多个压紧件安装于所述刀盘主体上并沿所述刀杆式刀具对称设置,所述压紧机构用于对所述刀杆式刀具施加压力以将所述刀杆式刀具刚性连接到所述刀盘主体上。
10.本技术一实施方式中,所述复合刀盘还包括配重块,所述配重块设于所述刀盘主体上,并与所述刀片式刀具以所述刀盘主体的轴线方向呈对称结构。
11.本技术一实施方式中,所述刀盘主体靠近所述刀杆的一端还包括多个动平衡件,多个所述动平衡件以所述刀盘主体轴线方向均匀分布于所述刀盘主体的一横截面内,所述动平衡件能够移动以调节所述复合刀盘的动平衡。
12.本技术一实施方式中,所述安装孔的中轴线偏离所述刀盘主体中轴线的距离范围为0.4-0.7毫米。
13.本技术一实施方式中,所述刀杆式刀具包括前角、刃带及第一后角,所述刀杆式刀
具在所述安装孔内转动分别使所述前角及所述刃带、所述第一后角与部分所述刃带或所述第一后角与全部刃带进行切削。
14.上述复合刀盘由于安装孔的轴线沿径向偏离刀盘主体的轴线一定距离,可通过转动刀杆式刀具以调节刀片的切削角度,使刀片达到一个切削最佳状态,从而有效的解决侧面加工时的刀纹问题。
附图说明
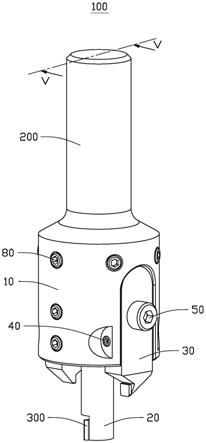
15.图1为本技术一实施方式中复合刀盘的立体示意图。
16.图2为图1中复合刀盘的分解图。
17.图3为刀片角度与切削效果的示意图。
18.图4为图1中复合刀盘另一视角的分解图。
19.图5为图1中v-v的剖视图。
20.图6为图1中复合刀盘另一视角的分解图。
21.主要元件符号说明
22.复合刀盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
23.刀杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
24.刀片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
25.工件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
400
26.刀盘主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
27.安装孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
28.安装槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
29.固定孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12a
30.刀杆式刀具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
31.刀片式刀具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
32.第一通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
33.调节机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
34.第一调节件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41a
35.第二调节件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41b
36.连接件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
37.压紧机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
38.配重块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
39.动平衡件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
具体实施方式
40.下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
41.需要说明的是,当组件被称为
″
固定于
″
另一个组件,它可以直接在另一个组件上
或者也可以存在居中的组件。当一个组件被认为是
″
连接
″
另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是
″
设置于
″
另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语
″
垂直的
″
、
″
水平的
″
、
″
左
″
、
″
右
″
以及类似的表述只是为了说明的目的。
42.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语
″
或/及
″
包括一个或多个相关的所列项目的任意的和所有的组合。
43.本技术提供一种复合刀盘,包括刀杆及连接所述刀杆的刀盘主体,所述刀盘主体远离所述刀杆一端的中心处设有安装孔,所述安装孔用于装设刀杆式刀具,所述安装孔的中轴线偏离所述刀盘主体中轴线。
44.下面结合附图,对本技术的一些实施方式作详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互组合。
45.请参阅图1及图2,复合刀盘100包括刀杆200及连接刀杆200的刀盘主体10。复合刀盘100用于固定刀杆式刀具20及刀片式刀具30。刀盘主体10远离刀杆200一端的中心处设有安装孔11,刀杆式刀具20可转动地安装于安装孔11,刀杆式刀具20远离刀盘主体10的一端用于加工产品的侧立面。安装孔11的轴线沿径向偏离刀盘主体10的轴线一定距离,操作人员可通过转动刀杆式刀具20以调节刀片300的切削角度。
46.请参阅图3,在本实施例中,刀杆式刀具20的中心偏离刀盘主体10的旋转中心的距离范围为0.4-0.7毫米,经测试后最佳距离为0.5毫米。如图3中的(a)图所示,当刀杆式刀具20在安装孔11内旋转至刀片300在负90度时,刀片300的前角参与切削工件400如图3中的(b)图所示,当刀杆式刀具20在安装孔11内旋转至刀片300在负α度时,刀片300的后角与3/2刃带参与切削工件400;如图3中的(c)图所示,当刀杆式刀具20在安装孔11内旋转至刀片300在负β度时,刀片300的后角与全部刃带参与切削工件400。操作人员可以利用偏心原理,调节刀具角度,使第一后角与刃带达到一个切削最佳状态,从而有效的解决刀纹。在此,α与β角度根据需要调整。
47.请参阅图1及图2,刀盘主体10的侧壁上设有安装槽12,刀片式刀具30可转动地安装于安装槽12内,刀片式刀具30远离刀盘主体10的一端用于加工产品的平面。
48.请参阅图4,复合刀盘100还包括调节机构40。刀片式刀具30可转动地安装于刀盘主体10上,调节机构40安装于刀盘主体10上并抵住刀片式刀具30的相对两侧,用于抵推刀片式刀具30转动,以调节刀片300的角度。在一些实施例中,调节机构40包括第一调节件41a和第二调节件41b。第一调节件41a和第二调节件41b安装于刀盘主体10上的安装槽12两侧,并分别用于抵住刀片式刀具30的相对两侧,通过拧动第一调节件41a和第二调节件41b使得刀片式刀具30转动,进行调节其角度。
49.请参阅图4,复合刀盘100还包括连接件50。安装槽12贯穿刀盘主体10远离刀杆200的一端,连接件50用于朝刀盘主体10的径向方向将刀片式刀具30连接到安装槽12内,并使刀片式刀具30可绕连接件50的轴线转动。在一些实施例中,连接件50的连接方式为:刀片式刀具30设有第一通孔31,安装槽12的底面上设有固定孔12a,连接件50为一螺丝,用于穿设于第一通孔31及固定孔12a,以将刀片式刀具30连接到刀盘主体10上。
50.请参阅图5,复合刀盘100还包括压紧机构60。压紧机构60安装于刀盘主体10上并设于刀杆式刀具20的相对两侧,压紧机构60用于对刀杆式刀具20施加压力以将刚性连接到刀盘主体10上。在一些实施例中,压紧机构60包括四个压紧件,压紧件通过螺纹穿设于刀盘主体10上,刀盘主体10相对两侧分别设有两个压紧件,压紧件用于抵住并固定刀杆式刀具20。
51.请参阅图6,复合刀盘100还包括配重块70,配重块70设于刀盘主体10上,并与刀片式刀具30以刀盘主体10的轴线方向呈对称结构。即配重块70也通过连接件50可转动连接到刀盘主体10上,且通过调节机构40调节角度。同时配重块70与刀片式刀具30的形状大致相同。
52.请参阅图1,刀盘主体10靠近刀杆200的一端还包括多个动平衡件80,多个动平衡件80以复合刀盘100轴线方向均匀分布于刀盘主体10的一横截面内。多个动平衡件80螺纹穿设于刀盘主体10内。复合刀盘100可以通过拧动多个动平衡件80从而调节复合刀盘100的动平衡。
53.可以理解的是,在本技术的其他实施方式中,刀片式刀具30与连接件50也可以通过其他结构转动地安装于安装槽12内。
54.上述复合刀盘100由于安装孔11的轴线沿径向偏离刀盘主体10的轴线一定距离,可通过转动刀杆式刀具20以调节刀片300的切削角度,使刀片300的第一后角与刃带达到一个切削最佳状态,从而有效的解决侧面加工时的刀纹问题;上述复合刀盘100还可通过转动刀片式刀具30以调节刀片300的切削角度,从而有效的解决平面加工时的刀纹问题。
55.以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。本领域技术人员还可在本技术精神内做其它变化等用在本技术的设计,只要其不偏离本技术的技术效果均可。这些依据本技术精神所做的变化,都应包含在本技术所要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。