用于制造热塑性产品和组合物的系统和方法
1.优先权
2.本技术要求于2019年1月15日提交的美国临时申请第62/792,625号的优先权,该临时申请通过引用以其整体并入本文。
技术领域
3.本文描述了用于生产热塑性组合物的系统和方法。在一些方面,本文所述的组合物可用于道路标记。
背景技术:
4.热塑性材料用于道路标记并且可以以大量颜色和图案生产。用于生产用于道路标记的热塑性塑料的传统系统利用根据系统的设备限制生产标准体积材料的批处理。例如,系统可具有基于混合容器的最大体积的最大批量大小或基于系统的搅拌水平或热容量的最小批量大小。
技术实现要素:
5.该概要是本发明各个方面的高级概述,并引入了在以下具体实施方式部分进一步描述的一些概念。该概要不旨在确定要求保护的主题的关键或基本特征,也不旨在单独使用以确定要求保护的主题的范围。应该通过参考整个说明书的适当部分、任何或所有附图和每个权利要求来理解主题。
6.本文描述了用于连续生产可用于道路标记的热塑性组合物的系统和方法。连续过程可以最小化批次间的可变性,以提高产品质量、降低生产成本、消除批量大小限制并增加可得产品供应。
7.在一些实例中,一种用于生产用于道路标记的热塑性材料的系统,该系统可以包含:进料系统,该进料系统包含多个进料器,其中每个进料器可以配置为以根据选择的产品配方的进料速率排出材料;和混合系统,该混合系统配置为接收、加热和合并材料以产生热塑性材料并以确定的排出速率排出热塑性材料。在某些实例中,该系统可进一步包含输送系统,该输送系统配置为从进料系统接收材料并将材料运输至混合系统。
8.还描述了制造本文所述的热塑性组合物的方法。在一些实例中,用于生产用于道路标记的热塑性组合物的方法可包含将热塑性组合物的组分装入包含多个进料器的进料系统,以确定的进料速率从进料器中排出组分,将组分进料至混合系统,混合并加热混合系统中的组分,并排出热塑性组合物。在一些实例中,混合系统可以包含混合器和平整系统。任选地,该方法可以进一步包含先在平整系统中共混至少一部分组分,以及将共混的组分进料到混合器。
9.一个或多个实施例的细节在以下描述中阐述。从描述和权利要求中,其他特征、目的和优点将是显而易见的。
附图说明
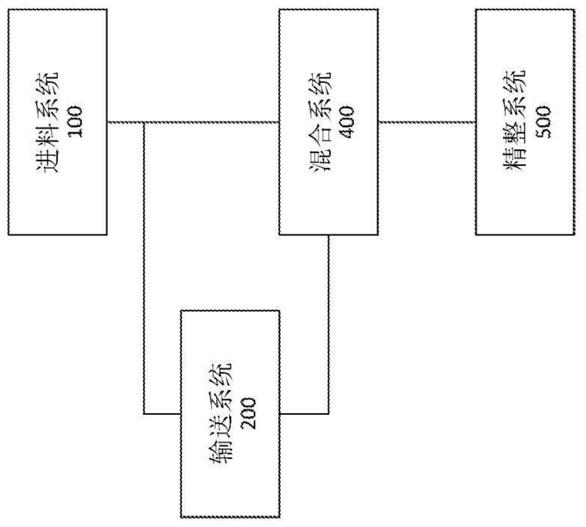
10.图1是显示根据本公开的一个实例的用于连续生产用于道路标记的热塑性组合物的系统的框图。
11.图2是显示根据本公开的一个实例的用于连续生产用于道路标记的热塑性组合物的系统的框图。
12.图3是显示根据本公开的一个实例的用于连续生产用于道路标记的热塑性组合物的系统的图。
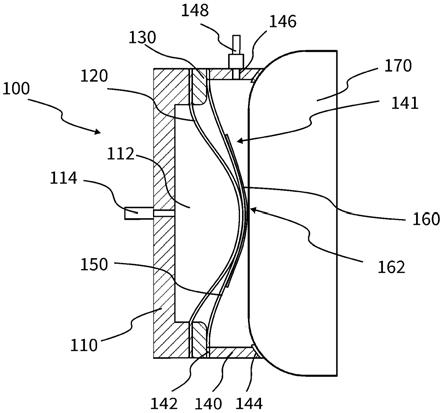
13.图4是根据本文所述的一个或多个实例的用于道路标记的示例性连续过程热塑性组合物的部分的侧视说明性示意图。
14.图5是根据本文所述的一个或多个实例的用于道路标记的示例性连续过程热塑性组合物的部分的侧视说明性示意图。
15.图6是根据本文所述的一个或多个实例的用于道路标记的示例性连续过程热塑性组合物的部分的顶视说明性示意图。
16.图7是根据本文所述的一个或多个实例的用于道路标记的示例性精整系统的部分的侧视说明性示意图。
17.图8是根据本文所述的一个或多个实例的用于道路标记的示例性精整系统的部分的项视说明性示意图。
18.图9是显示根据本文所述的一个或多个实例的用于连续生产热塑性组合物的方法的框图。
具体实施方式
19.一些热塑性材料标记产品可能需要多个批次来生产足够的热塑性材料以用于所需标记。其他产品可能受成本过高限制,因为由于最小批量大小限制而产生的多余材料可能会被浪费或存入库存,这两者都是昂贵的。批处理还固有地包括批次间的可变性,这会影响产品质量。由于热塑性标记产品所需的材料体积各不相同,并且需要提高产品质量,因此需要一种能够连续生产的稳健系统。
20.本文提供了用于连续生产可用于道路标记的热塑性组合物的系统和方法。该系统可以大量产品量生产用于道路标记的热塑性塑料。例如,该系统可以生产少量的一种热塑性组合物并快速转变为另一种热塑性组合物。对于一些热塑性组合物,该系统可以按订单生产热塑性产品,而无需考虑批量大小和潜在的浪费限制。连续过程可以最小化批次间的可变性,以提高产品质量、降低生产成本、消除批量大小限制并增加可得产品供应。与批处理相比,连续处理可以提供短的累积热和较低的能耗。
21.在一些情况下,用于生产用于道路标记的热塑性材料的系统可包含进料系统和混合系统。在一些实例中,进料系统可以包含多个进料器,其中每个进料器可以配置为以根据选择的产品配方的进料速率将材料排出到混合系统。在一些实例中,混合系统可以配置为接收、加热和合并材料以产生热塑性材料,并且以确定的排出速率排出热塑性材料。
22.在一些实例中,每个进料器可以包含进料斗以向进料器供应材料。在一些情况下,进料系统可进一步包含散装料斗,其中散装料斗可被自动化以在进料斗中保持确定量的材料。在某些实例中,散装料斗可以直接从超大袋或装料容器装料。在其他实例中,散装料斗
可以根据需要手动装料以维持对进料斗和进料器的材料供应。任选地,进料系统可以包括与控制系统集成的自动阀以向进料器供应材料。
23.在一些实例中,材料的排出速率可由进料器随时间推移的重量差异确定。例如,进料器可以配置为定位在称重传感器上。任选地,控制系统可以基于重量损失来确定进料速率。在其他实例中,材料的排出速率可由来自进料器的体积流量确定。在一些实例中,控制系统可以基于热塑性复合材料的质量参数修改进料速率。在一些实例中,控制系统可以基于热塑性复合材料从系统的排出速率来修改进料速率。在一些实例中,控制系统可以基于选择的产品配方和吞吐率来确定进料速率。在某些实例中,一种或多种材料可以直接装入混合系统。这些直接装入的材料可以是固体或液体。
24.在一些实例中,进料器可包含振动输送机、螺旋输送机、液体进料器或装料管线、盘式进料器、螺旋钻或本领域已知的其他进料器以将材料转移到混合系统。任选地,进料器可以包括防护罩以减少灰尘和/或污染。
25.在一些实例中,该系统可进一步包含输送系统,该输送系统配置为接收来自进料系统的材料并将材料运输至混合系统。在某些实例中,输送系统可包含具有多个铲斗的斗式输送机或带式输送机。在其他实例中,输送系统可以包含气动输送机。可以使用本领域已知的其他输送系统将材料从进料系统转移到混合系统。输送系统可以以线性方式将材料输送到下游处理。任选地,输送系统可以将材料垂直输送到可以位于进料系统上方的下游处理。例如,混合系统的接收点可以位于进料系统上方,并且诸如斗式输送机或气动输送机的输送系统可以将材料垂直地输送到混合系统。任选地,输送系统可以被封闭或包括防护罩以减少灰尘和/或污染。
26.混合系统可包含混合器。在一些实例中,混合器可以是双螺杆混合器或挤出机。在其他实例中,混合器可以是单螺杆混合器或挤出机。在一些实例中,混合器可包含多个加热区和/或包含在混合器内的不同混合区。在某些实例中,混合器可包含带有搅拌器的加热容器。在一些情况下,容器可包含小的工作容积以快速加热材料并将加热的材料递送至次级过程,例如挤出过程。可以使用热油、电垫或带、蒸汽、微波能或本领域已知的其他介质加热混合器。在一些实例中,混合系统包含装料斜槽以接收来自进料系统或输送系统的材料并将材料装料到混合器。在一些情况下,混合系统可以包括任选的进料器,以将额外的材料直接提供给混合器或混合器的装料斜槽。
27.混合器可以合并并加热材料以产生热塑性材料。在一些情况下,混合器可将材料加热到至少150
°
f。在一些情况下,混合器可将材料加热到至少200
°
f。在一些情况下,混合器可将材料加热到150
°
f至450
°
f的温度。
28.在一些实例中,混合系统可进一步包含平整系统。平整系统可以配置为接收来自进料系统或输送系统的材料并将材料进料到混合器。在一些实例中,平整系统可以包含平整进料器,该平整进料器包含振动输送机、螺旋输送机、螺旋钻或其他进料器以将材料进料到装料斜槽或混合器。在一些实例中,平整系统可进一步包含平整料斗以接收来自进料系统或输送系统的材料并将材料供应至平整进料器。
29.在一些情况下,平整系统可以减少进料至混合器的材料体积的剧增或波动,并产生稳定的装料速率。在一些实例中,平整系统可以防止混合器过载。在一些实例中,平整系统可以防止混合器缺乏材料,这会导致混合器中出现可能损坏混合器和/或导致产品缺陷
的空隙。
30.平整系统可以减少进料至混合器的材料比例的剧增或波动。在一些实例中,进料系统的可变性可能导致进入混合器的某些材料的剧增或波动。这种可变性会导致在一段时间内(例如,在螺旋式混合器上进行的24小时生产)产品质量和成分组成的改变。平整系统可以容纳来自进料系统的可变体积的材料。在一些情况下,平整系统可以容纳并混合来自进料系统的至少一部分材料以随时间的推移增加进料到混合器的材料比例的均匀性。在某些实例中,平整系统可以包含搅拌器以在将材料排出到混合器之前共混材料。在一些实例中,平整系统可以通过在转移到混合器之前在平整系统中共混材料来提高产品质量,并且尤其是减少批处理的变化。
31.在一些情况下,混合器可以将热塑性材料排出到各种过程中。在一些实例中,混合器可进一步包含模具,所述模具配置为使排出的热塑性材料符合目标形状或形式。在一些实例中,混合器可以将热塑性材料作为未成形的熔融热塑性材料排出到精整系统。在一些实例中,精整系统可包含储料器、表面处理系统、切割系统、产品冷却系统或其组合。精整系统可以包含传送带以输送热塑性材料。储料器可定位在传送带上并接收熔融的热塑性材料。在一些实例中,热塑性材料的厚度可以由储料器距带的高度和带的速度的组合确定。任选地,表面处理系统可以应用反射材料,诸如玻璃珠。根据满足深度要求、覆盖要求或机械强度要求(例如,磨损),珠可以滴在表面上。任选地,表面处理系统可以应用研磨摩擦材料,诸如刚玉、石英、沙子或玻璃。任选地,表面处理系统可以对热塑性材料的表面进行压印或刻痕。在一些实例中,切割系统可以将热塑性材料的边缘修整成均匀的宽度。在一些实例中,切割系统可以将热塑性材料切割成片。在一些实例中,产品冷却系统可以将水应用于热塑性材料以降低材料的温度。在某些实例中,产品冷却系统可包括空气喷射以吹出过量的水并进一步冷却材料。
32.在一些情况下,系统可使用激光测量、光学相机、红外相机以及本领域已知的其他技术进行颜色、珠深度、珠沉积图案、产品厚度、产品形状、产品长度、产品宽度、产品温度、水平度和空隙的在线测量。
33.转向附图,图1显示了根据本公开的一个实例的用于连续生产用于道路标记的热塑性组合物的系统。进料系统100将用于热塑性组合物的材料进料到混合系统400。任选地,输送系统200可以将材料从进料系统100输送到混合系统400。混合器440可以排料到精整系统500。
34.图2和图3显示了根据本公开的一个或多个实例的用于连续生产用于道路标记的热塑性组合物的系统。材料101可以被排出到进料系统100。在与图2所示类似的一些实施例中,进料系统100可以包括散装料斗102、进料斗103和进料输送机160。材料101可以通过输送系统200输送到混合系统400以生产热塑性材料。在与图2所示类似的一些实施例中,输送系统可以包括运输输送机220,并且混合系统400可以包括平整料斗410、平整进料器420、装料斜槽430和混合器440。热塑性材料可以排出到精整系统500。在与图2所示类似的一些实施例中,精整系统500可包括储料器510、表面处理系统520、切割系统530和产品冷却系统540。
35.如图3所示,在一些实例中可以一个或多个超大袋或其他散货包装提供的一种或多种材料101可直接装料到散装料斗102。散装料斗102可包含控制阀(未显示)以维持对进
料斗103的材料供应。进料斗103可以包含称重传感器,或者替代地,进料斗103可以包含体积式计量仪。材料可以通过进料输送机160从进料斗103转移到运输输送机220以输送到混合系统400。运输输送机220将材料转移到平整系统401。平整料斗410将材料供应到平整进料器420。平整料斗410可包含称重传感器。平整进料器420使用装料斜槽或料仓430向混合器440提供稳定的材料流。任选地,一些材料120可以直接装料到混合器440或装料斜槽430。任选地,一些材料120可以直接装料到平整料斗410。在一些情况下,混合器440可以排料到精整系统500,该精整系统包括储料器510、表面处理系统520、切割系统530、产品冷却系统540或其组合。
36.图4是根据本文所述的一个或多个实例的用于道路标记的连续过程热塑性组合物的说明性示意图。一种或多种材料101可以超大袋或其他散货包装提供。材料101可以直接装料到散装料斗102。散装料斗102可以包含控制阀150以维持对进料斗103的材料供应。进料斗103可以包含称重传感器,或者替代地,进料斗103可以包含体积式计量仪。材料可以通过螺旋输送机105从进料斗103转移到运输输送机220。材料可以通过振动输送机104从进料斗103转移到运输输送机220。虽然可能显示了七个进料斗,但可以使用任何数量的进料斗。
37.如图5所示,运输输送机220将材料101转移到平整料斗410。在平整系统401中,可以共混材料101以减少产品可变性并为混合器440提供稳定的进料。通过平整进料器420经由装料斜槽430将共混的材料转移到混合器440。平整进料器420可包括振动盘、螺旋钻或螺杆。混合器440排料到精整系统500。
38.在一些情况下,运输输送机220可以包含在连续过程的上游输送材料的铲斗。在一些情况下,运输输送机220可包含在混合器440上方转移材料的垂直部分。
39.图6是根据本文所述的一个或多个实例的用于道路标记的连续过程热塑性组合物的顶视说明性示意图。进料系统包含振动盘104和螺旋进料器105以将材料从进料系统100转移到输送系统200。输送系统200在混合系统400中排出材料。平整系统401给混合器440进料。任选地,材料120可以直接排料到混合器440。混合系统400可以排料到精整系统500。
40.图7是根据本文所述的一个或多个实例的用于道路标记的精整过程的侧视说明性示意图。在一些实例中,精整系统500包含挤出过程。挤出机包含储料器510并将挤出的产品排出到带515上。在一些情况下,带515可以被加热或冷却。热塑性产品可以在下游转移到表面处理系统520。虽然图7将表面处理系统520显示为包括560、550、570和590,但是可以使用这些中的一个或多个,例如,表面处理系统520可以仅包括滴珠器560,或可以仅包括滴磨料器550或其组合。纳入特定表面处理系统520组件可基于热塑性产品的期望特性。表面处理系统520可以包括滴珠器560,其中局部施用玻璃珠。在一些实例中,表面处理系统520可包括定向元件590以将珠从滴珠器560以特定图案或排列引导至热塑性产品。表面处理系统520可包括滴磨料器550,其中可局部施用磨料。表面处理系统520可以包括刻痕、压印或切割站570。热塑性产品可以在下游转移到切割系统580。产品可以根据规格切割并堆叠以用于运输。
41.在一些实例中,该系统可进一步包含配置为基于自混合系统的排出速率和选择的产品配方来监测和调整进料器的进料速率的控制系统。控制系统可以将进料系统的组件与混合系统集成以保持热塑性材料的产品配方的组成比和混合系统的温度范围。在一些实例中,精整系统500可以包含一个或多个测量或控制装置或传感器。图8是根据本文所述的一
个或多个实例的精整系统的顶视说明性示意图。如图8所示,系统可包括用于颜色801、珠深度802、珠沉积图案803、产品厚度804、产品尺寸805或产品温度806的传感器或装置。虽然图8显示了传感器或装置801
‑
806,但可以使用这些中的一个或多个。纳入特定传感器或装置可基于热塑性产品的期望特性。在一些实例中,可以在系统中监测或分析其他参数。虽然图8显示了位于系统区域内的传感器或装置801
‑
806,但是传感器或装置可以位于系统的其他区域内。
42.在某些实例中,控制系统可以基于传感器或控制装置调整特定组件的进料速率。在某些实例中,控制系统可以基于传感器或控制装置调整自混合器的排出速率。例如,可以基于产品颜色结果调整颜料的进料速率以根据需要增加或减少颜料来满足产品的目标范围。例如,可基于来自珠深度传感器802的珠深度结果调整滴珠器560的设置以满足产品的目标范围。
43.在一些情况下,本文所述的系统可以经分批过程来提高产品质量。例如,连续过程可以最小化批次间的可变性以提高产品质量。作为另一实例,连续可以增加可得产品供应,因为没有反应器或釜尺寸限制。给定时间内连续系统中的产品体积可能显著小于传统的分批过程。与分批过程的釜中的较大体积相比,减小的体积可以在显著更短的时间内加热和混合。减少的加热时间可能对产品质量、尤其是产品颜色具有有益的结果。对于浅色(例如白色)产品,在连续系统中可以基本消除氧化或热降解的风险。不仅产品质量更统一,连续系统可以提供以前不可能的新产品供应。
44.本文还描述了制造用于道路标记的热塑性组合物的方法。图9显示了根据一个实例的本文描述的方法的图。进料系统可以装料820并从进料器排出830。材料可以被输送840并进料到混合器850。一旦转移到混合器,材料就可以被加热和混合850。任选地,产品可以被转移到用于进一步处理或精整的下游过程860。
45.在一些实例中,生产用于道路标记的热塑性组合物的方法可包含将热塑性组合物的组分装入包含多个进料器的进料系统,以确定的进料速率从进料器中排出组分,将组分进料至混合系统,混合并加热混合系统中的组分,以及排出热塑性组合物。在一些实例中,该方法可进一步包含基于热塑性组合物的排出速率来调整组分的进料速率。
46.在某些实例中,该方法可进一步包含通过输送系统将组分从进料系统输送到混合系统。输送系统可包含气动输送机、带式输送机或斗式输送机中的一种或多种。在一些情况下,混合系统可以包含平整系统和混合器。在某些实例中,组分可以从进料系统或输送系统输送到平整系统。在某些实例中,该方法可进一步包含先在平整系统中共混至少一部分组分,以及将共混的组分进料到混合器。共混组分可以在生产运行过程中增加组合物的均匀性。在一些情况下,热塑性材料可以排出到精整系统。
47.在一些实例中,组分的排出速率可以通过料斗的重量变化来控制。在一些实例中,组分的排出速率可以通过一种或多种组分的体积流量的变化来控制。在一些实例中,组分的排出速率可以基于下游质量参数来控制。例如,该方法可以包含在精整系统中进行在位质量分析并根据在位质量分析结果调整至少一种组分的排出速率。
48.在一些情况下,混合器可被加热到200
°
f至800
°
f的温度。在一些情况下,混合器可在少于10分钟内合并组分。在一些情况下,混合器可在少于5分钟内合并组分。在一些情况下,离开混合器的产品温度可能为150
°
f至450
°
f。
49.在一些实例中,热塑性塑料的组分可包含一种或多种树脂、抗氧化剂、一种或多种共聚物、一种或多种颜料、沙子、碳酸钙、玻璃珠和其他添加剂。
50.在一些实例中,热塑性组合物可包含共聚物、无机填料、硬树脂和玻璃珠。在一些实例中,组合物可进一步包含二氧化钛、至少一种颜料、抗氧化剂或其他添加剂。
51.在一些实例中,热塑性组合物可包含共聚物、松香改性酯或改性松香中的至少一种、颜料、蜡、抗氧化剂、光稳定剂、增塑剂和无机填料。例如,每种组分材料可以包括在单独的进料器中(参见例如图4,其中可以经由单独的超大袋、料斗、进料斗和控制阀设置将每种组分的添加引入进料系统)。在一些实例中,这些组分材料中的一种或多种可以与其他材料120一起引入混合系统中。
52.在一些实例中,热塑性组合物可包含至少一种共聚物、松香改性酯或改性松香中的至少一种、颜料和至少一种无机填料。该组合物可进一步包含抗氧化剂、光稳定剂或二氧化钛中的至少一种。
53.在一些实施例中,热塑性组合物包含至少3重量%的聚丙烯/聚乙烯共聚物、至少18重量%的粘合剂、至少20%的无机填料混合物和以下的至少一种:至少1重量%的聚乙烯均聚物蜡、至少1重量%的醇酸树脂和大豆油混合物、至少0.5重量%的uv稳定化合物、至少1重量%的醇酸树脂改性邻苯二甲酸甘油酯、至少1重量%的聚氨酯。
54.在一些实施例中,热塑性组合物包含4
‑
11%的共聚物、4
‑
14%的硬树脂、50
‑
90%的无机填料、1
‑
10%的二氧化钛、0
‑
1%的抗氧化剂、2
‑
10%的颜料和至多2%的其他添加剂。
55.在一些实施例中,本文所述的热塑性组合物包含3至10wt.%的聚酰胺树脂、0.7至3wt.%的共聚物、5至20wt.%的松香改性酯、0.2至1.5wt.%的颜料、至多5wt.%的蜡、至多0.5wt.%的抗氧化剂、至多0.7wt.%的光稳定剂、至多4wt.%的增塑剂和20至80wt.%的无机填料。在一些实施例中,热塑性组合物包含100%的固体材料。
56.在一些实施例中,本文所述的热塑性组合物包含至少一种至多12%(例如,0至5%、0.2至2.5%或1至6%)的量的共聚物。在一些实例中,热塑性组合物可包括约0.1%、0.2%、0.4%、0.6%、0.8%、1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%、5%、5.5%、6%、6.5%、7%、7.5%、8%、8.5%、9%、9.5%、10%、10.5%、11%、11.5%或12%的共聚物。均以wt.%表示。在某些实施例中,组合物可以基本上不含共聚物。在一些实施例中,共聚物包含乙烯乙酸乙烯酯和乙烯马来酸酐中的至少一种。在一些实例中,共聚物包含聚丙烯/聚乙烯共聚物。
57.在一些实例中,本文所述的热塑性组合物包含约2至约30%(例如,2至20%、5至25%或10至20%)的量的硬树脂。在一些实例中,热塑性组合物可包括约2%、3%、4%、5%、6%、7%、8%、9%、10%、12%、14%、16%、18%、20%、22%、24%、26%、28%或30%的聚酰胺树脂。均以wt.%表示。在一些实施例中,硬树脂可以是聚酰胺树脂。在一些实施例中,树脂包含聚烯烃弹性体、聚丙烯共聚物、苯乙烯
‑
丁二烯
‑
苯乙烯(sbs)聚合物、苯乙烯
‑
异戊二烯
‑
苯乙烯(sis)聚合物中的至少一种。树脂可为组合物提供刚性、柔韧性和粘合强度,同时将热塑性组合物的所有组分粘合在一起。
58.在一些实施例中,本文所述的热塑性组合物包含约5至约90wt.%(例如,10至50%、20至50%或40至60%)的量的无机填料。在一些实例中,热塑性组合物可包括约5%、
10%、20%、25%、30%、35%、40%、45%、50%、55%、60%、65%、70%、75%、80%、85%或90%的无机填料。均以wt.%表示。在一些实施例中,无机填料包含碳酸钙、二氧化硅、石英岩、大理石砂砾、玻璃粉、碎玻璃和氧化铝中的一种或多种。在一些实例中,无机填料可以是粘合剂。无机填料可以增加组合物的体积并提供具有更大伸长性能的组合物。
59.在一些实例中,本文所述的热塑性组合物包含约2%至约50%(例如,10%至30%、30%至40%或35%至50%)的量的玻璃珠。在一些实例中,热塑性组合物可包括约2%、3%、4%、5%、6%、7%、8%、9%、10%、12%、14%、16%、18%、20%、22%、24%、26%、28%、30%、32%、34%、36%、38%、40%、42%、44%、46%、48%或50%的玻璃珠。均以wt.%表示。在一些实施例中,玻璃珠可以是玻璃珠的混合物。在一些实施例中,玻璃珠包含aashto i型、ii型、iii型或iv型玻璃珠中的至少一种。
60.在一些实施例中,本文所述的热塑性组合物包含至多约40wt.%(例如,5至15%、3至18%或11至25%)的量的松香改性酯。在一些实例中,热塑性组合物可包括约1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、12%、14%、16%、18%、20%、22%、24%、26%、28%、30%、32%、34%、36%、38%或40%的松香改性酯。均以wt.%表示。在某些实施例中,组合物可以基本上不含松香改性酯。在一些实施例中,改性松香酯包含妥尔油酯、马来松香酯、季戊四醇松香酯、甘油松香酯、歧化松香酯、氢化松香和聚合松香。
61.在一些实施例中,本文所述的热塑性组合物包含至多约40wt.%(例如,5至25%、2至15%或11至25%)的量的改性松香。在一些实例中,热塑性组合物可包括约1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、12%、14%、16%、18%、20%、22%、24%、26%、28%、30%、32%、34%、36%、38%或40%的改性松香。均以wt.%表示。在某些实施例中,组合物可基本上不含改性松香。在一些实施例中,改性松香包含改性松香,其包含甘油氢化松香、松香改性酚醛树脂、季戊四醇松香、甘油松香、歧化松香、聚合松香和氢化松香。
62.在一些实施例中,本文所述的热塑性组合物包含约0.1至约10wt.%(例如,0.2至1.2%、0.5至2%或2至5%)的量的一种或多种颜料。在一些实例中,热塑性组合物可包括约0.1%、0.2%、0.3%、0.4%、0.5%、0.6%、0.7%、0.8%、0.9%、1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%、5%、5.5%、6%、6.5%、7%、7.5%、8%、8.5%、9%、9.5%或10%的颜料。均以wt.%表示。在一些实施例中,颜料可包含炭黑或二氧化钛。颜料可为组合物提供颜色和不透明性。在一些实例中,组合物可包含多于一种颜料。
63.在一些实施例中,本文所述的热塑性组合物包含约至多20wt.%(例如,0.5至5%、1至8%或5至10%)的量的蜡。在一些实例中,热塑性组合物可包括约0.5%、1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、12%、14%、16%、18%或20%的蜡。均以wt.%表示。在一些实施例中,蜡可以包含聚乙烯蜡、官能化pe蜡、聚丙烯蜡和类似的配方。
64.在一些实施例中,本文所述的热塑性组合物包含约至多3wt.%(例如,0.1至0.4%、0.8至2%或0至3%)的量的抗氧化剂。在一些实例中,热塑性组合物可包括约0.05%、0.1%、0.15%、0.2%、0.4%、0.6%、0.8%、1%、1.2%、1.4%、1.6%、1.8%、2%、2.2%、2.4%、2.5%、2.6%、2.7%、2.8%、2.9%或3%的抗氧化剂。均以wt.%表示。在某些实施例中,组合物可基本上不含抗氧化剂。
65.在一些实施例中,本文所述的热塑性组合物包含约至多3.5wt.%(例如,0.2至1.6%、0.6至2.5%或0至3%)的量的光稳定剂。在一些实例中,热塑性组合物可包括约
0.05%、0.1%、0.2%、0.4%、0.6%、0.8%、1%、1.2%、1.4%、1.6%、1.8%、2%、2.2%、2.4%、2.6%、2.8%、3%、3.2%、3.4%或3.5%的光稳定剂。均以wt.%表示。在某些实施例中,组合物可基本上不含光稳定剂。在一些实施例中,光稳定剂包含受阻胺或受阻胺光稳定剂(hals)。
66.在一些实施例中,本文所述的热塑性组合物包含约至多10wt.%(例如,1%至4%、1%至5%或3%至7%)的量的增塑剂。在一些实例中,热塑性组合物可包括约0.5%、1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%、5%、5.5%、6%、6.5%、7%、7.5%、8%、8.5%、9%、9.5%或10%的增塑剂。均以wt.%表示。在一些实施例中,增塑剂包含蓖麻油、其他天然存在的油、邻苯二甲酸二异壬酯或其他邻苯二甲酸酯增塑剂中的一种或多种。增塑剂可为组合物提供刚性、柔韧性和粘合强度,同时将热塑性组合物的所有组分粘合在一起。
67.在一些实例中,组合物可进一步包含添加剂,例如流变改性剂、润湿和铺展剂、均化剂、导电剂、粘合促进剂、防结块剂、防缩孔剂和防蠕变剂、防冻剂、阻蚀剂、防静电剂、阻燃剂和膨胀助剂、染料、荧光增白剂和荧光添加剂、uv吸收剂和光稳定剂、螯合剂、除尘添加剂、交联剂、消光剂、絮凝剂、湿润剂、杀虫剂、润滑剂、香味剂、油、蜡和滑动助剂、防污剂、去污剂和/或其组合中的至少一种。
68.本文所述的方法可以进一步包含反馈控制回路。在一些情况下,精整系统的在位质量分析测量值为混合器和进料系统提供反馈,以控制调整过程参数,诸如温度和进料速率,从而保持产品特性。例如,除了调整混合器的条件之外或作为调整混合器的条件的替代,可以根据在位质量分析结果调整至少一种组分的排出速率。在一个实例中,可调整颜料的进料速率以调整产品颜色规格。在其他实例中,混合器的一个或多个区域的温度可以增加或降低以调整珠深度。在其他实例中,可以调整混合时间或rpm。在一些情况下,系统可使用激光测量、光学相机、红外相机以及本领域已知的其他技术进行颜色、珠深度、珠沉积图案、产品厚度、产品形状、产品长度、产品宽度、产品温度、水平度和空隙的在线测量。
69.在使用本文所述的方法和组合物的一些实施例中,与用于制造热塑性组合物的传统分批过程相比,该系统和方法可提供优势。
70.可用于道路标记的热塑性产品的传统分批过程包括将3000
‑
5000磅材料装入反应容器或釜中,加热材料,并混合材料以形成热塑性混合物,保持批次直到初步质量保证测试为止,以及通过挤出机或其他产品形成步骤对批次进行后处理。传统分批过程可能需要至少四个小时来装载、加热和混合产品以准备好进行挤出。在一些情况下,分批过程从装料到准备好精整处理或挤出可能需要长达六小时。
71.将产品暴露于高温加热并混合釜的时间长度会对产品质量产生不利影响。延长的累积热会冒炭化产品的风险,可能需要抗氧化剂或其他添加剂诸如光亮剂来达到期望配方和产品规格。分批过程的缺点包括批量大小和制造一系列产品时的转变时间受限。普通产品可以在不清洗釜的情况下以运动方式运行。先前批次中残留的残余物会对产品质量产生不利影响,尤其是颜色,这是因为残余物的累积热扩大,这可能会混合到后续批次中。当生产完全不同的产品时,釜可能需要清洗或转变程序以去除可能污染釜中后续产品批量的残余物。釜转变过程可能需要二至四小时来完成,这对过程来说是代价高昂的停工期。
72.在本文所述的系统和方法的一些实施例中,与传统分批过程相比,连续过程可以提高产品质量和吞吐量。例如,连续过程可以在少于10分钟(从初始装料到进料系统)内生
产热塑性产品。以给定时间加热和混合的材料体积可能比传统过程低几个数量级。在一些情况下,连续过程可在少于9分钟(8分钟、7分钟、6分钟或5分钟)内生产产品。在一些情况下,由于连续过程不受釜尺寸的限制,因此可以进行比传统分批过程更大的产品批量。在其他情况下,在没有最低批量大小要求的情况下和连续过程的快速转变下,之前不可得的小产品批量已经成为可能。在一些情况下,连续过程可以在少于3分钟或2分钟内转变。改进的转变不仅减少了过程的停工期,而且减少了过程废物。
73.连续产品的有限累积热可以允许以前由于缺乏热稳定性而不可得的颜色。在一些情况下,可从产品配方中删除用于光学增白或氧化的添加剂。在线测量可以允许质量保证在少于10分钟内完成,并防止对加工中的材料进行隔离。在生产不合格材料的情况下,减少的累积热可以允许将在分批过程中可能被归为废物的材料返工成符合所有规格的第一质量热塑性材料。
74.本文所述的系统的实施例的一些优点包括处理时间减少、成本节约和/或质量改进。例如,连续过程可以提供2分钟的加热和混合时间,与传统分批过程提供的180分钟加热和混合时间相对。累积热的减少可以提高产品质量。系统实施例的其他优点包括减少启动和转变时间。例如,连续过程可提供启动时间减少50%(例如,60分钟相对于30分钟)。例如,连续过程可提供启动时间减少50%(例如,60分钟相对于30分钟),并且连续过程可提供5分钟的颜色转换,与传统分批过程提供的180分钟转变相对。转变时间的减少可以降低成本并提高生产能力。此外,连续系统的材料损失可能最小,与传统分批过程后的线路损耗以及留下和浪费的容器涂层相对。可以使用连续系统定制生产量,并根据需要安排生产批量以满足目标量。传统分批过程受限于容器体积。例如,批量大小可能是最小2200磅或最大量4400磅。对于连续系统,可以实时调整产品质量。例如,可以通过使用失重式珠撒布机的系统来监测和调整珠滴落的一致性。
75.实例
76.实例1
77.热塑性标记产品在连续系统上运行,并测量软化点和使用δe cmc测量颜色。表1显示了连续系统的结果。
78.表1
79.批量软化点(℃)δe(cmc)1116.40.632116.90.843113.90.8841150.585117.30.82平均值115.90.75方差2.0050.018
80.实例2
81.使用传统分批过程生产与实例1相同的热塑性标记产品,并测量软化点和使用δecmc测量颜色。分析方法与实例1相同。表2显示了对比分批过程的结果。
82.表2
83.批次软化点(℃)δe(cmc)a118.51.64b114.81.54c117.61.69d1160.82e120.31.65平均值117.441.468方差4.5930.134
84.合适的系统和方法的说明性实施例
85.如下文所用,任何对方法、产品或系统的引用都被理解为对那些方法、产品或系统中的每一个单独引用(例如,“说明性实施例1至4被理解为说明性实施例1、2、3或4”)。
86.说明性实施例1是一种用于生产用于道路标记的热塑性材料的系统,所述系统包含:进料系统,所述进料系统包含多个进料器,每个进料器配置为以根据选择的产品配方的进料速率排出材料;和混合系统,所述混合系统配置为接收、加热和合并材料以产生热塑性材料并以确定的排出速率排出热塑性材料。
87.说明性实施例2是任何前述或后续说明性实施例的系统,其中每个进料器包含振动输送机、螺旋输送机或液体装料管线。
88.说明性实施例3是任何前述或后续说明性实施例的系统,其中至少一种材料的进料速率由进料器随时间推移的重量差异控制。
89.说明性实施例4是任何前述或后续说明性实施例的系统,其中至少一种材料的进料速率由来自进料器的体积流量控制。
90.说明性实施例5是任何前述或后续说明性实施例的系统,其进一步包含输送系统,所述输送系统配置为接收来自进料系统的材料并将材料运输到混合系统。
91.说明性实施例6是任何前述或后续说明性实施例的系统,其中输送系统包含多个铲斗或带式输送机。
92.说明性实施例7是任何前述或后续说明性实施例的系统,其中输送系统包含气动输送机。
93.说明性实施例8是任何前述或后续说明性实施例的系统,其中混合系统包含混合器和平整系统,其中平整系统配置为接收来自进料系统或输送系统的材料并将材料进料到混合器。
94.说明性实施例9是任何前述或后续说明性实施例的系统,其中平整系统包含振动输送机或螺旋输送机。
95.说明性实施例10是任何前述或后续说明性实施例的系统,其中平整系统包含搅拌器以在将材料进料到混合器之前共混材料。
96.说明性实施例11是任何前述或后续说明性实施例的系统,其中混合器包含单螺杆混合器或双螺杆混合器。
97.说明性实施例12是任何前述或后续说明性实施例的系统,其中混合器包含多于一个加热区。
98.说明性实施例13是任何前述或后续说明性实施例的系统,其进一步包含模具,所
述模具配置成使排出的热塑性材料符合目标形状或形式。
99.说明性实施例14是任何前述或后续说明性实施例的系统,其中混合系统将材料加热到至少200
°
f的温度。
100.说明性实施例15是任何前述或后续说明性实施例的系统,其中混合系统将材料加热到150
°
f至450
°
f的温度。
101.说明性实施例16是任何前述或后续说明性实施例的系统,其进一步包含精整系统,所述精整系统配置为接收来自混合系统的排出的热塑性材料。
102.说明性实施例17是任何前述或后续说明性实施例的系统,其中精整系统包含储料器、表面处理系统、切割系统、产品冷却系统中的一个或多个。
103.说明性实施例18是任何前述说明性实施例的系统,其进一步包含控制系统,所述控制系统配置为监测过程性能、产品质量参数或其组合并基于来自混合系统、选择的产品配方或其组合的排出速率调整一个或多个进料器的进料速率。
104.说明性实施方案19是一种生产用于道路标记的热塑性组合物的方法,包含将热塑性组合物的组分装入包含多个进料器的进料系统,以确定的进料速率从进料器排出组分,将组分进料至混合系统,在混合系统中混合和加热组分,以及排出热塑性组合物。
105.说明性实施例20是任何前述或后续说明性实施例的方法,其进一步包含基于热塑性组合物的排出速率调整组分的进料速率。
106.说明性实施例21是任何前述或后续说明性实施例的方法,其进一步包含通过包含气动输送机、带式输送机或斗式输送机中的一个或多个的输送系统将组分从进料系统输送到混合系统。
107.说明性实施例22是任何前述或后续说明性实施例的方法,其中混合系统包含混合器和平整系统。
108.说明性实施例23是任何前述或后续说明性实施例的方法,其进一步包含先在平整系统中共混至少一部分组分,并将共混的组分进料到混合器中。
109.说明性实施例24是任何前述或后续说明性实施例的方法,其中共混提高了热塑性组合物的均匀性。
110.说明性实施例25是任何前述或后续说明性实施例的方法,其中将热塑性组合物排到精整系统。
111.说明性实施例26是任何前述或后续说明性实施例的方法,其进一步包含在精整系统中应用表面处理、冷却热塑性组合物或切割热塑性组合物中的至少一个。
112.说明性实施例27是任何前述或后续说明性实施例的方法,其进一步包含进行在位质量分析并根据在位质量分析结果调整至少一种组分的进料速率。
113.说明性实施例28是任何前述或后续说明性实施例的方法,其进一步包含将混合系统加热到200
°
f至800
°
f的温度。
114.说明性实施例29是任何前述或后续说明性实施例的方法,其进一步包含在混合系统中将热塑性组合物加热到至少150
°
f的温度。
115.说明性实施例30是任何前述说明性实施例的方法,其中热塑性组合物的组分包含:
116.至少3重量%的聚丙烯/聚乙烯共聚物;
117.至少18重量%的粘合剂;
118.至少20%的无机填料混合物;和
119.以下的至少一种:
120.至少1重量%的聚乙烯均聚物蜡,
121.至少1重量%的醇酸树脂和大豆油混合物,
122.至少0.5重量%的uv稳定化合物,
123.至少1重量%的醇酸树脂改性的邻苯二甲酸甘油酯,或
124.至少1重量%的聚氨酯。
125.说明性实施例31是一种用于生产用于道路标记的热塑性材料的系统,其包含:进料系统,所述进料系统包含多个料斗和输送机,每个料斗配置为以根据配方的确定速率将原材料排出到输送机;输送系统,配置为接收来自输送机的原材料并将原材料转移到平整系统,其中平整系统配置为接收来自输送系统的原材料;和混合器,所述混合器配置为接收来自平整系统的原材料,加热并合并原材料以生产热塑性材料,并且排出热塑性材料。
126.说明性实施例32是任何前述或后续说明性实施例的系统,其中输送机包含振动盘、螺旋进料器或液体进料器中的至少一个。
127.说明性实施例33是任何前述或后续说明性实施例的系统,其中至少一种原材料的排出速率由料斗随时间推移的重量差异确定
128.说明性实施例34是任何前述或后续说明性实施例的系统,其中至少一种原材料的排出速率由体积流量确定。
129.说明性实施例35是任何前述或后续说明性实施例的系统,其中输送机包含多个铲斗或带。
130.说明性实施例36是任何前述或后续说明性实施例的系统,其中平整系统包含搅拌器以在将原材料排出到混合器之前共混原材料。
131.说明性实施例37是任何前述或后续说明性实施例的系统,其中混合器将原材料加热到至少200
°
f。
132.说明性实施例38是任何前述或后续说明性实施例的系统,其中混合器是双螺杆混合器。
133.说明性实施例39是任何前述或后续说明性实施例的系统,其中混合器包含多个加热区。
134.说明性实施例40是任何前述或后续说明性实施例的系统,其进一步包含挤出机,所述挤出机配置成接收排出的热塑性材料。
135.说明性实施例41是任何前述或后续说明性实施例的系统,其进一步包含储料器。
136.说明性实施例42是一种用于生产用于道路标记的热塑性组合物的方法,其包含:将热塑性组合物的组分装入包含多个料斗和输送机的进料系统;以确定的速率将组分排出到运输输送机上;将组分从进料系统转移到平整系统;共混组分以增加组合物的均匀性;将共混组分转移到混合器中;在混合器中混合和加热组分;以及将热塑性组合物排出到精整系统。
137.说明性实施例43是任何前述或后续说明性实施例的方法,其中将混合器加热到200
°
f至800
°
f的温度。
138.说明性实施例44是任何前述或后续说明性实施例的方法,其中热塑性组合物的组分包含:至少3重量%的聚丙烯/聚乙烯共聚物;至少18重量%的粘合剂;至少20%的无机填料混合物;和以下的至少一种:至少1重量%的聚乙烯均聚物蜡、至少1重量%的醇酸树脂和大豆油混合物、至少0.5重量%的uv稳定化合物、至少1重量%的醇酸树脂改性的邻苯二甲酸甘油酯或至少1重量%的聚氨酯。
139.说明性实施例45是任何前述或后续说明性实施例的方法,其中组分的排出速率由料斗的重量或体积流量的变化控制。
140.说明性实施例46是任何前述或后续说明性实施例的方法,其进一步包含在精整系统中进行在位质量分析并根据在位质量分析结果调整至少一种组分的排出速率。
141.虽然本说明书描述了应用于道路的组合物,但本领域普通技术人员将理解该组合物可应用于其他基材。基材的一些非限制性实例包括人行道、道路、停车场、多层停车场、停车街区、交通街区、坡道、桥梁、机场跑道、码头、隧道、人行道、公园、广场、绿地、装饰空间、地板表面、墙壁、天花板和门。基材材料的典型但非限制性实例包括沥青、混凝土和水泥。
142.如本文所用,术语“发明”、“该发明”、“所述发明”和“本发明”旨在广泛地指代本专利申请和以下权利要求的所有主题。应将含有这些术语的陈述理解为不限制本文描述的主题或不限制以下专利权利要求的含义或范围。除非另有说明,否则术语“包含”、“具有”、“包括”和“含有”应被解释为开放式术语(即,意为“包括但不限于”)。
143.如本文所用,“一”、“一个”和“该”的含义包括单数和复数指代,除非上下文另有明确规定。
144.尽管阐述本发明广泛范围的数值范围和参数是近似值,但在具体实例中阐述的数值已尽可能精确地报告。然而,任何数值都固有地含有某些误差,该误差必然由在它们各自的测试测量值中发现的标准偏差产生。此外,本文公开的所有范围应理解为涵盖其中包含的任何和所有子范围。例如,“1至10”的陈述范围应被视为包括最小值1和最大值10之间(包括端点)的任何和所有子范围;也就是说,所有子范围都以1或更大的最小值开始,例如1至6.1,并且以10或更小的最大值结束,例如5.5至10。此外,任何称为“并入本文”的参考文献应被理解为以其整体并入。
145.已经描述了本发明的各种实施例以实现本发明的各种目的。应当认识到,这些实施例仅仅是对本发明原理的说明。在不脱离如以下权利要求所限定的本发明的精神和范围的情况下,本领域技术人员将容易明白其许多修改和改编。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。