1.下文描述的本发明涉及一种用于制造机动车的方法,在该方法中将粘接膜施加到机动车车身的表面上。此外,本发明涉及一种适用于此的工具。
背景技术:
2.粘接膜在机动车的批量制造中越来越多地获得使用。粘接膜可以不仅装饰性地使用,例如以便将颜色图案转移到车身表面上,而且功能性地使用,例如用作用于经涂漆的表面的防石头击打保护或用于施加字样、型号名称和类似物。
3.通常,例如在借助于粘接膜施加颜色图案时产生的耗费明显低于在多阶段的上漆工艺中形成这种图案时的耗费。但粘接膜的施加在批量生产中决不是容易的。粘接膜越大,就越难将粘接膜正确地定位在待粘接的表面上,并且在没有夹带空气和形成折叠的情况下粘接。迄今没有实现这些工艺的自动化。相反地,粘接膜的施加在机动车的批量制造中迄今都是手动地执行。
4.由us6197397b1已知如下粘接膜,所述粘接膜包括在粘接层内的微结构化的通道。所述通道应实现在施加粘接膜时空气的逸出以便避免夹带空气并且使用于移去夹带空气的手动后处理变得多余。但这种粘接膜一方面是非常昂贵的。另一方面,由于微结构化的粘接层不太适合用于形成高品质的表面。通常,粘接膜包括载体膜,该载体膜的一侧利用粘接层覆盖并且该载体膜的另一侧利用如有可能多层的漆层覆盖。在使用非常薄的载体膜时,微结构在粘合之后也还留下可见的痕迹。特别厚的粘接膜的使用原则上不是期望的。利用厚的膜虽然能够解决该问题。但所述膜强有力地施覆在基底上。在不利用清漆在上面涂漆的情况下,这也不引起令人满意的结果。
技术实现要素:
5.下文描述的本发明基于如下任务:提出一种针对这些问题的解决方案。尤其,应该开发一种自动的用于施加粘接膜的方法和工具并且将其集成到机动车的批量生产中、尤其是集成到为此设置的生产线中。
6.为了解决该任务,本发明提出具有在权利要求1中提及的特征的用于制造机动车的方法和具有在权利要求11中提及的特征的工具。本发明的改进方案是从属权利要求的技术方案。
7.根据本发明的用于制造机动车的方法总是包括以下步骤:a. 利用至少一种漆涂覆机动车车身;b. 使所述至少一种漆干燥和/或固化;c. 将附装部件装配到利用干燥的和/或固化的所述至少一种漆涂覆的机动车车身的承载部件处;以及d. 将包括粘接层的粘接膜施加到利用干燥的和/或固化的所述至少一种漆涂覆的机动车车身或装配在所述机动车车身处的附装部件的表面上;
在施加粘接膜之后根据本发明不设置清漆施覆。
8.特别是,所述方法的特征在于,为了施加粘接膜e. 借助于自动系统将粘接膜定位在表面与弹性膜片之间;并且f. 使弹性膜片至少局部地转变到带有凸状侧和凹状侧的拱弯的状态中,并且以凸状侧在前面与表面接触,从而粘接膜的粘接层被膜片全面地压到表面处。
9.对于该方法而言完全决定性的是拱弯的膜片的使用。由于拱弯,在表面接触时产生初始的点状的接触区域,在该接触区域中,粘接膜的粘接层被压到表面处,因为首先拱弯部的最高点将粘接膜按压到表面处。在膜片进一步靠近拱弯部的表面或加强部的情况下并且由于压靠压力提高,接触区域则沿径向扩宽,直至粘接层全面地接触表面。
10.术语“附装部件”在本发明的上下文中应广泛解释。所述附装部件中一方面包括未涂漆的部件、如车玻璃(scheiben)或大灯,但另一方面也包括经涂漆的部件、如发动机罩、门、挡泥板和车顶元件或着色的塑料部件。如有可能将漆施加到与机动车车身分开的所述附装部件上,并且使其干燥和/或固化。
11.优选地,膜片和粘接膜在该方法中如此定位在待粘接的表面上,使得在粘接膜和待粘接的表面的中央区域中形成初始的接触区域,从而接触区域从那出发朝着粘接膜的边缘方向扩宽。由此,使夹带空气的风险最小化。
12.在手动施加粘接膜时,这种做法几乎不可行。为了确保将粘接膜正确定位在表面上,总是手动地首先定向且按压粘接膜的边缘。
13.所述至少一种漆优选是常见的多层的汽车漆。车身和车身部件通常而言被涂底漆,利用基础漆来上漆并且最终设有清漆涂层。为此所需的工作步骤和中间步骤是已知的。对于本发明仅重要的是,在待粘接的基底上的所述至少一种漆是干燥和固化的,即提供抗压的表面并且不再含有溶剂。
14.根据本发明的方法的特别优选的第一实施方式(变型a)的特征在于直接下面的附加步骤a.和b.:a. 使弹性膜片至少局部地转变到带有凸状侧和凹状侧的拱弯的状态中;并且b. 由自动系统使膜片以凸状侧在前面如此程度地引向表面,直至粘接膜的粘接层被膜片全面地压到表面处。
15.原则上,在该实施方式中可实现两个步骤a.和b.的完全的时间重叠。但优选地,步骤a.在步骤b.之前结束,并且进一步优选地在结束步骤a.之后才执行步骤b.。
16.根据本发明的方法地特别优选的第二实施方式(变型b)的特征在于直接下面的附加步骤a.至c.:a. 在一个步骤中由自动系统将弹性膜片引向表面;并且b. 使膜片至少局部地转变到带有凸状侧和凹状侧的拱弯的状态中;并且c. 使所述拱弯加强,直至粘接膜的粘接层被膜片的凸状侧全面地压到表面处。
17.原则上,在该实施方式中可实现三个步骤的完全的时间重叠。但优选地,步骤a.在步骤b.之前结束,并且进一步优选地在结束步骤a.之后才执行步骤b.和c.。
18.在本发明的一种优选的改进方案中,在该方法中可使用的粘接膜的特征在于直接下面的特征a.至h.中的至少一个特征:a. 粘接膜包括载体膜,该载体膜在一侧上具有粘接层并且在另一侧上具有漆层。
19.b. 载体膜是塑料膜、金属箔或金属
‑
塑料
‑
复合膜。
20.c. 载体膜具有在10
µ
m至120
µ
m范围内的厚度。
21.d. 粘接层具有在10
µ
m至80
µ
m、优选30
µ
m至60
µ
m范围内的厚度。
22.e. 粘接层具有均匀的厚度。
23.f. 粘接层由均匀的粘接质量构成。
24.g. 粘接层具有在10cm2至8m2范围内的面积。
25.h. 漆层具有在20
µ
m至150
µ
m、优选30
µ
m至90
µ
m、特别优选40
µ
m至60
µ
m范围内的厚度。
26.特别优选地,至少直接上面的特征a.和b.和g.彼此相组合地实现。在一种优选的改进方案中,特征a.至d.和g.和h.,尤其是a.至e.和g.和h.,在一种特别优选的实施方式中所有特征a.至h.彼此相组合地实现。
27.特征e.特别优选与特征f.相组合地实现。根据本发明,均匀的厚度应理解为:粘接层不局部地通过用于引出空气的微结构通道或其他微结构弱化。优选地,粘接层通过借助于刮刀(rakel)施覆均匀的粘接剂质量来形成并且相应地具有基本上平坦的且均匀的表面。“均匀”在此应理解为,粘接剂质量不包含颗粒。
28.无微结构的粘接层的使用实现:在根据本发明的方法中使用具有非常薄的载体的粘接膜并且在此尽管如此仍可获得高光泽的“a级表面”。在上文给出的10
µ
m至120
µ
m的范围内,具有10
µ
m至60
µ
m,优选10
µ
m至40
µ
m的厚度的载体膜因此是进一步优选的,至少当粘接层没有所提及的微结构时。
29.在本发明的一些特别优选的改进方案中,所要求保护的方法的特征在于直接下面的步骤a.至c.中的至少一个步骤:a. 为了压靠粘接膜,在待粘接的表面与膜片之间的区域中施加负压。
30.b. 将负压调整到小于等于750毫巴的值,优选调整到0.5毫巴至750毫巴范围内的压力。
31.c. 通过负压或借助于负压使膜片转变到拱弯的状态中。
32.特别优选地,至少直接上面的步骤a.和b.彼此相组合地实现,如有可能所有步骤a.至c.彼此相组合地实现。
33.该改进方案尤其是涉及根据本发明的方法的上文描述的变型b。
34.当粘接膜应粘合到结构上薄弱的车身部件的表面上,例如粘合到由非常薄的板材构成的部件上时(该板材在将粘接膜压靠到表面处时可能被压入),负压的施加则尤其是有利的。负压与压靠压力相反地指向,并且由此使待粘接的表面稳定。相反,因此可以又提高压靠压力。
35.根据本发明的方法的特别优选的第三实施方式(变型c)的特征在于直接下面的附加步骤a.至d.:a. 在第一步骤中由自动系统将弹性膜片引向表面。
36.b. 在第二步骤中在待粘接的表面与膜片之间的区域中施加负压。
37.c. 在第三步骤中借助于所施加的负压使膜片转变到带有凸状侧和凹状侧的拱弯的状态中;并且d. 借助于负压加强该拱弯,直至粘接膜的粘接层被膜片的凸状侧全面地压到表
面处。
38.原则上,在该实施方式中步骤a.与其余步骤的时间重叠不可行。步骤b.和c.原则上可以相重叠。但优选地,步骤b.在步骤c.之前结束。因此,优选首先施加负压,并且然后使膜片转变到拱弯的状态中。
39.术语“引向”和“被引向”在根据本发明的方法的变型a、b和c中的上述特征a.或b.的上下文中根据本发明应非常广泛地解释。为了将膜片引向表面,在最简单的情况下当然可以使膜片向着表面运动,但也可以完全反过来使表面本身向着膜片运动。在引向时,感兴趣的仅是表面和膜片彼此间的间距。为了减小间距是使膜片运动还是使表面运动还是使两者运动,不是决定性的。
40.在本发明的另一种优选的改进方案中,在该方法中所使用的膜片的特征在于直接下面的特征a.至c.中的至少一个特征:a. 所使用的膜片由弹性聚合物材料、尤其是由天然橡胶或硅酮构成。
41.b. 所使用的膜片具有均匀的厚度。
42.c. 所使用的膜片具有薄弱区域和或加强区域,以用于有针对性地影响拱弯的状态的几何结构。
43.特别优选地,要么直接上面的特征a.和c.彼此相组合地实现,要么特征b.和c.彼此相组合地实现。
44.为了形成上面提到的点状的接触区域,可能需要对膜片的拱弯的状态的几何结构的影响。当例如在待粘接的表面中存在凹陷部时,点状的接触区域必须理想地在凹陷部的最深点处产生。无论如何,应避免形成圆形的接触区域,因为否则几乎不能防止夹带空气。
45.如果膜片例如在一个区域中比在另一个区域中构造得更薄,则所述膜片在该区域中在施加压力或负压的情况下比在其余区域中更容易且更进一步拱弯。反过来的情况在膜片的加强部的情况下适用。
46.此外,薄弱区域和或加强区域到膜片中的引入可以是适宜的,以便影响接触区域的伸展。尤其是在将粘接膜粘合到弯曲的表面上,尤其是粘合到具有凹陷部的表面上时,这可以是有利的。
47.在本发明的另一种优选的改进方案中,所要求保护的方法的特征在于直接下面的步骤a.和b.中的至少一个步骤:a. 经由过压或借助于过压使膜片转变到拱弯的状态中。
48.b. 在粘接膜压靠之前加热或冷却膜片。
49.备选于上文描述的负压,可以在过压的情况下工作。这尤其是在该方法的变型a中是适宜的。对于方法而言重要的是,产生所提到的拱弯部,并且次要的是,所述拱弯部如何形成,其中,待粘接的表面的所提到的稳定化当然在仅使用过压的情况下不发生,但在组合使用过压和负压的情况下是非常好的,该组合使用也是可行的。
50.膜片的加热可以完全独立于负压和过压的使用进行。通过加热或冷却膜片,可以例如反作用于收缩或延展效应。
51.在待粘接的表面与膜片之间施加的负压可以如上面已经阐述的那样在优选的实施方式中为了补偿压靠压力而改变。相应地,在优选的实施方式中,所要求保护的方法的特征在于直接下面的步骤a.和b.中的至少一个步骤,优选在于直接下面的步骤a.和b.的组
合:a. 根据如下压力改变负压,膜片经由粘接膜将该压力施加到待粘接的表面上。
52.b. 在由膜片施加到待粘接的表面上的压力升高的情况下,负压提高。
53.为此,可以设置自动的控制和调节机构,该控制和调节机构根据压靠压力自动地匹配负压。压力可以在此在优选的实施方式中由传感器探测。
54.在本发明的一种特别优选的改进方案中,所要求保护的方法的特征在于直接下面的步骤a.至c.中的至少一个步骤:a. 借助于装配膜将粘接膜定位在表面与弹性膜片之间,粘接膜以其背离粘接层的侧附着在装配膜处。
55.b. 为了定位粘接膜,将装配膜固定在框架处或中。
56.c. 在将粘接膜压靠到表面处之后,将装配膜从粘接膜拉下。
57.特别优选地,至少直接上面的步骤a.和c.彼此相组合地实现,特别优选所有步骤a.至c.彼此相组合地实现。
58.由于粘接膜包括其边缘在内应被压到待粘接的表面处,因此装配膜使其定位变得容易。在粘接膜压靠之后,优选将装配膜从粘接膜拉下。
59.装配膜优选构造成用于,固定在框架处。为此,该装配膜可以具有定位和固定器件,所述定位和固定器件使在框架处的固定变得容器。
60.粘接膜例如是装饰物,字样或单个的字母,其应被施加到待粘接的表面上。
61.可实现,同时将多个附着在装配膜处的粘接膜转移到待粘接的表面上,例如当包括多个字母或单词的字样应转移到表面上时。在这种情况下,优选的是,将膜片和粘接膜如此定位在待粘接的表面上,使得初始的接触区域在由多个粘接膜构成的字样的中央区域中形成。
62.根据本发明的工具用于将上文描述的粘接膜施加到机动车车身或装配在该机动车车身处的附装部件的如上文那样所描述的经涂漆的表面上。尤其,工具适用于执行所描述的方法。工具的特征总是在于以下特征:a. 工具包括上文描述的弹性膜片的实施方式。
63.b. 工具包括用于在相对于膜片平行的定向下固定粘接膜的器件。
64.c. 工具包括框架,该框架构造成用于,与待粘接的表面和膜片共同地形成负压腔室,粘接膜布置在负压腔室中并且膜片在给负压腔室加载以负压时能够拱弯到该负压腔室中。
65.如已经描述的,特别有利的是,在将粘接膜施加在待粘接的表面与膜片之间的区域中施加负压。为此,设置框架。
66.膜片可以为了调温目的双壁地构造并且具有用于调温剂、如水的接头。
67.在一些特别优选的实施方式中,膜片具有上文描述的薄弱区域和/或加强区域。
68.由于粘接膜优选附着在上文描述的装配膜处,用于固定粘接膜的器件相应地优选是用于固定装配膜的器件。
69.用于固定粘接膜或装配膜的器件可以例如是销,所述销与粘接膜或装配膜中的孔相对应。
70.在本发明的一种优选的改进方案中,工具的特征在于直接下面的特征a.至f.中的
至少一个特征:a. 框架矩形地构造。
71.b. 框架具有第一开口,该第一开口被膜片封闭。
72.c. 框架具有至少一个弹性密封元件,所述至少一个弹性密封元件能够密封地靠置在表面上。
73.d. 框架包括第二开口,所述至少一个弹性密封元件固定第二开口的边缘处。
74.e. 框架包括用于负压源的至少一个接头,经由所述至少一个接头可以给负压腔室加载以负压。
75.f. 框架包括至少一个保持件,作为用于固定粘接膜的器件。
76.优选地,至少直接上面的特征a.至e.彼此相组合地实现,特别优选所有特征a.至f.彼此相组合地实现。
77.所述至少一个密封元件用于密封负压腔室。所述至少一个密封元件优选由弹性聚合物材料构成,例如由已经提到的天然橡胶构成。用于负压源的所述至少一个接头用于在负压腔室中产生负压。
78.在本发明的另一种优选的改进方案,工具的特征在于直接下面的特征a.至d.中的至少一个特征:a. 框架由两个或更多个子框架组成。
79.b. 框架矩形地构造并且由两个或更多个矩形的子框架组成。
80.c. 框架包括矩形的第一子框架,所述至少一个弹性密封元件固定在矩形的第一子框架处并且矩形的第一子框架包括用于负压源的所述至少一个接头。
81.d. 框架包括矩形的第二子框架,矩形的第二子框架包括用于粘接膜的所述至少一个保持件。
82.优选地,至少直接上面的特征a.至c.彼此相组合地实现,特别优选所有特征a.至d.彼此相组合地实现。
83.在使用两个或更多个子框架时,可能需要在子框架的连接面处设置另外的密封元件,以便确保负压腔室的密封性。
84.为了上文描述的对负压的控制,工具可以具有适合的控制和调节装置。
85.在本发明的另一种优选的改进方案中,工具的特征在于直接下面的特征a.至c.中的至少一个特征,优选在于直接下面的特征a.和b.或a.和c.的组合:a. 工具包括压力平衡腔室,压力平衡腔室尤其由膜片限界。
86.b. 工具包括用于压力源或负压源的接头,接头引导到压力平衡腔室中。
87.c. 工具包括阀,经由阀能够给压力平衡腔室通气。
88.如有可能需要该压力平衡腔室来产生或加强膜片的所描述的拱弯。当负压施加在负压腔室中时,对此可为完全足够的是,经由阀给压力平衡腔室通风以便引起或加强膜片的所需的拱弯。
89.特别优选地,工具固定在自动系统处,例如固定在机器人的臂部处。工具、优选包括自动系统在内优选布置在用于制造机动车的生产线中。
90.原则上,所描述的做法和所描述的工具当然不仅仅适用于使用在机动车生产中。根据本发明,其他批量产品、例如自行车也可以设有粘接膜。
附图说明
91.所描述的发明的其他特征和优点由下文所描述的附图来得出,在所述附图中示出根据本发明的工具在根据本发明的方法的不同阶段中的优选的实施方式。所示出的且所描述的实施方式仅用于阐释本发明并且用于更好地理解本发明,并且决不应限制性地理解。
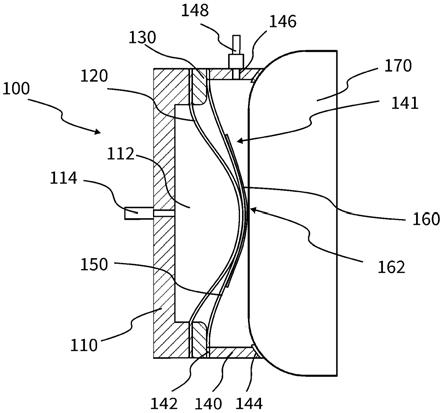
92.在附图中分别示意性示出:图1示出对根据本发明的工具的下侧的俯视图,图2示出穿过图1中所示出的工具的剖面的部分图示,图3示出图1中所示出的工具,在该工具中固定有装配膜连同粘接膜,图4示出穿过图3中所示出的工具的剖面的部分图示,图5示出根据本发明的工具的固定在自动系统的臂部处的实施方式,以及图6示出穿过根据本发明的工具连同变型的膜片的实施方式的剖面图。
具体实施方式
93.图1和2示出根据本发明的工具100,该工具适合用于将粘接膜160施加到机动车的经涂漆的表面170上。
94.当前,在装配膜150上附着有呈四个字母形式的四个单独的粘接膜160,所述粘接膜一起产生单词“test”。粘接膜中的每个粘接膜包括载体膜以及漆层和粘接层。在图1中,粘接层向前指向,而具有漆层的字母附着在装配膜150处。粘接膜160应转移到表面170上。
95.工具包括矩形的框架,该矩形的框架由矩形的子框架130和矩形的子框架140组成。子框架130和140空气密封地经由密封件142连接。装配膜150借助于多个销152固定在子框架130处,该装配膜具有与此相对应的孔,销152推入到所述孔中。
96.由天然橡胶制成的弹性膜片120平行于装配膜150布置。弹性膜片空气密封地夹紧在基板110与子框架130之间。弹性膜片封闭框架的通过子框架130限定的开口。为此,多个螺纹件132穿过子框架130旋拧到基板110中。
97.基板110与膜片120围成压力平衡腔室112。经由阀114可以使空气进入到压力平衡腔室112中。
98.在基板110的一侧上安置有下部结构180,该下部结构具有用于使工具100联接到升降工具或机器人处的接纳部182。
99.由子框架130和140构成的框架构造成用于,与待粘接的表面170和膜片120共同地形成负压腔室141,装配膜150包括粘接膜160在内布置在该负压腔室中,并且当负压腔室141被加载负压时,膜片120可以拱弯到该负压腔室中。负压框架140为此与表面170的几何结构相匹配,从而在表面170与负压框架140之间确保形状配合的接触。
100.在图2中示出,子框架140如何贴靠在表面170处。在框架的通过子框架140限定的开口的边缘处固定有弹性的密封元件144。经由该密封元件框架密封地与表面170连接。经由与负压源联结的接头148和引导通过子框架140的通道146可以给负压腔室141抽气。
101.膜片在图1和2中不拱弯,这意味着,在压力平衡腔室112和负压腔室141中存在相同的压力。
102.工具100的作用方式和根据本发明的方法的原理借助图3和4阐释。在所述附图中膜片120是拱弯的,其凸状的侧可以将装配膜150,并且尤其是附着在该装配膜上的粘接膜
160抵靠表面170。在负压腔室141不闭合的情况下(如图3中所示),拱弯只能通过腔室112中的过压引起。在负压腔室141闭合的情况下(如图4中所示),负压可以将膜片120牵拉到腔室中。阀114为此必须是打开的。
103.通过膜片120的拱弯,装配膜150和粘接膜160一起压靠到表面170处。通常在粘接膜160与表面170之间形成第一接触区域162,该第一接触区域随着膜片120的变得越来越强的拱弯而沿径向扩宽。如有可能仍处于粘接膜160与表面170之间的剩余空气由此可以总是向外在最短的路径上逸出。在当前使用呈字母形式的四个单独的粘接膜160的情况下,第一接触区域也可以存在于装配膜150与表面170之间。在粘接膜160与表面170之间的接触则只有在接触区域随着膜片120变得越来越强的拱弯而沿径向扩宽的情况下建立。
104.在负压腔室141中存在的负压具有以下优点:表面170变稳定并且可以经受住通过膜片120施加的压力,该压力的力与负压反向。特别是在将具有薄的壁厚的构件粘接时或在大的面积的情况下这是大的优点。
105.在将粘接膜160压靠到表面170处结束之后,可以给负压腔室141和压力平衡腔室112通气。膜片120则可以又返回到初始状态中。通常,在此将装配膜150从粘接膜160拉下。粘接膜160保留在表面170上。
106.图5示出一种实施方式,在该实施方式中,工具100经由下部结构180联结在自动系统200的臂部230处。自动系统200具有基部210,该基部带有可枢转的上部分220。上部分220可以围绕转动轴线2自由转动。机器人臂部230可以围绕枢转轴线4枢转。这实现工具100的高度校准。
107.在机器人臂部230与工具100之间布置有推移缸240。推移缸240能够线性地沿着移位方向8膨胀。附加地,推移缸240可以围绕旋转轴线6转动。由此可以设定在工具100与表面170之间的准确的间距和定向。
108.图6示出工具100的一种备选的实施方式,在该工具中使用改型的膜片122。在其他方面,工具的构造相应于图1至4中所示出的工具。改型的膜片122包括局部的加强部124,由此膜片122首先在中央区域中比在其边缘处更强地拱弯。由此产生膜片122的更尖的拱弯并且由此产生较小的第一接触区域164。由此,也能够将具有凹入部174的表面172与粘接膜160粘接。更尖的拱弯实现,第一接触区域164限定在表面172的凹入部174的最深的点处。由此防止,粘接膜160首先在凹入部174的棱边176处接触表面172。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
