1.本发明属于汽车装备技术领域,特别涉及一种卡车牵引盘自动装配装置。
背景技术:
2.牵引盘用于安装在卡车上,是构成卡车连接装置的主要部件,通过牵引盘和连接基座进行铰接,能够使卡车在对其他车辆进行牵引时进行转向作用,而这类用具传统生产都是通过人工装配的方式来完成,这样工作效率会很低。如今开始有自动化装备开始出现。
3.如申请号为cn201710679535.x的专利提出了一种适用于牵引盘底板的半自动装配生产线及其装配方法,该专利以悬臂吊、起重设备、第一定位框架、第二定位框架、第一伸缩定位销、第二伸缩定位销、第一电磁吸盘、第二电磁吸盘、拧紧机及拧紧驱动装置为主体,通过人工对安装孔放入螺栓,通过拧紧驱动装置进行拧紧工作,实现半自动化装配,但是该发明还是存在人为干预存在工作低下的问题,不能进一步提高生产效率。因此本发明提出了一种能够自动完成装配卡车牵引盘的装置,来解决这个问题。
技术实现要素:
4.针对上述技术问题,本发明提供一种卡车牵引盘自动装配装置,包括安装底板、进料架、滑动机构、出料架、转动机构、取料机构、装配机构,所述的进料架和出料架分别设置在安装底板的两端,进料架和出料架上都设置有传送带辊和传送带,传送带分别套装在进料架和滑动机构的传送带辊上,进料架和滑动机构同时由动力源提供动力,同时对工件进行传送;所述的滑动机构设置在安装底板上,滑动机构位于进料架和出料架之间;所述的转动机构的下端固定安装在安装底板上,转动机构位于进料架和出料架的中间位置,转动机构的上端和滑动机构的上端圆心对齐;所述的取料机构设置在转动机构上,转动机构驱动取料机构转动,所述的装配机构的下端固定安装在安装底板上,装配机构的上端设置在转动机构的上端;转动机构驱动取料机构转动,使取料机构在进料架上取出工件,转动机构继续驱动取料机构转动到装配机构下方,继续工件的装配,然后取料机构运动到出料架处释放工件。
5.所述的转动机构包括固定支架、转动齿环、顶板、顶板弹簧、圆周滑动杆,所述的固定支架的下端固定安装在安装底板上,所述的转动齿环转动安装在固定支架的上端,转动齿环的侧端与一个圆环同轴心固定连接,圆环的圆周上均匀的设置有三组圆周滑动杆,每组包含两个圆周滑动杆,圆周滑动杆滑动安装在圆环上,所述顶板固定安装在圆周滑动杆靠近圆环圆心的一侧,所述的顶板弹簧套装在圆周滑动杆上,顶板弹簧位于顶板和圆环之间,圆周滑动杆远离圆心的外端与取料机构固定连接。
6.进一步的,所述的取料机构包括上下安装板、固定楔形块、回复弹簧、伸缩杆、圆形升降板、夹爪弹簧、圆环夹爪、夹爪滑轨、取料底板,所述的固定楔形块固定安装在上下安装板下端,所述的伸缩杆的上端固定安装在上下安装板的下端,伸缩杆的伸出杆上套装有回复弹簧;所述的圆形升降板的侧面与上下安装板固定连接,圆形升降板的圆周内侧设置有
圆锥斜面,圆锥斜面的半径从圆形升降板的下方到上方逐渐减小;圆形升降板通过下端设置的滑动杆上下滑动安装在取料底板中间设置的圆环上,取料底板的圆环周围均匀设置有夹爪滑轨,圆环夹爪左右滑动安装在夹爪滑轨内,圆环夹爪的上端设置有固定杆,固定杆的顶端设置有球头,球头与圆形升降板圆周内侧的圆锥斜面始终接触;所述的夹爪弹簧的第一端固定安装在取料底板圆环中心,夹爪弹簧的第二端与圆环夹爪的固定杆侧面固定连接,圆形升降板和取料底板圆环圆心位置设置有弹簧,弹簧驱动圆形升降板向上;圆形升降板向下移动,圆形升降板的圆锥斜面通过圆环夹爪顶端的球头驱动圆环夹爪向圆心内侧移动。
7.进一步的,所述的动力源包括转动电机、固定安装板、驱动转轮、驱动同步带、从动转轮,所述的固定安装板的下端固定安装在安装底板的中间位置,所述的转动电机通过侧端电机面固定安装在安装底板上,转动电机的输出轴上安装有同步带轮,所述的驱动转轮转动安装在固定安装板的上端,驱动转轮的转轴轴上安装有同步带轮,传动同步带套装在两个同步带轮上,转动电机使驱动转轮转动;所述的从动转轮安装在滑动机构和出料架靠近安装底板中间设置的传送辊轮上,驱动同步带套装在从动转轮上,驱动转轮转动驱动从动转轮转动,从动转轮带动滑动机构和出料架的传送辊轮转动。
8.进一步的,所述的滑动机构包括滑动安装架、进料转盘电机、转盘齿轮、进料转盘、出料转盘、出料转盘电机、滑动轨、滑动电缸,所述的滑动安装架设置有两侧,分别为第一侧和第二侧;两侧的滑动安装架通过横杆固定连接,所述的滑动轨的下端固定安装在安装底板的中间位置,滑动安装架的下端滑动安装在滑动轨上,所述的滑动电缸的缸体固定安装在安装底板上,滑动电缸与滑动轨平行安装,滑动电缸的伸出杆前端固定安装在第一侧滑动安装架的下端;所述的进料转盘和出料转盘同时转动安装在第一侧滑动安装架设置的安装杆上;所述的进料转盘电机固定安装在第一侧滑动安装架的上端,进料转盘电机的输出轴上安装有转动齿轮,所述的转盘齿轮与进料转盘的侧面固定连接,转盘齿轮与进料转盘电机输出轴上安装的转动齿轮啮合,进料转盘电机驱动进料转盘转动;所述的出料转盘电机安装在第二侧的滑动安装架上,出料转盘电机的输出轴穿过转动机构的中心与出料转盘固定连接,出料转盘电机驱动出料转盘转动。
9.进一步的,所述的转动机构还包括齿环主动齿轮、凸轮电机、凸轮小齿轮、凸轮大齿轮、三角凸轮,所述的齿环电机通过侧端电机面固定安装在固定支架中间位置的下端,齿环电机的输出轴与齿环主动齿轮同轴心固定连接,齿环主动齿轮与转动齿环啮合,齿环电机转动驱动转动齿环转动;所述的凸轮电机通过侧端电机面固定安装在固定支架上端转轴的下方位置,凸轮电机的输出轴上安装有凸轮小齿轮,所述的三角凸轮转动安装在固定支架上端转轴上,所述凸轮大齿轮与三角凸轮同轴心固定连接,三角凸轮与凸轮小齿轮啮合,凸轮电机转动驱动三角凸轮转动,三角凸轮的凸起位置与顶板接触,使圆周滑动杆向远离圆心方向移动。
10.进一步的,所述的取料机构还包括取料顶板、滑动杆、滑动杆弹簧、夹爪杆弹簧、工件夹爪、滑动楔形块,所述的取料顶板固定安装在圆周滑动杆远离圆心的一端,工件夹爪的第一端与滑动楔形块的第一端固定连接,滑动楔形块的第二端为楔形斜面,滑动楔形块的第二端与固定楔形块接触安装,所述滑动杆的第一端与工件夹爪的侧端固定连接,滑动杆滑动安装在取料底板上设置的滑动座内,滑动座的外端设置有滑动槽,工件夹爪和滑动楔
形块组成的组件滑动安装在滑动槽内,所述的夹爪杆弹簧的第一端固定安装在取料底板上,夹爪杆弹簧的第二端安装在工件夹爪的侧面;滑动楔形块向下移动驱动工件夹爪向取料底板窄边侧移动,同时工件夹爪压缩夹爪杆弹簧。
11.进一步的,所述的装配机构包括装配支架、滑动块、转动丝杠、固定光轴、收紧电机、传动皮带、气动夹爪电机、螺杆气动夹爪,所述的装配支架的下端固定安装在安装底板上,装配支架的上端设置有两条横杆,所述的固定光轴的两端固定安装在横杆上设置的安装座上,所述的转动丝杠的两端转动安装在安装座的中间位置,转动丝杠的中间位置设置有同步轮,转动丝杠两侧设置的螺纹相反,所述的收紧电机的侧端面固定安装在装配支架上端的横杆上,收紧电机的输出轴上安装有同步轮,传动皮带套装在收紧电机输出轴的同步轮和转动丝杠设置的同步轮上,收紧电机驱动转动丝杠转动;所述的滑动块的第一端滑动安装在固定光轴上,滑动块的第二端转动安装在转动丝杠上,转动丝杠转动驱动两侧的滑动块做反向运动;所述的气动夹爪电机的上端固定安装在滑动块的下端,螺杆气动夹爪的第一端与气动夹爪电机的转动轴固定连接,气动夹爪电机驱动螺杆气动夹爪转动。
12.进一步的,所述的装配机构还包括工件安装槽、螺杆滑槽、螺母滑槽、前后转动电机、前后移动板、工件气动夹爪,所述的螺杆滑槽设置在装配支架横杆的下方,螺杆滑槽与装配支架横杆垂直,所述的螺母滑槽安装在装配支架横杆的下方,螺杆滑槽与螺母滑槽平行安装,所述的前后转动电机通过前端电机面固定安装在装配支架的第一端横杆上,前后转动电机的输出轴上安装有丝杠,丝杠的另一端与装配支架上第二端横杆上,丝杠的两侧固定安装有滑动光轴,所述的前后移动板的两端滑动安装在滑动光轴上,前后移动板的中间位置通过丝杠螺母与丝杠配合安装,所述的工件气动夹爪设置在前后移动板两端的下方位置,前后转动电机转动驱动前后移动板带动工件气动夹爪移动;所述的工件安装槽的下端固定安装在螺杆滑槽和螺母滑槽的前端。
13.本发明与现有技术相比的有益效果是:(1)本发明通过动力源同时驱动两侧的进料架和出料架,能够更好的协调工作的流程;(2)本发明设置的转动机构对取料机构进行换向工作,能够将装配的牵引盘工件快速的从进料架转移到装配机构上,并在完成装配后快速转移到出料架上,提高供料的速度,进而提高工作效率;(3)通过设置的装配机构对牵引盘的连接板进行快速装配,实现通过螺栓和螺母对牵引盘的连接板进行安装,能够提高装配的效率,使生产效率得到有效提高。
附图说明
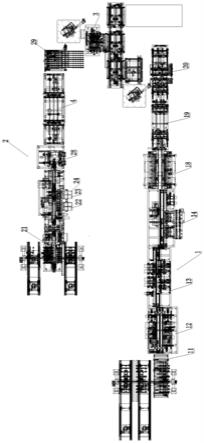
14.图1为本发明整体结构示意图。
15.图2为本发明另一角度的整体结构示意图。
16.图3为本发明动力源的结构示意图。
17.图4为本发明滑动机构的结构示意图图5为本发明转动机构的结构示意图。
18.图6为本发明取料机构的结构示意图。
19.图7为另一角度的取料机构的结构示意图。
20.图8为本发明装配机构的结构示意图。
21.图9为另一角度的装配机构的结构示意图。
具体实施方式
22.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
23.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
24.实施例:如图、图2、图3、图4、图5、图6、图7、图8、图9所示的一种卡车牵引盘自动装配装置,进料架2和出料架4上都设置有传送带辊和传送带,传送带套装在传送带辊上,进料架2的传送带上设置又用于定位工件的卡板装置,进料时工件放置在卡板装置上,通过外力向上提取工件时,工件与卡板装置脱离。进料架2和出料架4分别设置在安装底板1的两端,并且进料架2和滑动机构3同时由动力源提供动力,同时对工件进行传送;滑动机构3设置在安装底板1上,滑动机构3位于进料架2和出料架4之间。进料架2和出料架4之间还设置有转动机构5,转动机构5上的固定支架501的下端固定安装在安装底板1上。装配机构7的下端固定安装在安装底板1上,装配机构7的上端设置在转动机构5的上端,转动机构5上设置有三个取料机构6,转动机构5驱动取料机构6进行圆周运动,使取料机构6在进料架2上取出工件,然后在装配机构7下方完成装配,最后取料机构6运动到出料架4处释放工件。
25.如图1、图2、图3所示,动力源包括转动电机8、固定安装板9、驱动转轮10、驱动同步带11、从动转轮12,所述的固定安装板9的下端固定安装在安装底板1的中间位置,所述的转动电机8通过侧端电机面固定安装在安装底板1上,转动电机8的输出轴上安装有同步带轮,所述的驱动转轮10转动安装在固定安装板9的上端,驱动转轮10的转轴上安装有同步带轮,传动同步带套装在两个同步带轮上,转动电机8使驱动转轮10转动;所述的从动转轮12安装在滑动机构3和出料架4靠近安装底板1中间设置的传送辊轮上,驱动同步带11套装在从动转轮12上,驱动转轮10转动驱动从动转轮12转动,从动转轮12带动滑动机构3和出料架4的传送辊轮转动,滑动机构3和出料架4上设置的传送带的传动方向相同。
26.如图1、图4所示,滑动安装架301设置有两侧,分别为第一侧和第二侧,两侧的滑动安装架301通过横杆固定,滑动安装架301与横杆垂直安装。滑动轨307设置在安装底板1的中间位置,滑动轨307与安装底板1中间位置的中心线平行安装,滑动安装架301的下端滑动安装在滑动轨307上。滑动电缸308的缸体固定安装在安装底板1上,滑动电缸308与滑动轨307平行安装,滑动电缸308的伸出杆前端固定安装在第一侧滑动安装架301的下端,滑动电缸308的伸缩能够驱动滑动安装架301在滑动轨307上前后滑动。进料转盘304和出料转盘305同时转动安装在第一侧滑动安装架301设置的安装杆上,进料转盘电机302通过侧端电机面固定安装在滑动安装架301的上端,进料转盘电机302的输出轴上安装有转动齿轮,转盘齿轮303与进料转盘304的侧面固定连接,转盘齿轮303与进料转盘电机302输出轴上安装的转动齿轮啮合,进料转盘电机302使进料转盘304发生转动。出料转盘电机306安装在第二侧的滑动安装架301上,出料转盘电机306的输出轴穿过转动机构5的中心与出料转盘305固顶连接,出料转盘电机306驱动出料转盘305转动。进料转盘304和出料转盘305都设置有一个圆形凸起,作用是可以和取料机构6上设置的圆形升降板606接触,能够对圆形升降板606进行挤压,使取料机构6能进行取件操作。
27.如图5所示,固定支架501的下端为两个垂直杆,固定支架501的上端中间位置设置
有转轴,固定支架501上端的两侧设置有弧形滑轨,固定支架501的下端固定安装在安装底板1上,转动齿环504转动安装在固定支架501上端设置的弧形滑轨内,转动齿环504的侧端与一个圆环同轴心固定连接,圆环额周围上均匀的设置有三组圆周滑动杆511,每组包含两个圆周滑动杆511,圆周滑动杆511滑动安装在圆环上,圆周滑动杆511的从转动齿环504的圆心向圆心外侧延展。顶板509固定安装在圆周滑动杆511靠近圆环圆心的一侧,顶板弹簧510套装在圆周滑动杆511上,顶板弹簧510位于顶板509和圆环之间,顶板弹簧510的目的是将顶板509向圆环圆心端拉伸,圆周滑动杆511的远离圆心的外端与取料机构6设置的取料顶板601固定连接。齿环电机502通过侧端电机面固定安装在固定支架501中间位置的下端,齿环电机502的输出轴与齿环主动齿轮503同轴心固定连接,齿环主动齿轮503与转动齿环504啮合,齿环电机502驱动转动齿环504转动,从而能够驱动三组圆周滑动杆511转动。凸轮电机505通过侧端电机面固定安装在固定支架501上端转轴的下方位置,凸轮电机505的输出轴上安装有凸轮小齿轮506,三角凸轮508转动安装在固定支架501上端转轴上,凸轮大齿轮507与三角凸轮508同轴心固定连接,凸轮小齿轮506与三角凸轮508啮合安装,凸轮电机505转动驱动三角凸轮508转动,三角凸轮508转动时通过设置的凸起位置与顶板509接触,将圆周滑动杆511顶起向远离圆心方向移动,同时使安装在圆周滑动杆511上的取料机构6向外移动,进行取件和送件。
28.如图6、图7所示,取料顶板601通过连接杆与取料底板614固定连接,固定楔形块603固定安装在上下安装板602的下端,伸缩杆605的上端固定安装在上下安装板602的下端,伸缩杆605的伸出杆上套装有回复弹簧604。圆形升降板606的侧面与上下安装板602固定连接,圆形升降板606的圆周内侧设置有圆锥斜面,圆锥斜面的半径从圆形升降板606的下方到上方逐渐减小。圆形升降板606通过下端设置的滑动杆上下滑动按钻过在取料底板614中间设置的圆环上,取料底板614的圆环周围均匀设置有三个夹爪滑轨613,每个夹爪滑轨613内滑动安装有圆环夹爪608,圆环夹爪608的上端设置有固定杆,固定杆的顶端设置有球头,球头与圆形升降板606圆周设置的圆锥斜面接触,并且由于圆形升降板606和取料底板614中间的圆环设置有弹簧,弹簧使球头与圆锥斜面始终保持接触。夹爪弹簧607的第一端固定安装在取料底板614圆环中间,夹爪弹簧607的第二端与圆环夹爪608的固定杆侧面固定连接,夹爪弹簧607挤压圆环夹爪608向圆心外侧移动。工件夹爪612的第一端与滑动楔形块615的第一端固定连接,滑动楔形块615的第二端为楔形斜面,滑动楔形块615的第二端与固定楔形块603接触安装,滑动杆609的第一端与工件夹爪612的侧端固定连接,滑动杆609滑动安装在取料底板614上设置的滑动座内,滑动座的外端设置有滑动槽,工件夹爪612和工件夹爪612组成的组件滑动安装在滑动槽内,夹爪杆弹簧611的第一端固定安装在取料底板614上,夹爪杆弹簧611的第二端安装在工件夹爪612的侧面;滑动楔形块615的向下移动驱动工件夹爪612向取料底板614的窄边侧移动,同时驱动工件夹爪612压缩夹爪杆弹簧611,此时工件夹爪612之间的间距变大,当工件夹爪612与工件的卡位边缘接触时,由于夹爪弹簧607和夹爪杆弹簧611的恢复力作用,使圆环夹爪608和工件夹爪612能够将工件夹持住。
29.在进行取件工作时,首先齿环电机502驱动转动齿环504转动,使圆周滑动杆511上安装的取料机构6转动到进料架2上待取工件的位置,然后凸轮电机505驱动三角凸轮508转动使使圆周滑动杆511向外移动,驱动取料机构6向外接近工件,然后进料转盘电机302驱动
进料转盘304转动,进料转盘304与圆形升降板606接触,进料转盘304挤压圆形升降板606和上下安装板602向下移动,圆环夹爪608由于圆形升降板606圆心内侧设置的圆锥斜面的作用,圆环夹爪608向圆心侧移动,圆环夹爪608组成的圆周直径变小,同时固定楔形块603挤压滑动楔形块615向外侧移动,从而驱动工件夹爪612向外侧移动,增大工件夹爪612之间的间距,使工件通过工件夹爪612和圆环夹爪608夹持在取料机构6上,此时进料转盘电机302驱动进料转盘304反向转动一定角度,圆形升降板606和上下安装板602由于弹簧弹力作用产生恢复力,将工件卡在工件夹爪612和圆环夹爪608内,完成取件工作。
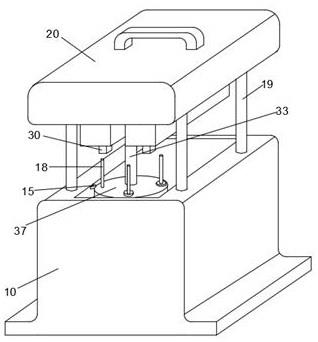
30.如图8、图9所示,其中装配支架701的下端固定安装在安装底板1上,装配支架701的上端设置有两条横杆,固定光轴704的两端固定安装在横杆上设置的安装座上,转动丝杠703的两端转动安装在安装座的中间位置,转动丝杠703的中间位置设置有同步轮,转动丝杠703两侧设置的螺纹相反,收紧电机705的侧端面固定安装在装配支架701上端的横杆上,收紧电机705的输出轴上安装有同步轮,传动皮带706套装在收紧电机705输出轴的同步轮和转动丝杠703设置的同步轮上,收紧电机705驱动转动丝杠703转动;滑动块702的第一端滑动安装在固定光轴704上,滑动块702的第二端转动安装在转动丝杠703上,转动丝杠703转动驱动两侧的滑动块702做反向运动;气动夹爪电机707的上端固定安装在滑动块702的下端,螺杆气动夹爪708的第一端与气动夹爪电机707的转动轴固定连接,气动夹爪电机707驱动螺杆气动夹爪708转动。
31.螺杆滑槽709设置在装配支架701横杆的下方,螺杆滑槽709与装配支架701横杆垂直,螺母滑槽710安装在装配支架701横杆的下方,螺杆滑槽709与螺母滑槽710平行安装,前后转动电机711通过前端电机面固定安装在装配支架701的第一端横杆上,前后转动电机711的输出轴上安装有丝杠,丝杠的另一端与装配支架701上第二端横杆上,丝杠的两侧固定安装有滑动光轴, 前后移动板712的两端滑动安装在滑动光轴上,前后移动板712的中间位置通过丝杠螺母与丝杠配合安装,工件气动夹爪713设置在前后移动板712两端的下方位置,前后转动电机711转动驱动前后移动板712带动工件气动夹爪713移动;工件安装槽的下端固定安装在螺杆滑槽709和螺母滑槽710的前端。
32.在进行装配工作时,需要装配的工件放置在两个工件安装槽内,通过传送机构将工件移动,螺杆滑槽709用于放置螺栓,螺母滑槽710用于放置螺母,当转动机构5驱动取料机构6转动到装配机构7下方时,前后转动电机711驱动前后移动板712移动,使工件气动夹爪713将工件安装槽内的工件夹取出来,移动到取料机构6上夹取的牵引盘连接工件,然后螺杆气动夹爪708夹取螺栓,气动夹爪电机707驱动螺栓转动,使螺栓与螺母配合,将工件气动夹爪713上的工件安装到牵引盘连接件,完成装配工作。
33.当完成装配工作使,转动机构5继续驱动取料机构6转动,带有完成装配工作的取料机构6转动到出料架4上,此时出料转盘电机306驱动出料转盘电机306与取料机构6的圆形升降板606接触,当需要释放工件时,出料转盘305停止与圆形升降板606接触,圆形升降板606回复原状,装配好的牵引盘被放置到出料架4上的传动带上,完成整体流程。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。