1.本发明涉及浇铸设备,尤其涉及一种压气机外壳生产装置及其生产工艺。
背景技术:
2.随着绿色环保和节能减排的普及,汽车涡轮增压器的普及率越来越高。压气机壳是汽车涡轮增压器上的一个重要零部件。传统的制造方法是采用覆膜砂内芯,铝合金金属型重力或低压铸造。传统的产品生产工艺装备满足不了大规模产业化生产的要求。制造方式对人工的依赖较大,人工成本高,人员难招聘,生产效率低,质量稳定性差,管理难。
技术实现要素:
3.针对上述现有技术的缺点,本发明的目的是提供装置,以解决现有技术中的一个或多个问题。
4.为实现上述目的,本发明的技术方案如下:
5.一种压气机外壳生产装置,包括制芯机构、浇铸机构和下料,所述制芯机构包括壳体制芯机、内芯制芯机和取芯机械手,所述壳体制芯机和内芯制芯机均包括制芯动模、制芯定模、模具翻转机构、射砂机构和制芯吹扫机构,所述浇铸机构包括浇铸机和下芯取件机械手,所述浇铸机包括浇铸动模、浇铸定模、浇铸吹扫机构和金属液储料筒。
6.作为上述技术方案的进一步改进:
7.所述壳体制芯机和内芯制芯机一侧均设置精准定位平台,所述取芯机械手位于所述壳体制芯机、内芯制芯机以及两个精准定位平台围成的空间内。
8.所述壳体制芯机的精准定位平台一侧设置有修芯工作台,所述修芯工作台包括操作平台和修芯机械手。
9.所述制芯机构和浇铸机构之间设置转运机构,所述转运机构包括转运支架和转运车。
10.所述浇铸机包括转盘,所述转盘上连接若干组浇铸动模和浇铸定模。
11.所述下芯取件机械包括铸件夹持机构和砂芯夹持机构。
12.所述下料机构包括砂芯下料输送线和铸件下料输送线。
13.所述压气机外壳生产装置外围设置围栏。
14.一种压气机外壳生产工艺,包括以下步骤:
15.1)制芯机构制砂芯:壳体制芯机、内芯制芯机同时工作,通过制芯吹扫机构,利用高压空气,将制芯动模、制芯定模型腔面内残留浮砂等杂物吹扫干净,吹扫干净后,制芯动模和制芯定模合模,然后射砂机构的射砂头压紧模具射砂口自动射砂填充模具型腔,射砂完成后,射砂机构的射砂头自动移开,然后模具翻转机构带动合模的制芯动模和制芯定模转动180
°
,使射砂口朝下,然后启动振动阀,通过振动泵振动,将砂芯内的生砂倒掉做成空心砂芯;然后模具翻转机构,再带动合模的制芯动模和制芯定模转动180
°
复位;进行砂芯固化操作,固化时间到后,制芯定模打开,将砂芯顶出,脱离制芯定模,即可分别生产外壳砂芯
和内芯砂芯;
16.2)精准定位:取芯机械手分别抓取外壳砂芯和内芯砂芯,并置于精准定位平台进行精准定位;
17.3)外壳砂芯修芯:通过修芯机械手抓取精准定位平台上的外壳砂芯,并置于操作平台上,并通过修芯机械手去除砂芯分型面上产生的飞边、毛刺;
18.4)转运:将定位好的外壳砂芯和内芯砂芯置于转运支架上,并通过转运车将转运支架和其上的外壳砂芯和内芯砂芯转运至浇铸机构;
19.5)浇铸机构进行浇铸:浇铸吹扫机构对浇铸动模和浇铸定模型腔进行吹扫,将浇铸动模和浇铸定模型腔内的浮砂、异物等吹出型腔,吹扫完成后,通过下芯取件机械手将外壳砂芯和内芯砂芯置于浇铸定模型腔内,然后驱动浇铸动模合模,即可进行浇铸操作,金属液进入浇铸动模和浇铸定模内,待金属液凝固形成铸件后,浇铸动模打开,将铸件顶出,结块通过下芯取件机械手先将铸件取出,再将外壳砂芯和内芯砂芯通过下芯取件机械手取出;
20.6)下料:通过下芯取件机械手将铸件置于铸件下料输送线输送出去,通过下芯取件机械手将外壳砂芯和内芯砂芯置于砂芯下料输送线输送出去。
21.作为上述技术方案的进一步改进:
22.浇铸机构浇铸时采用转盘连接多组浇铸动模和浇铸定模,可同时进行吹扫放置砂芯操作、浇铸操作和下芯取件机械手抓取铸件、砂芯操作。
23.与现有技术相比,本发明的有益技术效果如下:
24.1)压气机外壳生产装置通过制芯机构、浇铸机构下料机构,实现全自动生产,节约人工成本,提高加工效率,且产品质量更加稳定,减低管理成本和管理难度;
25.2)设置精准定位平台,通过精准定位平台精准定位外壳砂芯和内芯砂芯,使机械手抓取位置准确,提高产品一致性;
26.3)设置修芯工作台,可对外壳砂芯进行修芯操作,去除外壳砂芯分型面上产生的飞边、毛刺,从而可提高浇铸产品的质量;
27.4)浇铸机构浇铸时采用转盘连接多组浇铸动模和浇铸定模,可同时进行吹扫放置砂芯操作、浇铸操作和下芯取件机械手抓取铸件、砂芯操作,进一步提高加工效率;
28.5)下芯取件机械手包括铸件夹持机构和砂芯夹持机构,通过一个机械手,可夹取铸件、外壳砂芯和内芯砂芯,节约设备成天,提高夹取效率;
29.6)压气机外壳生产装置外设置围栏,围成工作空间,防止人员误入。
附图说明
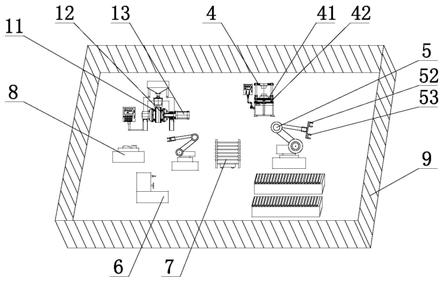
30.图1示出了本发明的压气机外壳生产装置的布置示意图。
31.图2示出了本发明的压气机外壳生产装置的布置俯视示意图。
32.附图中标记:
33.1、壳体制芯机;11、制芯动模;12、制芯定模;13、模具翻转机构;2、内芯制芯机;3、取芯机械手;4、浇铸机;41、浇铸动模;42、浇铸定模;43、转盘;44、金属液储料筒;5、下芯取件机械手;52、铸件夹持机构;53、砂芯夹持机构;6、修芯工作台;61、操作平台;62、修芯机械手;7、转运机构;8、精准定位平台;9、围栏。
具体实施方式
34.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本发明提出的装置作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
35.如图1、图2所示,本实施例的压气机外壳生产装置,包括制芯机构、浇铸机构和下料机构,制芯机构包括壳体制芯机1、内芯制芯机2和取芯机械手3,壳体制芯机1和内芯制芯机2均包括制芯动模11、制芯定模12、模具翻转机构13、射砂机构和制芯吹扫机构,浇铸机构包括浇铸机4和下芯取件机械手5,浇铸机4包括浇铸动模41、浇铸定模42、浇铸吹扫机构和金属液储料筒44。
36.壳体制芯机1和内芯制芯机2一侧均设置精准定位平台8,取芯机械手3位于壳体制芯机1、内芯制芯机2以及两个精准定位平台围成的空间内,通过取芯机械手3可将壳体制芯机1和内芯制芯机2制出的外壳砂芯和内芯砂芯夹持到精准定位平台8,通过精准定位平台8上的定位机构精准定位外壳砂芯和内芯砂芯,保证后续夹持位置精准。
37.壳体制芯机1的精准定位平台8一侧设置有修芯工作台6,修芯工作台6包括操作平台61和修芯机械手62,修芯机械手62将外壳砂芯夹持到操作平台61,并通过修芯机构加工外壳砂芯,去除分型面上产生的飞边、毛刺,修芯机构可采用修芯锉刀、弹性软橡胶棒等。
38.制芯机构和浇铸机构之间设置转运机构7,转运机构7包括转运支架和转运车,制芯机构和浇铸机构之间设置多个转运支架,外壳砂芯和内芯砂芯均可定位在转运支架上,转运车可将转运支架在制芯机构和浇铸机构之间转运外壳砂芯和内芯砂芯。
39.浇铸机4包括转盘43,转盘43上连接若干组浇铸动模41和浇铸定模42,通过转盘43带动其上的多个浇铸动模41和浇铸定模42转动,可同时进行吹扫放置砂芯操作、浇铸操作和下芯取件机械手抓取铸件、砂芯操作。
40.下芯取件机械手5包括铸件夹持机构52和砂芯夹持机构53,通过一个下芯取件机械手5即可夹持铸件,也可夹持外壳砂芯和内芯砂芯。
41.下料机构包括砂芯下料输送线和铸件下料输送线,分别用于运输砂芯和铸件且砂芯下料输送线下端设置冷却水池,用于冷却砂芯。
42.压气机外壳生产装置外围设置围栏9,可防止人员误入,影响压气机外壳生产装置正常生产,也防止人员误伤。
43.本实施例的压气机外壳生产工艺,包括以下步骤:
44.1)制芯机构制砂芯:壳体制芯机1、内芯制芯机2同时工作,通过制芯吹扫机构,利用高压空气,将制芯动模11、制芯定模12型腔面内残留浮砂等杂物吹扫干净,吹扫干净后,制芯动模11和制芯定模12合模,然后射砂机构的射砂头压紧模具射砂口自动射砂填充模具型腔,射砂完成后,射砂机构的射砂头自动移开,然后模具翻转机构13带动合模的制芯动模
11和制芯定模12转动180
°
,使射砂口朝下,然后启动振动阀,通过振动泵振动,将砂芯内的生砂倒掉做成空心砂芯;然后模具翻转机构13,再带动合模的制芯动模11和制芯定模12转动180
°
复位;进行砂芯固化操作,固化时间到后,制芯定模12打开,将砂芯顶出,脱离制芯定模12,即可分别生产外壳砂芯和内芯砂芯;
45.2)精准定位:取芯机械手3分别抓取外壳砂芯和内芯砂芯,并置于精准定位平台5进行精准定位;并置于精准定位平台8进行精准定位;
46.3)外壳砂芯修芯:通过修芯机械手62抓取精准定位平台8上的外壳砂芯,并置于操作平台61上,并通过修芯机械手62去除砂芯分型面上产生的飞边、毛刺;
47.4)转运:将定位好的外壳砂芯和内芯砂芯置于转运支架上,并通过转运车将转运支架和其上的外壳砂芯和内芯砂芯转运至浇铸机构;
48.5)浇铸机构进行浇铸:浇铸吹扫机构对浇铸动模41和浇铸定模42型腔进行吹扫,将浇铸动模41和浇铸定模42型腔内的浮砂、异物等吹出型腔,吹扫完成后,通过下芯取件机械手5将外壳砂芯和内芯砂芯置于浇铸定模42型腔内,然后驱动浇铸动模41合模,然后转盘43启动转动,将合模的浇铸动模41和浇铸定模42转动至浇铸位置,即可进行浇铸操作,金属液进入浇铸动模41和浇铸定模42内,待金属液凝固形成铸件后,转盘43转动,使合模的浇铸动模41和浇铸定模42转动至下料位置,浇铸动模41打开,将铸件顶出,即可通过下芯取件机械手5先将铸件取出,再将外壳砂芯和内芯砂芯通过下芯取件机械手5取出;
49.6)下料:通过下芯取件机械手5将铸件置于铸件下料输送线输送出去,通过下芯取件机械手5将外壳砂芯和内芯砂芯置于砂芯下料输送线输送出去。
50.浇铸机构浇铸时采用转盘43连接多组浇铸动模41和浇铸定模42,可同时进行吹扫放置砂芯操作、浇铸操作和下芯取件机械手5抓取铸件、砂芯操作。
51.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
52.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

