1.本发明涉及纸盒生产加工技术领域,尤其涉及到一种纸板、盒体成型方法及纸塑复合盒体成型设备。
背景技术:
2.对于一些家用电器例如冰箱、空调,其产品包装除了包装箱以外,往往还需要设置一种包装箱的内支撑结构,内支撑结构用于对电器进行支撑,可以在搬运的过程中有效的减少电器所收到的冲击,保护电器,传统的内支撑结构一般为泡沫件,泡沫件在使用过程中容易损坏,进而达不到保护的目的,所以市场上还出现一种新型的支撑件,其将纸板配合泡沫材料制作出来的泡沫盒,这种泡沫盒的强度较高,但是制作过程较为繁琐,且泡沫与纸板之间的贴合度不够,泡沫盒的泡沫与纸板之间容易出现缝隙,其生产的质量不稳定。
3.为此,本发明公开了一种纸板、盒体成型方法及纸塑复合盒体成型设备,相比于现有技术,本发明中的纸板相对于现有技术中的纸板用料更少,节约生产成本,本发明中的方法和设备可以更加高效的对泡沫盒进行生产,且所生产的泡沫盒的质量更好。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供了一种纸板、盒体成型方法及纸塑复合盒体成型设备,相比于现有技术,本发明中的纸板相对于现有技术中的纸板用料更少,节约生产成本,本发明中的方法和设备可以更加高效的对泡沫盒进行生产,且所生产的泡沫盒的质量更好。
5.本发明是通过以下技术方案实现的:本发明公开一种纸板,其结构包括呈矩形设计的主体、两个第一侧板、两个第二侧板和折耳,主体形成有一对平行设置的第一侧边和一对平行设置的第二侧边,第一侧板布置为分别一边连接所述主体的第一侧边,所述第一侧板与所述主体第一侧边的长度相同,第二侧板布置为分别一边连接所述主体的第二侧边,所述第一侧板与所述主体第二侧边的长度相同,折耳布置连接在所述第一侧板平行的二端,其中,所述第二侧板与所述折耳之间不接触。
6.优选地,所述第一侧板的宽度于所述第二侧板的宽度相同,且所述纸板的为纸塑复合板。
7.优选地,所述主体与第一侧板、第二侧板之间连接的部位均布置有折痕,所述第一侧板与折耳之间连接的部位也设置有折痕。
8.本发明还公开一种盒体成型方法,所述成型方法包括以下步骤:
9.涂布胶水:将所述纸板放置在第一区域内,沿纸板边缘位置涂布热熔胶,热熔胶分布在第一侧板、第二侧板和折耳表面;
10.放置支撑件:在所述纸板的表面放置支撑件,所述支撑件覆盖所述主体形成半成品;且所述支撑件的底部尺寸与所述主体的尺寸相同;
11.粘连成整体:先将第一侧板和折耳粘连在支撑件表面,再将第二侧板粘连在支撑
件表面,完成成型盒体的制作。
12.优选地,粘连成整体通过粘连系统进行操作,所述粘连系统包括:
13.操作桌面,布置为放置所述半成品;
14.豁槽,布置为开设在所述操作桌面的表面;
15.下压设备,布置在所述豁槽的正上方,用于将所述半成品下压直至穿过所述豁槽;
16.翻折设备,布置在豁槽的下方,用于对所述折耳进行翻折,使其贴附在支撑件表面;
17.其中,所述豁槽包括第一腔体和在第一腔体下方设置的第二腔体,所述第一腔体的宽度与所述第二侧板的长度相同,所述第二腔体的长度与所述第一侧板的长度相同。
18.优选地,粘连成整体包括步骤:
19.s100:将半成品放置在操作桌面,使支撑件与所述豁槽对齐设置;
20.s200:操作下压设备,使下压设备对支撑件挤压,使半成品镶嵌于第一腔体;
21.s300:启动翻折设备,作用于折耳使其粘连在所述支撑件表面;
22.s400:继续操作下压设备,下压设备对支撑件挤压,直至半成品穿过所述第二腔体,完成粘连成整体的操作。
23.优选地,还包括以下至少一点技术特征:
24.一、所述支撑件为泡沫板、蜂窝纸托盘或珍珠棉板材;
25.二、所述第二腔体内壁尺寸于所述支撑件的外壁尺寸相同;
26.三、当半成品镶嵌于第一腔体,下压设备停止下压一秒后继续对支撑件进行下压操作;
27.四、所述支撑件的下端面尺寸于所述主体的尺寸相同。
28.本发明还公开一种盒体成型设备,其结构包括粘连系统,还包括涂布系统,所述涂布系统包括行走机构和联接行走机构的喷涂机构,所述行走机构可驱动喷涂机构沿第一方向和垂直于第一方向的第二方向运动;放置系统,联接涂布系统,用于将支撑件放置在经过涂布系统处理后的纸板表面;其中,所述粘连系统联接放置系统。
29.优选地,所述翻折设备包括驱动设备和压板,所述驱动设备驱动所述压板转动。
30.本发明公开了一种纸板、盒体成型方法及纸塑复合盒体成型设备,与现有技术相比:
31.本发明中的纸板相对于现有技术中的纸板用料更少,节约生产成本,本发明中的方法和设备可以更加高效的对泡沫盒进行生产,且所生产的泡沫盒的质量更好。
附图说明
32.图1为本发明中纸板的结构示意图;
33.图2为现有技术中纸板的结构示意图;
34.图3为本发明中纸板一种折叠状态的外观示意图;
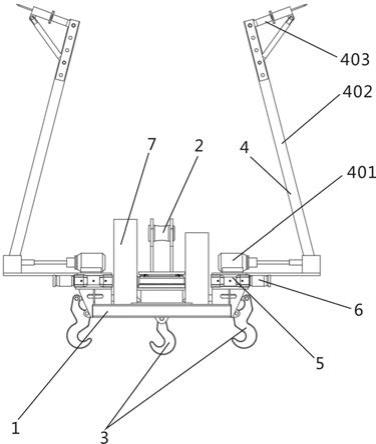
35.图4为本发明中盒体成型设备的结构示意图。
具体实施方式
36.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行
实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
37.现有技术中的纸板如图1所示,图1中a位置处为长边、b位置处为吊耳、c位置处为短边,两条长边上中间还有一个折痕,需要沿折痕进行翻边,然后在整个纸盒内涂布热熔胶,再在设备上进行加工,但是,所生产的产品存在很大的缺陷,原因在于长边进行折叠后,折叠的二侧不易贴附,容易对泡沫进行挤压,出现缝隙,这导致后续容易崩开并且缝隙太大不符合要求,同时,多了一条翻边成本也高;原来的产品还有一个缺陷为原来的产品的短边在翻边过后,四个角上会有折耳出现,需要通过钉子对整体配合纸带对整体进行固定,生产的过程较为的麻烦。
38.为此,本发明公开了本发明公开一种新型的纸板,如图2所示,其结构包括呈矩形设计的主体11、两个第一侧板12、两个第二侧板13和折耳14,主体11形成有一对平行设置的第一侧边和一对平行设置的第二侧边,第一侧板12布置为分别一边连接所述主体11的第一侧边,所述第一侧板12与所述主体11第一侧边的长度相同,第二侧板13布置为分别一边连接所述主体11的第二侧边,所述第一侧板12与所述主体11第二侧边的长度相同,折耳14布置连接在所述第一侧板12平行的二端,其中,所述第二侧板13与所述折耳14之间不接触。
39.其中,可选的是,所述第一侧板12的宽度于所述第二侧板的宽度相同,且所述纸板1的为纸塑复合板,此外,所述主体11与第一侧板12、第二侧板13之间连接的部位均布置有折痕,所述第一侧板12与折耳14之间连接的部位也设置有折痕。
40.本发明还公开一种盒体成型方法,所述成型方法包括以下步骤:
41.涂布胶水:将所述纸板1放置在第一区域内,沿纸板1边缘位置涂布热熔胶,热熔胶分布在第一侧板12、第二侧板13和折耳14表面;
42.放置支撑件:在所述纸板1的表面放置支撑件,所述支撑件覆盖所述主体11形成半成品;且所述支撑件的底部尺寸与所述主体11的尺寸相同;
43.粘连成整体:先将第一侧板12和折耳14粘连在支撑件表面,再将第二侧板13粘连在支撑件表面,完成成型盒体的制作。
44.其中,粘连成整体通过粘连系统4进行操作,所述粘连系统4包括:
45.操作桌面41,布置为放置所述半成品;
46.豁槽42,布置为开设在所述操作桌面41的表面;
47.下压设备43,布置在所述豁槽42的正上方,用于将所述半成品下压直至穿过所述豁槽42,图3为此状态下的纸板1的外观状态;
48.翻折设备,布置在豁槽42的下方,用于对所述折耳14进行翻折,使其贴附在支撑件表面;
49.其中,所述豁槽42包括第一腔体和在第一腔体下方设置的第二腔体,所述第一腔体的宽度与所述第二侧板13的长度相同,所述第二腔体的长度与所述第一侧板12的长度相同。
50.此外,粘连成整体包括步骤:
51.s100:将半成品放置在操作桌面41,使支撑件与所述豁槽42对齐设置;
52.s200:操作下压设备43,使下压设备43对支撑件挤压,使半成品镶嵌于第一腔体;
53.s300:启动翻折设备,作用于折耳14使其粘连在所述支撑件表面;
54.s400:继续操作下压设备43,下压设备43对支撑件挤压,直至半成品穿过所述第二腔体,完成粘连成整体的操作。
55.可选的是,本发明还包括以下至少一点技术特征:
56.一、所述支撑件为泡沫板、蜂窝纸托盘或珍珠棉板材;
57.二、所述第二腔体内壁尺寸于所述支撑件的外壁尺寸相同;
58.三、当半成品镶嵌于第一腔体,下压设备43停止下压一秒后继续对支撑件进行下压操作;
59.四、所述支撑件的下端面尺寸于所述主体11的尺寸相同。
60.如图4所示,本发明还公开一种盒体成型设备,其结构包括粘连系统4,还包括涂布系统2,所述涂布系统2包括行走机构21和联接行走机构的喷涂机构22,所述行走机构可驱动喷涂机构22沿第一方向和垂直于第一方向的第二方向运动;放置系统3,联接涂布系统2,用于将支撑件放置在经过涂布系统2处理后的纸板1表面;其中,所述粘连系统4联接放置系统3,所述翻折设备包括驱动设备和压板,所述驱动设备驱动所述压板转动。
61.综上所述,本发明中的纸板相对于现有技术中的纸板用料更少,节约生产成本,本发明中的方法和设备可以更加高效的对泡沫盒进行生产,且所生产的泡沫盒的质量更好。
62.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
63.需要要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。