1.本技术涉及导热技术领域,特别涉及一种散热装置及其制造方法和电子设备。
背景技术:
2.三维均温板(3-dimensional vapor chamber,3dvc)由均温板和热管组成,均温板的内腔和热管的内腔连通,3dvc不仅可以将集中在发热件上的热量传递到均温板,还可以将热量直接传递到不同高度的热管上,它将热扩散过程从二维扩展到三维,有利于将热量更高效地传递给热管并最终至空气中,可以有效解决由于热管高度过高导致的散热效率低的问题。现有技术中的3dvc制造方法无法保证均温板内的毛细结构与热管内的毛细结构充分连接,使得液态工质在热管内腔和均温板内腔的内部循环不畅,影响3dvc的散热性能。
技术实现要素:
3.本技术提供一种散热装置的制造方法,用以保证散热装置的内部循环畅通,提高散热装置的散热性能。
4.本技术还提供一种散热装置和电子设备。
5.本技术所述散热装置的制造方法包括:
6.制作第一盖板,所述第一盖板包括盖体和管体,所述盖体包括第一表面,所述管体的一端固连至所述盖体,所述管体朝向所述盖体的背离所述第一表面的方向延伸,所述管体的内壁与所述第一表面的连接处形成连接部;
7.在所述内壁形成第一毛细结构,在所述第一表面形成第二毛细结构,在所述连接部形成过渡毛细结构,所述过渡毛细结构连接在所述第一毛细结构和所述第二毛细结构之间。
8.本技术所述制造方法通过在形成于所述内壁的所述第一毛细结构和形成于所述第一表面的所述第二毛细结构之间的连接部上形成连接所述第一毛细结构和所述第二毛细结构的所述过渡毛细结构,可以理解的是,所述过渡毛细结构将所述管体位于开口处的所述第一毛细结构与其周缘处的所述盖体的所述第一表面的所述第二毛细结构连接,即所述内壁的所述第一毛细结构和所述第一表面的所述第二毛细结构通过所述过渡毛细结构实现了连接面积最大化,保证了所述内壁的所述第一毛细结构和所述第一表面的所述第二毛细结构之间的良好连接,降低液体工质和气体工质在所述管体内的所述第一毛细结构和所述盖体的所述第二毛细结构之间的流动阻力,从而保证了所述散热装置的内部的液体工质能通过所述过渡毛细结构在所述内壁和所述第一表面之间循环通畅,有效提高所述散热装置的散热性能。
9.一种所述方式中,形成所述第一毛细结构、所述第二毛细结构和所述过渡毛细结构的步骤包括:在所述内壁、所述第一表面和所述连接部形成待烧结层,和对所述待烧结层进行高温处理以形成所述第一毛细结构、所述第二毛细结构和所述过渡毛细结构。可以理解的是所述第一毛细结构、所述第二毛细结构和所述过渡毛细结构通过同一高温处理步骤
形成,有效避免了所述第一毛细结构、所述第二毛细结构和所述过渡毛细结构分别形成造成的工艺步骤增加,提高了产品生产效率,降低了产品生产成本。
10.一种实施方式中,所述待烧结层包括形成在所述内壁、所述第一表面及所述连接部的粉末层。
11.本实施方式通过在所述内壁、所述第一表面和所述连接部形成粉末层,所述粉末层从所述内壁延伸至所述第一表面,即,所述内壁、所述连接部和所述第一表面形成的所述粉末层为一体成型的一体结构,以保证所述内壁、所述连接部和所述第一表面的所述粉末层的连接强度,进而保证了所述内壁、所述连接部和所述第一表面的所述第一毛细结构、所述过渡毛细结构和所述第二毛细结构之间的连接强度,所述散热装置的内部的液体工质能通过所述过渡毛细结构在所述内壁和所述第一表面之间循环通畅,有效提高所述散热装置的散热性能。
12.一种实施方式中,所述待烧结层包括形成在所述第一表面的粉末层和形成在所述内壁的金属网。当然,其他实施例中,待烧结层包括形成在所述第一表面的金属网和形成在所述内壁的粉末层。
13.一种实施方式中,所述待烧结层包括形成在所述第一表面的粉末层、形成在所述内壁的金属网和形成在所述连接部的金属网。其中,所述金属网从所述内壁延伸出所述内壁形成于所述连接部上并与所述粉末层连接,也就是说,形成在所述内壁和形成在所述连接部的所述金属网为一体结构,再通过高温处理所述第一盖板以使所述金属网和所述粉末层固定,以使所述粉末层和所述金属网形成连接的所述第一毛细结构、所述过渡毛细结构和所述第二毛细结构,所述散热装置的内部的液体工质能通过所述过渡毛细结构在所述内壁和所述第一表面之间循环通畅,有效提高所述散热装置的散热性能。当然,在其他实施例中,形成在所述内壁和形成在所述连接部的所述金属网为单独的金属。连接部上形成粉末层;或者,所述连接部上形成粉末层和金属网。
14.一种实施方式中,通过烧结工艺对所述第一盖板进行高温处理,以使所述粉末层形成固定的所述第一毛细结构、所述过渡毛细结构和所述第二毛细结构。
15.一种实施方式中,所述制作第一盖板具体包括:
16.提供管体,弯折所述管体的开口端,以在所述管体开口处形成弯折段;
17.提供盖体;
18.将所述管体穿过所述盖体,且所述弯折段限位于所述第一表面,所述弯折段形成所述连接部,以形成所述第一盖板。
19.可以理解的是,所述管体通过形成所述弯折段能增加所述管体与所述盖体之间的连接面积,以使所述管体更加稳固的连接在所述盖体上。本实施方式中,所述管体和所述盖体分别为单独的个体,两者通过连接工艺连接成一体。具体的,所述管体通过扩散焊连接于所述盖体上,所述管体和所述盖体的连接工艺和所述第一盖板烧结工艺可同时进行,以减少所述散热装置的工序,提高制造效率,降低生产成本。当然,在其他实施方式中,所述管体通过钎焊等其他连接方式连接于所述盖体上,所述管体和所述盖体的连接工艺和所述第一盖板烧结工艺可分步进行。所述管体和所述盖体还可以是一体成型的一体结构。
20.一种实施方式中,在将所述管体固定于所述盖体之前,在所述盖体上形成通孔,在所述管体固定于所述盖体时,将所述管体安装并固定于所述通孔内,从而使得所述管体的
内壁与所述第一表面连接,以便于在所述管体内壁和所述第一表面之间形成所述过渡毛细结构。
21.一种实施方式中,所述制造方法还包括在所述盖体的第二表面设置与所述通孔连通的固定环,所述管体固定于所述盖体时,将所述管体设于所述固定环内。所述固定环用于定位所述管体,同时所述固定环还增加了所述管体与所述盖体的连接面积,增加所述管体的稳固性,以使所述管体更加稳定的固定在所述盖体内。当然,在其他实施例中,所述固定环与所述盖体为一体成型的一体结构。
22.一种实施方式中,所述制造方法还包括密封所述固定环与所述管体之间的缝隙。通过密封所述固定环与所述管体之间的缝隙,在保证所述管体和所述盖体之间的密闭性的基础上,使得所述管体与所述盖体之间的接触面积更大,提高所述散热装置的散热效果。
23.一种实施方式中,所述制造方法还包括在所述第一表面形成凹槽,所述管体固定于所述盖体时,所述弯折段收容于所述凹槽内,所述弯折段的表面与所述第一表面共面。也就是说,所述第一表面通过形成所述凹槽为所述弯折段提供收容空间,以使所述弯折段不凸出于所述第一表面,以保证所述过渡毛细结构在所述第一表面和所述内壁之间形成更加均匀,提高所述散热装置的散热效果。
24.一种实施方式中,所述制造方法还包括将第二盖板朝向所述第一表面与所述第一盖板盖合,以形成所述散热装置。具体的,所述第一盖板和所述第二盖板通过焊接连接,以形成密闭空间。当然,在其他实施例中,所述第一盖板和所述第二盖板还可以通过扩散焊等其他焊接工艺连接。
25.一种实施方式中,在形成所述第二毛细结构的同时,在所述第二盖板上形成第三毛细结构,在所述第二盖板与所述第一盖板盖合时,所述第二毛细结构和所述第三毛细结构连接。也就是说,所述第二毛细结构和所述第三毛细结构通过同一工艺同时形成,有效降低产品生产时间,提高成产效率,降低生产成本。
26.一种实施方式中,所述制造方法还包括在所述第一盖板和第二盖板之间填充液体工质。本实施方式中,所述液体工质为水。以保证所述散热装置的内部热量循环以提高所述散热装置的散热效果。当然,在其他实施例中,所述液体工质还可以是甲醇、丙酮等一种或多种溶液。
27.本技术所述的散热装置包括第一盖板、第一毛细结构、第二毛细结构和过渡毛细结构,所述第一盖板包括盖体和管体,所述管体贯穿并固定于所述盖体,所述管体的内壁与所述盖体的第一表面的连接处形成连接部,所述内壁形成有所述第一毛细结构,所述第一表面形成有所述第二毛细结构,所述过渡毛细结构设于连接部上并连接在所述第一毛细结构和所述第二毛细结构之间。
28.本技术的所述散热装置通过所述过渡毛细结构连接在所述第一毛细结构和所述第二毛细结构之间,可以理解的是,所述过渡毛细结构将所述管体位于开口处的所述第一毛细结构与其周缘处的所述第一表面的所述第二毛细结构连接,即所述内壁的所述第一毛细结构和所述第一表面的所述第二毛细结构通过所述过渡毛细结构实现了连接面积最大化,保证了所述内壁的所述第一毛细结构和所述第一表面的所述第二毛细结构之间的良好连接,降低液体工质和气体工质在所述管体内的所述第一毛细结构和所述盖体的所述第二毛细结构之间的流动阻力,从而保证了所述散热装置的内部的液体工质能通过所述过渡毛
细结构在所述内壁和所述第一表面之间循环通畅,有效提高所述散热装置的散热性能。
29.一种实施方式中,所述第一毛细结构、所述过渡毛细结构和所述第二毛细结构为一体成型的一体结构,从而保证了所述第一毛细结构、所述过渡毛细结构和所述第二毛细结构之间的连接强度,所述散热装置的内部的液体工质能通过所述过渡毛细结构在所述内壁和所述第一表面之间循环通畅,有效提高所述散热装置的散热性能。
30.所述第一毛细结构和所述过渡毛细结构为一体成型的一体结构,从而保证第一毛细结构和所述过渡毛细结构之间的连接强度,所述散热装置的内部的液体工质能通过所述过渡毛细结构在所述内壁和所述第一表面之间循环通畅,有效提高所述散热装置的散热性能。
31.所述管体包括位于其开口端的弯折段,所述弯折段位于所述第一表面,并与所述第一表面连接,所述弯折段形成所述连接部,以增加所述管体与所述盖体之间的连接面积,以使所述管体更加稳固的连接在所述盖体上。
32.所述管体包括位于其开口端的弯折段,所述第一表面包括凹槽,所述弯折段收容于所述凹槽内,所述弯折段的表面与所述第一表面共面,以使所述弯折段不凸出于所述第一表面,以保证所述过渡毛细结构在所述第一表面和所述内壁之间形成更加均匀,提高所述散热装置的散热效果。
33.本技术所述电子设备包括发热件和上述的散热装置,所述发热件通过所述散热装置散热,通过所述散热装置为所述发热件散热,保证了所述发热件的电性能,进而保证了所述电子设备的性能。
34.本技术所述制造方法通过在形成于所述内壁的所述第一毛细结构和形成于所述第一表面的所述第二毛细结构之间的连接部上形成连接所述第一毛细结构和所述第二毛细结构的所述过渡毛细结构,可以理解的是,所述过渡毛细结构将所述管体位于开口处的所述第一毛细结构与其周缘处的所述盖体的所述第一表面的所述第二毛细结构连接,即所述内壁的所述第一毛细结构和所述第一表面的所述第二毛细结构通过所述过渡毛细结构实现了连接面积最大化,保证了所述内壁的所述第一毛细结构和所述第一表面的所述第二毛细结构之间的良好连接,降低液体工质和气体工质在所述管体内的所述第一毛细结构和所述盖体的所述第二毛细结构之间的流动阻力,从而保证了所述散热装置的内部的液体工质能通过所述过渡毛细结构在所述内壁和所述第一表面之间循环通畅,有效提高所述散热装置的散热性能。
附图说明
35.为了更清楚地说明本技术实施例或背景技术中的技术方案,下面将对本技术实施例或背景技术中所需要使用的附图进行说明。
36.图1是本技术实施例提供的电子设备的部分结构示意图。
37.图2是本技术提供的散热装置的结构示意图。
38.图3是图2提供的散热装置的剖面结构示意图。
39.图4是本技术的散热装置的另一实施例的结构示意图。
40.图5是本技术的散热装置的另一实施例的结构示意图。
41.图6是本技术实施例提供的散热装置的制造方法的流程示意图。
42.图7-图12是图6提供的制造方法的具体流程示意图。
具体实施方式
43.下面结合本技术实施例中的附图对本技术实施例进行描述。
44.当前电子产品的性能日渐提升,满足了消费者日益增长的需求。电子产品性能主要由芯片的能力决定,通常情况下芯片的计算速度越快,性能越强,芯片的发热量也越大。如果不能有效地将芯片的热量导出,可能造成芯片超温,导致芯片降频工作甚至烧毁。电子产品在芯片功耗层面上呈现上升趋势,在不久的将来,更高性能的产品的散热需求可能达到500w以上,即,为产品散热的散热装置的最大散热能力需要达到500w以上,产品散热面临重大挑战。如何解决高功耗芯片的散热问题将是制约电子产品升级的重要因素之一。
45.鉴于此,本技术实施例提供一种电子设备,请参阅图1,图1是本技术实施例提供的电子设备的部分结构示意图。电子设备100包括且不限于手机、电脑、多媒体播放器、电子书阅读器、笔记本电脑、车载设备或通信设备等具有发热件的电子设备。电子设备100包括壳体、发热件10和散热装置20,发热件10和散热装置20均设于壳体内,散热装置20设于发热件10上。本实施例中的发热件10为处理芯片,散热装置20一端用以吸收处理芯片部位处的热量,同时,散热装置20另一端为散热端,即远离发热件10的一端,达到将处理芯片的热量快速扩散至散热装置20,并通过散热装置20有效拓展到其散热端,以将处理芯片的热量均温铺展开并将其热量传递出去,降低处理芯片的温度,消除局部热点问题,提高用户体验。通过散热装置20为发热件10散热,保证了发热件10的电性能,进而保证了电子设备100的性能。当然,在其他实施例中,发热件10还可以是其他发热量大的电子器件。
46.请参阅图2和图3,图2是本技术提供的散热装置的结构示意图。图3是图2提供的散热装置的剖面结构示意图。散热装置20包括第一盖板21和第二盖板22,第一盖板21和第二盖板22盖合以形成腔体23。第一盖板21包括盖体211,管体212贯穿并固定于盖体211,并背向盖体211的第一表面2111延伸,管体212的内腔2121与腔体23连通,管体212的内壁2122与第一表面2111的连接处形成连接部213。管体212的内壁2122形成有第一毛细结构24,盖体211的第一表面2111形成有第二毛细结构25,过渡毛细结构26设于连接部213上并连接在第一毛细结构24和第二毛细结构25之间,可以理解的是,过渡毛细结构26直接与第一毛细结构24和第二毛细结构25连接,第二盖板22设有第三毛细结构27,第一毛细结构24和第三毛细结构27连接以在腔体23和内腔2121的腔壁形成连续的毛细结构,以使散热装置20中的液体工质能通过过渡毛细结构26在散热装置20的腔体23和内腔2121中循环通畅,提高散热装置20的散热效果。发热件10设于散热装置20背向管体212的表面,也即发热件10设于第二盖板22的背向第一盖板21的表面。需要说明的是,图2中管体212的数量为三个,三个管体212间隔设于盖体211上,仅为一种示例,实际上,管体212的数量可根据散热需求设置。
47.当发热件10发热时,发热件10的热量通过第二盖板22传递到散热装置20,位于腔体23中的液体工质受热蒸发产生气化现象,气化后的蒸汽在远离发热件10的部分,即在管体212部分接触到较冷的区域时发生遇冷凝结现象,在凝结时释放热量,此时,各处凝结后的液体工质会因第一毛细结构24、过渡毛细结构26、第二毛细结构25和第三毛细结构27的毛细作用力被吸回到腔体23中继续受热气化带走热量。由于本技术中过渡毛细结构26连接在第一毛细结构24和第二毛细结构25之间,也就是说,过渡毛细结构26将管体212位于开口
处的第一毛细结构24与其周缘处的第一表面2111的第二毛细结构25连接,即内壁2122的第一毛细结构24和第一表面2111的第二毛细结构24通过过渡毛细结构26实现了连接面积最大化,管体212的内腔中的第一毛细结构24和第一表面2111的第二毛细结构25实现了很好的连接,降低液体工质和气体工质在管体212内的第一毛细结构24和盖体211的第二毛细结构25之间的流动阻力,能保证液体工质在腔体23和内腔2121中循环畅通,提高散热装置20的散热效果。本技术中的散热装置20的最大散热能力大于500w,举例来说,散热装置20的最大散热能力为1200w。从而能为更高性能的产品提供有效散热,促进电子产品升级。
48.本实施例中,第一毛细结构24、过渡毛细结构26和第二毛细结构25为一体成型的一体结构,从而保证了第一毛细结构24、过渡毛细结构26和第二毛细结构25之间的连接强度,散热装置20的内部的液体工质能通过过渡毛细结构26在内壁2122和第一表面2111之间循环通畅,有效提高散热装置20的散热性能。其中,第一毛细结构24、过渡毛细结构26、第二毛细结构25和第三毛细结构27为金属粉末烧结而成,具体的金属粉末包括铜金属粉末和铝金属粉末等一种或多种金属粉末。当然,其他实施方式中,第三毛细结构27还可以采用金属网、金属粉末或非金属粉末中的一种或多种烧结而成。第一毛细结构24、过渡毛细结构26、第二毛细结构25和第三毛细结构27还可以采用非金属粉末烧结而成,非金属粉末包括陶瓷粉末或硅胶粉末等一种或多种非金属粉末。
49.另一种实施方式中,请参阅图4,图4是本技术的散热装置的另一实施例的结构示意图。第一毛细结构24和过渡毛细结构26为一体成型的一体结构,从而保证第一毛细结构24和过渡毛细结构26之间的连接强度,散热装置20的内部的液体工质能通过过渡毛细结构26在内壁2122和第一表面2111之间循环通畅,有效提高散热装置20的散热性能。其中,第一毛细结构24和过渡毛细结构26为金属网烧结而成,第二毛细结构25和第三毛细结构27为金属网、金属粉末或非金属粉末中的一种或多种烧结而成。具体的金属粉末包括铜金属粉末和铝金属粉末等一种或多种金属粉末,非金属粉末包括陶瓷粉末或硅胶粉末等一种或多种非金属粉末。当然,在其他实施例中,第一毛细结构24、第二毛细结构25和第三毛细结构27均为微槽道毛细结构,过渡毛细结构26为金属网、金属粉末或非金属粉末中的一种或多种烧结而成。
50.本实施例中,盖体211的第一表面2111设有凹槽2112,通孔2113贯穿凹槽2112和盖体211的第二表面2114,管体212包括位于其开口端的弯折段2123,管体212固定于通孔2113内,管体212的开口朝向并连通腔体23,其弯折段2123收容于凹槽2112内并与凹槽2112的槽壁连接,连接部213的表面与第一表面2111共面,弯折段2123形成连接部213。弯折段2123增加了管体212与盖体211之间的连接面积,以使管体212更加稳固的固定在盖体211上,同时,弯折段2123不凸出于第一表面2111,以保证过渡毛细结构26在第一表面2111和内壁2122之间形成更加均匀,提高散热装置20的散热效果。当然,在其他实施例中,盖体211的第一表面2111未设有凹槽,管体212的弯折段2123与管体212的第一表面2111抵持连接。或者管体212未设置弯折段,盖体211的第一表面2111也未设置凹槽,管体212的开口与盖体211的第一表面2111平齐,连接部即为管体212的开口到第一表面2111之间的部分。
51.盖体211在通孔2113的周缘设有突出盖体211的第二表面2114的固定环2115,固定环2115的内壁2122面贴接管体212的第二表面2114。固定环2115的设置可提供该管体212在穿接通孔2113时有较佳的定位,并使该管体212及该盖体211有较佳的结合,进而提高散热
装置20的稳固性和合格率。本实施例中,固定环2115与盖体211为一体成型的一体结构。当然,在其他实施例中,固定环2115与盖体211还可以通过粘胶、卡接、焊接中的一种连接。盖体211上也可不设置固定环。
52.固定环2115和管体212之间的缝隙通过密封体(图未示)密封,具体来说,密封体可以是传热密封胶,以提高盖体211和管体212之间的热传递。通过密封固定环2115和管体212之间的缝隙,在保证管体212和盖体211之间的密闭性的基础上使得管体212与盖体211之间的接触面积更大,提高散热装置20的散热效果。当然,其他实施例中,固定环2115和管体212之间的密封体还可以是焊锡等其他密封传热材料。
53.请参阅图5,图5是本技术的散热装置的另一实施例的结构示意图。本实施例与上一实施例大致相同,不同的是通孔2113贯穿盖体211的第一表面2111和第二表面2114,管体212包括位于其开口端的弯折段2123,管体212固定于通孔2113内,管体212的开口朝向腔体23,其弯折段2123与盖体211的第一表面2111连接,以使管体212固定在盖体211上,弯折段2123形成连接部213。当然,在其他实施例中,管体212未设置弯折段,管体212的第二表面2114与通孔2113的内壁2122连接固定,管体212的开口与盖体211的第一表面2111平齐,连接部即为管体212的开口到第一表面2111之间的部分。
54.本技术散热装置20的过渡毛细结构26连接在第一毛细结构24和第二毛细结构25之间,可以理解的是,过渡毛细结构26将管体212位于开口处的第一毛细结构24与其周缘处的第一表面2111的第二毛细结构25连接,即内壁2122的第一毛细结构24和第一表面2111的第二毛细结构24通过过渡毛细结构26实现了连接面积最大化,保证了内壁2122的第一毛细结构24和第一表面2111的第二毛细结构25之间的良好连接,降低液体工质和气体工质在管体212内的第一毛细结构24和盖体211的第二毛细结构25之间的流动阻力,从而保证了散热装置20的内部的液体工质能通过过渡毛细结构26在内壁2122和第一表面2111之间循环通畅,有效提高散热装置20的散热性能。
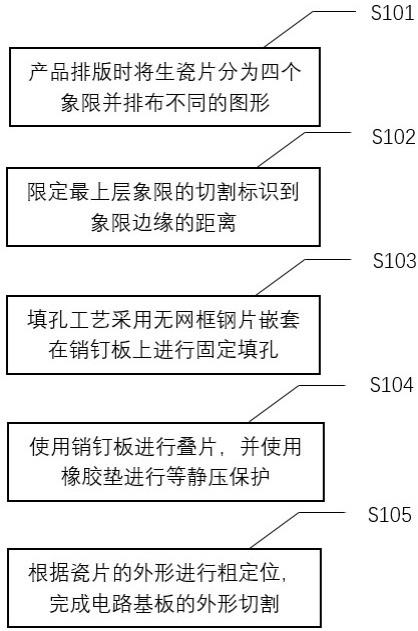
55.请参阅图6,图6是本技术实施例提供的散热装置的制造方法的流程示意图。该制造方法用于制造上述散热装置20。如图6所示,散热装置的制造方法包括如下的s110~s130。
56.s110:制作第一盖板,第一盖板包括盖体和管体,盖体包括第一表面,管体的一端固连至盖体,管体朝向盖体的背离第一表面的方向延伸,管体的内壁与第一表面的连接处形成连接部。
57.具体的,请参阅图7,首先,提供管体212,管体212的材料为金属铜,弯折管体212的开口端,以在管体212开口处形成弯折段2123。具体的,本实施例中,管体212的数量为三个,弯折段2123背向管体212的管轴延伸,并与管体212的管轴垂直。当然,其他实施例中,管体212的数量可根据实际散热需求设置。管体212的材料还可以金属铝、铜合金等其他材散热效果好的材料。弯折管体212的开口端,以使形成的弯折段2123与管体212的管轴呈锐角或钝角设置。或者可以不用弯折管体212的开口端。
58.其次,提供盖体211,盖体211的材料为金属铜,在盖体211的第一表面2111形成凹槽2112(图9),在盖体211上形成贯穿凹槽2112和盖体211第二表面2114的通孔2113,在盖体211的第二表面2114设置与通孔2113连通的固定环2115,固定环2115的内径和通孔2113的内径与管体212的外径相匹配。当然,在其他实施例中,盖体211的材料还可以为金属铝、铜
合金等其他散热效果好的材料。或者盖体211的第一表面2111未形成凹槽。固定环2115与盖体211为一体成型的一体结构。或者盖体211的第二表面2114未设有固定环。
59.最后,请参阅图8和图9,将管体212穿过盖体211,且弯折段2123限位于第一表面2111,弯折段2123形成连接部,以形成第一盖板21。具体的,管体212背向其开口的一端穿过通孔2113及固定环2115,以使弯折段2123收容于凹槽2112内,弯折段2123的表面与第一表面2111共面,并将弯折段2123与凹槽2112的槽壁连接,以将管体212固定于盖体211形成第一盖板21。将管体212安装并固定于通孔2113内,从而使得管体212的内壁2122通过连接部213与第一表面2111连接,以便于后续工艺在内壁2122和第一表面2111之间的连接部213形成过渡毛细结构26。弯折段2123与凹槽2112连接,以增加管体212与盖体211之间的连接面积,以使管体212更加稳固的连接在盖体211上。第一表面2111通过形成凹槽2112为弯折段2123提供收容空间,以使弯折段2123不凸出于第一表面2111,以保证后续工艺形成的过渡毛细结构26在第一表面2111和内壁2122之间排布更加均匀,提高散热装置20的散热效果。将管体212设于固定环2115内,以使固定环2115定位管体212,同时固定环2115还增加了管体212与盖体211的连接面积,增加管体212的稳固性,以使管体212更加稳定的固定在盖体211内。当然,在其他实施例中,管体212背向其开口的一端穿过通孔2113及固定环2115,弯折段2123位于第一表面2111,并与第一表面2111连接固定。或者,管体212未形成弯折段,盖体211的第一表面2111也未形成凹槽,管体212的开口与盖体211的第一表面2111平齐,连接部即为管体212的开口到第一表面2111之间的部分。
60.可以理解的是,本实施方式中,管体212和盖体211分别为单独的个体,两者通过连接工艺连接成一体。具体的,管体212通过扩散焊连接于盖体211上。当然,在其他实施方式中,管体212通过钎焊等其他连接方式连接于盖体211上。管体212和盖体211还可以是一体成型的一体结构。提供管体212和提供盖体211的步骤顺序可互换。
61.在将管体212固定于盖体211之后,密封固定环2115与管体212之间的缝隙。通过密封固定环2115与管体212之间的缝隙,在保证管体212和盖体211之间的密闭性的基础上使得管体212与盖体211之间的接触面积更大,提高散热装置20的散热效果。
62.s120:在内壁形成第一毛细结构,在第一表面形成第二毛细结构,在连接部213形成过渡毛细结构,过渡毛细结构连接在第一毛细结构和第二毛细结构之间。
63.具体的,请参阅图10,形成第一毛细结构24、第二毛细结构25和过渡毛细结构26的步骤为,在内壁2122、第一表面2111和连接部213形成待烧结层,和对待烧结层进行高温处理以形成第一毛细结构24、第二毛细结构25和过渡毛细结构26。本实施例中,在内壁2122、第一表面2111和连接部213形成待烧结层具体为在管体的内壁2122、连接部213和第一表面2111形成粉末层,粉末层从内壁2122延伸至第一表面2111。可以理解的是,位于连接部213的粉末层将管体212位于开口处的粉末层与其周缘处的盖体211的第一表面2111的粉末层连接,即管体212的粉末层和盖体211的第一表面2111的粉末层通过连接部213的粉末层实现了连接面积最大化。然后对第一盖板21进行高温处理,以使粉末层形成依次连接的第一毛细结构24、过渡毛细结构26和第二毛细结构25。本实施例中,粉末层为金属粉末层,如铜粉末层。通过烧结工艺对第一盖板21进行高温处理,以使粉末层形成依次连接的第一毛细结构24、过渡毛细结构26和第二毛细结构25。本实施方式通过在内壁2122、连接部213和第一表面2111形成粉末层,粉末层从内壁2122延伸至第一表面2111,即,内壁2122、连接部213
和第一表面2111形成的粉末层为一体成型的一体结构,以保证内壁2122、连接部213和第一表面2111的粉末层的连接面积和连接强度,进而保证了内壁2122、连接部213和第一表面2111的第一毛细结构24之间的连接面积和连接强度,散热装置20的内部的液体工质能通过过渡毛细结构26在内壁2122和第一表面2111之间循环通畅,有效提高散热装置20的散热性能。且第一毛细结构24、第二毛细结构25和过渡毛细结构26通过同一高温处理步骤形成,有效避免了第一毛细结构24、第二毛细结构25和过渡毛细结构26分别形成造成的工艺步骤增加,提高了产品生产效率,降低了产品生产成本。
64.当然,在其他实施例中,请参阅图11,形成第一毛细结构24、第二毛细结构25和过渡毛细结构26的具体步骤为,在内壁2122、第一表面2111和连接部213形成待烧结层,和对待烧结层进行高温处理以形成第一毛细结构24、第二毛细结构25和过渡毛细结构26。本实施例中,在内壁2122、第一表面2111和连接部213形成待烧结层具体为在第一表面2111形成粉末层241,在内壁2122和连接部213形成金属网242,也就是说,形成在内壁2122和形成在连接部213的金属网242为一体结构,金属网242延伸出内壁2122与粉末层241连接。可以理解的是,管体212位于开口处的金属网242与其周缘处的盖体211的第一表面2111的粉末层241连接,即管体212和连接部213的金属网242和盖体211的第一表面2111的粉末层241实现了连接面积最大化。然后对第一盖板21进行高温处理,以使金属网242和粉末层241形成依次连接的第一毛细结构24、过渡毛细结构26和第二毛细结构25。本实施例中,粉末层241为金属粉末层241,如铜粉末层241。通过烧结工艺对第一盖板21进行高温处理,以使粉末层241形成第二毛细结构25。本实施方式通过在第一表面2111形成粉末层241,在内壁2122形成金属网242,金属网242延伸出内壁2122与粉末层241连接,再通过高温处理第一盖板21以使金属网242和粉末层241固定,以使粉末层241和金属网242形成依次连接的第一毛细结构24、过渡毛细结构26和第二毛细结构25,散热装置20的内部的液体工质能通过过渡毛细结构26在内壁2122和第一表面2111之间循环通畅,有效提高散热装置20的散热性能。当然,形成在内壁和形成在连接部213的金属网还可以为单独的金属。连接部上还可以形成粉末层;或者,连接部上还可以形成粉末层和金属网。或者还可以在第一表面形成金属网,在内壁和连接部213形成粉末层。或者,第一表面和内壁均可形成金属网和粉末层。粉末层241还可以是铝粉末层等其他金属粉末层。粉末层241还可以是陶瓷、硅胶等材料形成的粉末层。还可以在第一表面2111也可以形成金属网。
65.在形成第二毛细结构25的同时,请参阅图12,在第二盖板22上形成第三毛细结构27,也就是说,第二毛细结构25和第三毛细结构27通过同一工艺同时形成,有效降低产品生产时间,提高成产效率,降低生产成本。本实施例中,第二盖板22的材料为金属铜。第三毛细结构27为金属网、金属粉末或非金属粉末中的一种或多种烧结而成。具体的金属粉末包括铜金属粉末和铝金属粉末等金属粉末,非金属粉末包括陶瓷粉末或硅胶粉末等非金属粉末。当然,在其他实施例中,第二盖板22的材料还可以是例如铝、铜合金等其他散热效果好的材料。第三毛细结构还可以是微槽道形式的毛细结构。
66.管体212和盖体211的连接工艺和第一盖板21烧结工艺同时进行,以减少散热装置20的工序,提高制造效率,降低生产成本。当然,在其他实施方式中,管体212和盖体211的连接工艺和第一盖板21烧结工艺可分步进行。
67.在其他实施例中,当第一毛细结构和/或第二毛细结构为微槽道式的毛细结构时,
第一毛细结构和/或第二毛细结构在管体和盖体固定之前分别形成于管体的内壁和盖体的第一表面。
68.s130:将第二盖板朝向第一表面与第一盖板盖合,以形成散热装置。
69.具体的,请参阅图3,第一盖板21和第二盖板22通过焊接连接,以形成密闭空间。在第二盖板22与第一盖板21盖合时,第二毛细结构25和第三毛细结构27连接。然后对密闭空间抽真空并在第一盖板21和第二盖板22之间填充液体工质。本实施方式中,液体工质为水。以保证散热装置20的内部热量循环以提高散热装置20的散热效果。同时,在形成第一毛细结构24、第二毛细结构25、过渡毛细结构26和第三毛细结构27之后再将第一盖板21和第二盖板22盖合,从而能在第一盖板21和第二盖板22盖合之前检查第一毛细结构24、第二毛细结构25、过渡毛细结构26和第三毛细结构27的形成质量,有利于降低产品的质检难度,提高散热装置20的产品合格率,降低成产成本。当然,在其他实施例中,液体工质还可以是甲醇、丙酮等一种或多种溶液。第一盖板21和第二盖板22还可以通过扩散焊等其他焊接工艺连接。
70.本技术制造方法通过在形成于内壁2122的第一毛细结构24和形成于第一表面2111的第二毛细结构25之间的连接部213上形成连接第一毛细结构24和第二毛细结构25的过渡毛细结构26,可以理解的是,过渡毛细结构26将管体212位于开口处的第一毛细结构24与其周缘处的盖体211的第一表面2111的第二毛细结构25连接,即内壁2122的第一毛细结构24和第一表面2111的第二毛细结构25通过过渡毛细结构26实现了连接面积最大化,保证了内壁2122的第一毛细结构24和第一表面2111的第二毛细结构25之间的良好连接,降低液体工质和气体工质在管体212内的第一毛细结构24和盖体211的第二毛细结构25之间的流动阻力,从而保证了散热装置20的内部的液体工质能通过过渡毛细结构26在内壁2122和第一表面2111之间循环通畅,有效提高散热装置20的散热性能。同时,在形成第一毛细结构24、第二毛细结构25、过渡毛细结构26和第三毛细结构27之后再将第一盖板21和第二盖板22盖合,从而能在第一盖板21和第二盖板22盖合之前检查第一毛细结构24、第二毛细结构25、过渡毛细结构26和第三毛细结构27的形成质量,有利于降低产品的质检难度,提高散热装置20的产品合格率,降低成产成本。
71.以上,仅为本技术的部分实施例和实施方式,本技术的保护范围不局限于此,任何熟知本领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。