一种gh170镍基高温合金激光选区成形方法
技术领域
1.本发明涉及高温合金制备技术领域,尤其涉及一种gh170镍基高温合金激光选区成形方法。
背景技术:
2.gh170是ni
‑
cr
‑
co基固溶强化型变形高温合金,其成分特点是含有较高的w、co、cr元素,并加入微量的la元素强化晶界。该合金在1000℃具有较高的强度和抗蠕变性能,在1100℃
‑
1200℃仍具有较高的强度和延展性,在900℃和1000℃长期时效后析出μ相,使合金的室温塑性下降,但仍可以满足使用要求。同时该合金具有优良的抗氧化性能和良好的冷成型和焊接工艺性能,应用于制作航空发动机加力燃烧室调节片零件,性能水平接近美国ha188和mar
‑
m918。
3.传统gh170合金零件的制备主要有铸锻两种方式,虽然一直以来这两种工艺不断地发展和改进,但铸件中仍然存在元素偏析严重、晶粒粗大、缩孔疏松等问题。而锻件的性能虽高于铸态,但由于工艺限制,难以成形形状复杂的零部件,还存在黑斑、白点等缺陷,大大限制了gh170高温合金的应用。
4.激光增材制造对于镍基高温合金的制造具有独特优势,不仅能够缩短生产时间、降低生产成本,还能优先考虑功能设计,非常适用于成型制造航空发动机及燃气机轮中喷嘴、叶片、燃烧室等热段部件以及航天飞行器、火箭发动机等复杂零件。随着增材制造的进一步发展,新的激光、材料、数控技术会不断的应用到制造领域,增材制造的速度、效率、精度会大大提升,成型件的表面质量、力学性能也会不断提高,从而实现更多结构材料的直接制造,同时对于航空航天使用的结构件减轻设计带来极大便利。
5.目前增材制造技术,在钛合金、不锈钢、高温合金等材料领域已经实现了较大程度的应用,但相比于传统工艺,目前成形工艺应用合金种类少仍然是增材制造技术实现工业化应用的制约之处。而将增材制造技术引入常规难成形结构、难成形材料制备领域对于提升航空结构件制备技术具有重要的意义。
技术实现要素:
6.本发明的目的在于提供一种gh170镍基高温合金激光选区成形方法,便于成形复杂结构件,提高零部件内部质量。
7.为达上述目的,本发明采用以下技术方案:
8.一种gh170镍基高温合金激光选区成形方法,其包括步骤:
9.1)材料选取:取gh170高温合金粉末;
10.2)干燥处理:将粉末充分干燥;
11.3)设备准备:对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,并预热激光选区成形设备中的平台基板;
12.4)激光增材:将粉末铺放在平台基板上,并通过激光扫描熔化凝固粉末,重复层铺
及融化凝固粉末,最终逐层形成目标零件。
13.特别地,步骤1)中,gh170高温合金粉末的规格为15μm~53μm,霍尔流速为13.33s/100g,松装密度为5.278g/cm3,振实密度为5.952g/cm3,粉末球形率大于85%。
14.特别地,步骤2)中,干燥过程为将粉末在120℃~150℃真空保护环境中保温3h,取出翻动,再放进干燥箱烘干3h。
15.特别地,步骤3)中,激光选区熔化成形设备包括依次邻靠的供粉舱、成型舱、回收舱和激光系统,平台基板升降设置于成型舱中,供粉舱、成型舱、回收舱的上端齐平且设有刮刀装置,通过刮刀装置将供粉舱中的粉末刮平在平台基板上,并将多余粉末刮到回收舱内,激光系统设置于成型舱的上方,激光系统包括激光发生装置和激光振镜,激光发生装置发射激光,在激光振镜的作用下调节激光扫描轨迹,从而选择性地快速熔化凝固平台基板上的粉末。
16.特别地,供粉舱中设置有抬升供料的推料板,回收舱中设置有盛料板。
17.特别地,步骤3)中,平台基板的预热温度设置为150℃~250℃,提前预热以减缓热累积产生的热应力。
18.特别地,步骤3)中,激光选区熔化成形设备内充氩气保护,氧含量控制在0.1%以下。
19.特别地,步骤4)中,激光扫描方式采用条带扫描方式,条带宽度为5mm~10mm,条带间间距为0.1mm,层与层之间条带旋转67℃,激光光斑直径80μm~100μm。
20.特别地,步骤4)中,采用激光的功率为200w~300w,激光扫描速度为700mm/s~900mm/s,相邻激光线扫描间距为0.08mm~0.11mm。
21.特别地,步骤4)中,每层铺粉厚度为40μm。
22.综上,本发明的有益效果为,所述gh170镍基高温合金激光选区成形方法与锻铸方式相比,可以解决元素偏析严重、晶粒粗大、缩孔疏松等问题,解决黑斑、白点等缺陷,尤其面对结构复杂的零部件成形效果显著,成品质量高,缩短了生产时间,降低了生产成本。
附图说明
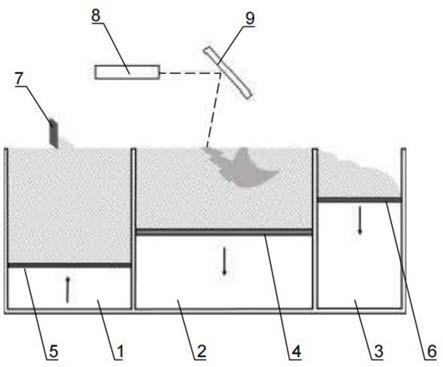
23.图1是本发明实施例提供的gh170镍基高温合金激光选区成形方法中激光选区熔化成形设备的结构示意图。
具体实施方式
24.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的零部件或具有相同或类似功能的零部件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
25.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
26.在本发明的描述中,除非另有明确的规定和限定,第一特征在第二特征之“上”或
之“下”可以包括第一特征和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
27.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
28.本优选实施例提供一种gh170镍基高温合金激光选区成形方法,其包括如下步骤:
29.步骤1、材料选取:取gh170高温合金粉末。
30.具体地,gh170高温合金粉末的规格为15μm~53μm,霍尔流速为13.33s/100g,松装密度为5.278g/cm3,振实密度为5.952g/cm3,粉末球形率大于85%。
31.步骤2、干燥处理:将粉末充分干燥。
32.具体干燥过程为将粉末在120℃~150℃真空保护环境中保温3h,取出翻动,再放进干燥箱烘干3h。
33.步骤3、设备准备:对激光选区熔化成形设备抽真空并充入惰性气体进行气氛保护,并预热激光选区成形设备中的平台基板4。
34.请参阅图1所示,此处的激光选区熔化成形设备包括依次邻靠的供粉舱1、成型舱2、回收舱3和激光系统。平台基板4升降设置于成型舱2中,供粉舱1中设置有抬升供料的推料板5,回收舱3中设置有盛料板6,供粉舱1、成型舱2、回收舱3的上端齐平且设有刮刀装置7,通过刮刀装置7将供粉舱1中的粉末刮平在平台基板4上,并将多余粉末刮到回收舱3内,激光系统设置于成型舱2的上方,激光系统包括激光发生装置8和激光振镜9,激光发生装置8发射激光,在激光振镜9的作用下调节激光扫描轨迹,从而选择性地快速熔化凝固平台基板4上的粉末。
35.平台基板4的预热温度设置为150℃~250℃,提前预热以减缓热累积产生的热应力,激光选区熔化成形设备内充氩气保护,氧含量控制在0.1%以下。
36.步骤4、激光增材:将粉末铺放在平台基板4上,并通过激光扫描熔化凝固粉末,重复层铺及融化凝固粉末,最终逐层形成目标零件。
37.其中每层铺粉厚度为40μm,采用激光的功率为200w~300w,激光扫描速度为700mm/s~900mm/s,相邻激光线扫描间距为0.08mm~0.11mm。
38.激光扫描方式优选用条带扫描方式,条带宽度为5mm~10mm,条带间间距为0.1mm,层与层之间条带旋转67℃,激光光斑直径80μm~100μm,保证每层激光扫描线不会重复,尽可能保证横截面组织的在沿着铺粉方向和垂直铺粉方向的一致性。
39.综上,上述的gh170镍基高温合金激光选区成形方法与锻铸方式相比,可以解决元素偏析严重、晶粒粗大、缩孔疏松等问题,解决黑斑、白点等缺陷,尤其面对结构复杂的零部件成形效果显著,成品质量高,缩短了生产时间,降低了生产成本。
40.以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述事例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

