1.本发明涉及智能制造领域,尤其涉及一种适用于加工中心的非侵入式识别方法。
背景技术:
2.对加工中心进行实时状态在线监控属于行业发展所需,目前主要的解决方式是通过部署无线局域网网络,在加工设备上增加数据采集点,通过通信技术将数据回传至监控中心,或者通过现有加工设备已有的远程通信控制扩展接口,与上位机交互通讯,将设备本身的运行数据通过内网实时同步到加工中心监控点,实时投屏显示。
3.不论是在加工设备上增加数据采集点,还是利用已有的远程通信控制扩展接口,这些方式都需要在加工中心进行通信网络布局,导致一次性投入成本较大,而适用面小。
4.其中,针对设备上增加采集点的方式,采集点在加工操作时容易被损坏,需要专业技术人员支持,造成维护成本代价高;对于通信接口扩展链接方式,现有设备群中的拥有量微小,导致加工中心设备引入的数据采集点种类较多,技术支持维度较高,不宜维护。
5.而且,前述的这些方法因可被操作者实实在在感知到,导致用户操作体验感不佳,且此类方法存在数据不透明的问题。
技术实现要素:
6.鉴于上述问题,本发明的目的在于提供一种无需增加数据采集点及通信网络,即可对车间设备进行实时监控,可有效降低投入成本,适用范围广,数据透明且用户体验感好的适用于加工中心的非侵入式识别方法。
7.为了实现上述目的,本发明的技术方案为:一种适用于加工中心的非侵入式识别方法,其特征在于:
8.s1、以非侵入式方式实时采集加工中心的用电数据,通过对用电数据中的主数据进行聚类处理,得到加工中心m台设备在各个时间段的用电规律聚类图;
9.s2、依据s1中聚类图中对应的聚类数据,分别对m台设备进行对应的人工训练,得到第i台设备的产品种类
‑‑
加工流程
‑
时序
‑
用电数据识别模型,i∈(0,m];
10.s3、实时采集当前加工中心用电数据,结合生产任务车间设备排产方案,利用s2中获得的识别模型,得到加工中心各加工设备当前加工的产品种类、产品数量及加工设备当前的加工流程状态。
11.进一步的,所述s1中的非侵入式方式具体指,从加工中心的各加工车间的接入用电线路中接入工厂分支计量设备。
12.进一步的,所述s1中的以非侵入式方式实时采集加工中心的用电数据具体指,从工厂分支计量设备实时采集设备的用电数据。
13.进一步的,所述s1中的主数据包括电流数据和功率数据。
14.进一步的,所述s2中的聚类图为s1中获得的加工中心m台设备的加工流程
‑
用电
‑
时序聚类图。
15.进一步的,所述s3具体包括,实时采集当前加工中心各加工车间的分支用电数据,并对用电数据进行聚类处理,得到分时段的用电数据聚类图,结合排产方案,对各个加工设备对应时段的用电数据进行叠加,根据s2中的识别模型进行匹配,得到加工设备当前加工的产品种类、产品数量及加工设备当前的加工流程状态。
16.进一步的,所述方法中的聚类处理采用k
‑
mcans算法进行处理。
17.进一步的,所述人工训练为深度学习训练模型dssm。
18.进一步的,所述深度学习训练模型dssm的输入数据包括产品种类、时序、用电数据。
19.进一步的,所述用电数据还包括ms级电压、谐波数据、s级电能总攻、有功功率、功率因素、电压相序、电流相序。
20.与现有技术相比,本发明的优点在于:
21.通过非侵入式方式采集数据,并结合聚类算法和神经网络算法,高效快捷的实现了对加工车间各加工设备加工的产品种类、数量及加工流程的实时动态监控,却避免了以往需额外增加数据采集点或通信网络,使得投入成本过高,用户体验感不佳的问题。
附图说明
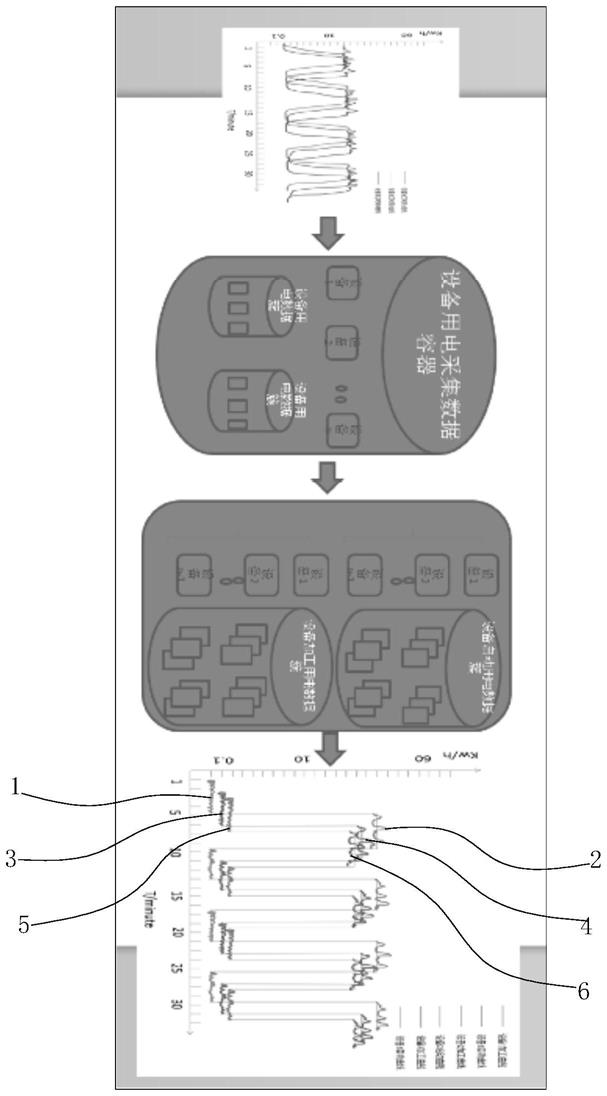
22.图1为本技术的方法采用聚类处理获得的启动时序数据簇与加工时序数据簇的整体结构图。
23.图2为同一加工设备在不同加工阶段的加工时序数据簇。
具体实施方式
24.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
25.本技术的适用于加工中心的非侵入式识别方法包括,
26.s1、以非侵入式方式实时采集加工中心的用电数据,通过对用电数据中的主数据进行聚类处理,得到加工中心m台设备在各个时间段的用电规律聚类图;
27.s2、依据s1中聚类图中对应的聚类数据,分别对m台设备进行对应的人工训练,得到第i台设备的产品种类
‑‑
加工流程
‑
时序
‑
用电数据识别模型,i∈(0,m];
28.s3、实时采集当前加工中心用电数据,结合生产任务车间设备排产方案,利用s2中获得的识别模型,得到加工中心各加工设备当前加工的产品种类、产品数量及加工设备当前的加工流程状态。
29.其中,s1中的非侵入式方式是指从加工中心的各加工车间的接入用电线路中接入工厂分支计量设备,而s1中的以非侵入式方式实时采集加工中心的用电数据具体指,从工厂分支计量设备实时采集设备的用电数据。
30.由于工厂分支计量设备是当前工厂现有用电线路的必须配备,故而不存在额外增加数据采集点或通信网络的成本投入,且由于工厂分支计量设备位于线路的进口端,距离加工设备很远,使得操作人员可无感操作,提升了用户体验感,从而克服了现有方法存在的问题。
31.本技术主要采用电流数据和功率数据来进行聚类处理,获得启动时序数据簇和加工时序数据簇,如图1所示,其中曲线1表示设备1的启动时序数据簇,曲线2表示设备1的加工时序数据簇,曲线3表示设备2的启动时序数据簇,曲线4表示设备2的加工时序数据簇,曲线5表示设备3的启动时序数据簇,曲线6表示设备3的加工时序数据簇。
32.而s2中的聚类图为通过s1中的聚类方法获得的加工中心m台设备的加工流程
‑
用电
‑
时序聚类图,也即加工时序数据簇,图2示出的即为同一台设备在不同加工时段对应的时序聚类图,加工时段包括例如钻孔时段、切割时段等此类加工过程,换言之,该图2所示的即为同一台设备在例如钻孔时段的钻孔
‑
时序数据簇(曲线7所示)、切割时段的切割
‑
时序数据簇等此类时序图(曲线8所示),当然,曲线7和曲线8等代表的具体是何种加工工序,根据实际车间确定,此处仅是为了列举说明使用,并不做对保护范围的限定。
33.需要提及的是,采集的用电数据除了主数据外,还包括辅助数据,比如ms级电压、谐波数据、s级电能总攻、有功功率、功率因素、电压相序、电流相序,不论是主数据还是辅助数据,此用电数据被采集后会实时同步到监控中心,而聚类处理则是由监控中心的采集数据收集处理得到。
34.该s3具体包括,实时采集当前加工中心各加工车间的分支用电数据,并对用电数据进行聚类处理,得到分时段的用电数据聚类图,结合排产方案,对各个加工设备对应时段的用电数据进行叠加,根据s2中的识别模型进行匹配识别,得到加工设备当前加工的产品种类、产品数量及当前的加工流程状态。
35.具体而言,对于通过s1中聚类算法梳理出的各加工设备的加工时序数据簇,采用人工训练方式进行加工流程与采集数据的关联划分,并通过人工干预在输入数据中加入产品种类,从而通过多次训练得到加工设备的产品种类
‑
加工流程
‑
时序
‑
用电数据模型。显然,此处的采集数据包括时序和用电数据。在本技术中,聚类算法为k
‑
mcans算法,人工训练网络采用深度学习训练模型dssm。
36.为了能使得到的模型更加准确,显然,该训练操作需要进行多次,从而提高多维度匹配,增加识别率。
37.在得到识别模型后,实时采集整个加工中心各个车间的分支用电数据,并对用电数据采用前述同样的聚类方法处理,得到分时段的用电数据聚类图,结合结合生产任务的对应车间设备排产方案,并根据识别模型中的时段曲线数据,对各个加工设备对应时段的用电数据进行叠加,然后将叠加的数据输入识别模型中,从而通过识别模型分析处理,得到最终的当前加工设备的加工产品种类、产品数量、加工流程状态。
38.本技术通过非侵入式方式采集数据,并结合聚类算法和神经网络算法,高效快捷的实现了对加工车间各加工设备加工的产品种类、数量及加工流程的实时动态监控,却避免了以往需额外增加数据采集点或通信网络,使得投入成本过高,用户体验感不佳的问题。
39.尽管已经示出和描述了本发明的实施例,本领域技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变形,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。