1.本发明涉及管道施工技术领域,具体是一种圆管的圆度测量尺。
背景技术:
2.在钢结构拼装对接中,圆管的对接时有发生错边现象,并且错边现象在一个钢管零件四周发生的情况错边程度不一。
3.为解决上述问题,已有的常用测量圆形零件半径(直径)的方法有:使用直角尺测量直径、使用软尺测量圆的周长计算直径或半径、使用游标卡尺测量外径内径。
4.而对于上述方法,都存在一些缺陷:
5.1、直角尺和游标卡尺受制于自身尺寸无法测量比尺身尺寸大的零件,使用长软尺测量周长软尺本身容易形变被拉长误差较大,本发明可以测量的尺寸范围较大,且刚性尺测量精度有保障。
6.2、软尺只能测量整个圆的平均半径和直径,直角尺和游标卡尺只能测量圆的一个轴线对称两侧的平均半径和椭圆度误差,本发明的圆度尺可以测一个圆形零件不同位置不同点的半径和圆度误差,并且圆度尺可测量圆的一侧的椭圆度偏差。
7.3、直角尺测量读数误差较大,圆度尺在各个位置摆放不存在读数误差影响。
技术实现要素:
8.本发明的目的在于克服上述缺陷,提出一种便于使用并且测量精度有保障的圆管的圆度/半径测量尺。
9.为了达到上述目的,本发明是这样实现的:
10.一种圆管的圆度测量尺,包括基板、带读数的导轨和测量尺,其中,带读数的导轨竖直设置在基板上,测量尺插入带读数的导轨中并沿导轨而垂直移动,所述基板的底部呈内凹的圆弧状。
11.所述的圆管的圆度测量尺,基板底部的圆弧开口跨度为140mm、200mm、300mm。
12.所述的圆管的圆度测量尺,导轨和测量尺上的读书精度为0.01mm~0.02mm。
13.所述圆管的圆度测量尺的使用方法:
14.步骤1、利用游标卡尺原理,通过测量度数和几何结构公式计算圆管的外径或半径:已知两侧支腿的间距t,卡尺度数即是测点到支腿平面连线的距离是x,求半径r;
15.步骤1.1、根据几何原理r2=(r
‑
x)2 (t/2)2,公式变换得r=x/2 t2/8x;
16.步骤1.2、已知圆零件的设计半径为r,检查零件的圆度是否达标:
17.根据几何原理r2=(r
‑
x)2 (t/2)2,公式变换可得使用圆度尺测量零件上某个点的度数x
′
,
△
x=
│
x
‑
x
′│
,
△
x即为圆度偏差值。
18.本测量尺采用上述设计,通过简单的步骤和计算可得到准确的数据,同时对于基板的摆放位置并无要求,故而本测量尺具有易于使用、读数可靠的优势。
附图说明
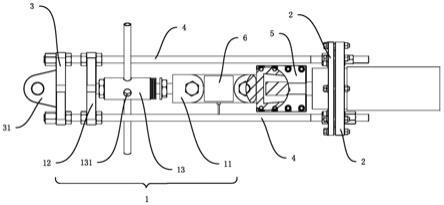
19.图1为本圆度测量尺结构示意图。
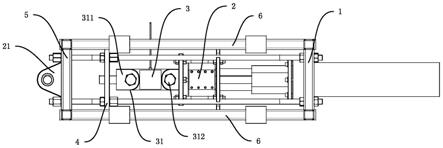
20.图2为本圆度尺使用前校准示意图。
21.图3为t=140mm、t=200mm、t=300mm三种圆度尺示意图。
22.图4为实施例一的使用示意图。
23.图5为实施例二的使用示意图。
具体实施方式
24.通过具体实施例进一步说明本发明。
25.首先如图2所示,圆度尺使用前需要校准:
26.在纯平的表面上,圆度尺的理论测量值为0。使用前应对圆度尺进行校,准若圆度尺在平面上读数为x1,在后续的测量圆零件的读数x2,x2减去x1即为真实测量值x。
27.如图1所示,一种圆管的圆度测量尺,包括基板1、带读数的导轨2和测量尺3,其中,带读数的导轨2竖直设置在基板1上,测量尺3插入带读数的导轨2中并沿导轨2而垂直移动,所述基板1的底部呈内凹的圆弧状并具有支腿结构4。
28.所述的圆管的圆度测量尺,本设计的基板1底部的圆弧开口跨度为140mm、200mm、300mm三种示例,实际尺寸可按照所需测量圆管的半径和测量精度需求调整。
29.本设计的圆度尺导轨和测量尺上的读书精度为0.02mm为示例精度,实际精度或可调整为0.01mm。
30.圆度尺设计精度说明:
31.本发明圆度尺中的卡尺精度设定为0.02mm(也可根据精度要求调整为0.01mm),根据公式r=x/2 t2/8x可知,当半径非常大的时候x会非常小,在0.02mm的量度之间会有很大的误差,举一个例子:假设t=140mm,当x读数为0.02mm时带入公式计算r=122500.01mm,当x读数为0.04mm时r=61250.02mm,单位读数计算出来的r值跨度非常大。当x读数分别为10mm和10.02mm时,r值分别为250mm和249.521mm,精度可控制在0.5mm内,完全可满足非精密仪器的圆度测量精度的要求。
32.当t值固定时,圆度尺有一个较为精准的测量范围,简单地说就是r值越接近t值圆度尺测量精度越高,因此测量时应将选择合理的开口跨度t值的圆度尺测量。
33.理论上开口跨度t值可为任意值,本次发明分别设计了开口t=140mm、200mm、300mm,3种不同t值的圆度尺,并计算了其精准测量范围以作为示例:
[0034][0035]
实施例一、
[0036]
如图4所示,某工程需要更换一处非标准件管道,管道外直径约900mm,由于图纸缺失,要测量管道直径,测量精度要求0.5mm,其测量过程如下1.选用合适的圆度测量尺:直径约900mm,可知r≈900/2=450,因此可选用t=300mm的圆度尺测量该管道外径;
[0037]
2.测量;
[0038]
3.计算:
[0039]
由r=x/2 t2/8x可得
[0040]
r=(25.86/2) 3002/(8*25.86)=448.0mm
[0041]
该管道外径为2r=896.0mm。
[0042]
实施例二、
[0043]
如图5所示,某工程φ350钢管在运输过程中发生碰撞,钢管外壁看到一个较小的凹坑,为了确定该钢管是否可继续使用,需要对该凹坑凹陷深度进行测量,若小于5mm则无需报废可继续使用,其测量方法如下:
[0044]
1、选用合适的圆度尺,已知钢管外径为350mm,r=175mm,可选用t=140mm测量尺进行测量;
[0045]
2、测量;
[0046]
3、计算:
[0047]
根据可得,理论
[0048]
圆度尺度数x
′
=10.12mm,
△
x=
│
x
‑
x
′│
=4.45mm<5mm
[0049]
因此该钢管可以继续使用。
技术特征:
1.一种圆管的圆度测量尺,其特征是:包括基板、带读数的导轨和测量尺,其中,带读数的导轨竖直设置在基板上,测量尺插入带读数的导轨中并沿导轨而垂直移动,所述基板的底部呈内凹的圆弧状。2.根据权利要求1所述的圆管的圆度测量尺,其特征是:基板底部的圆弧开口跨度为140mm、200mm、300mm。3.根据权利要求1所述的圆管的圆度测量尺,其特征是:导轨和测量尺上的读书精度为0.01mm~0.02mm。4.权利要求1所述圆管的圆度测量尺的使用方法,其特征是:步骤1、利用游标卡尺原理,通过测量度数和几何结构公式计算圆管的外径或半径:已知两侧支腿的间距t,卡尺度数即是测点到支腿平面连线的距离是x,求半径r;步骤1.1、根据几何原理r2=(r
‑
x)2 (t/2)2,公式变换得r=x/2 t2/8x;步骤1.2、已知圆零件的设计半径为r,检查零件的圆度是否达标:根据几何原理r2=(r
‑
x)2 (t/2)2,公式变换可得使用圆度尺测量零件上某个点的度数x
′
,
△
x=
│
x
‑
x
′│
,
△
x即为圆度偏差值。
技术总结
本发明涉及管道施工技术领域,具体是一种圆管的圆度测量尺,包括基板、带读数的导轨和测量尺,其中,带读数的导轨竖直设置在基板上,测量尺插入带读数的导轨中并沿导轨而垂直移动,所述基板的底部呈内凹的圆弧状。本测量尺采用上述设计,通过简单的步骤和计算可得到准确的数据,同时对于基板的摆放位置并无要求,故而本测量尺具有易于使用、读数可靠的优势。读数可靠的优势。读数可靠的优势。
技术研发人员:李绍栋 王大伟 李岩 王丙辉
受保护的技术使用者:中冶(上海)钢结构科技有限公司
技术研发日:2021.06.29
技术公布日:2021/10/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。