1.本发明涉及激光熔覆技术领域,具体涉及一种用于弯管内壁的激光熔覆头。
背景技术:
2.激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,是以高能激光束为热源,在激光束作用下将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低,与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的一种表面强化方法,激光熔覆技术是一种经济效益很高的新技术,此技术具有稀释率低、热影响区小、熔覆件扭曲变形小、过程易于实现自动化等优点,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视。
3.随着激光熔覆技术的发展,其应用范围也在不断扩展,在现有管材内壁的加工中也常常用到激光熔覆技术,但由于现有弯管内壁空间小,且激光熔覆头的熔覆路线多为直线往复,不方便进行耐磨处理,通常采用喷枪或者蝶式雾化器,借助于压力或者离心力,分散成均匀而细微的雾滴,施涂于弯管内壁,做纳米陶瓷涂层或镍钨合金涂层。喷涂中的主要问题是高度分散的漆雾和挥发出来的溶剂,既污染环境,不利于人体健康,又浪费涂料,造成经济损失。同时在弯管内壁防腐层的喷涂过程中无法做到整管均匀喷涂,涂层存在脱落等问题。
技术实现要素:
4.为此,本发明提供一种用于弯管内壁的激光熔覆头,通过换向组件的设置,使换向组件可携带激光熔覆头根据弯管的弯折弧度进行弯折,方便激光熔覆头对弯管内壁的熔覆加工,节约了喷涂材料的使用,降低了熔覆加工成本,有利于环保,通过匀转组件的设置,激光熔覆头可在弯管内壁匀速转动进行耐磨处理和材料的施涂,可在管内加工中做到整管均匀喷涂,喷涂质量好,拓宽了激光熔覆技术的应用范围,实用性强,通过伸缩熔覆组件的设置,使弯管内壁孔隙、槽和键需要进行厚涂或补涂时,伸缩熔覆组件可操控激光熔覆头伸缩,方便进行各种情况的喷涂,适用性强,以解决现有技术中由于弯管内壁空间小,且激光熔覆头的熔覆路线多为直线往复,熔覆效率低的问题。
5.为了实现上述目的,本发明提供如下技术方案:一种用于弯管内壁的激光熔覆头,包括安装架和基准架,所述安装架和基准架间安装有换向组件,所述换向组件中部开设有限位槽,所述限位槽内安装有匀转组件,所述匀转组件外端安装有伸缩熔覆组件;
6.所述换向组件包括转轴,所述转轴上部外壁固定套接有从动半齿轮,所述基准架右部固定连接有心轴,所述心轴上部外壁固定套接有主动半齿轮,所述心轴与转轴下部外壁间转动套接有连杆,所述基准架左部固定连接有微型动力马达,所述安装架右壁内开设有滑槽,所述滑槽内滑动连接有滑块,所述滑块与基准架左壁内均固定连接有轴承,所述轴
承内壁均转动连接有支杆,所述支杆内端均固定连接有支座,所述支座内端均转动连接有十字万向架,两个所述十字万向架外端均转动连接有转座,左部与右部所述转座内端分别固定连接有套筒和内杆;
7.所述匀转组件包括动力轴,所述动力轴右部外壁固定套接有套杆,所述套杆中部与外部分别固定连接有过渡轴和定位轴,所述定位轴左部外壁固定套接有连板;
8.所述伸缩熔覆组件包括底座筒,所述底座筒内均设置有第一伸缩筒,所述第一伸缩筒内均设置有第二伸缩筒,所述第二伸缩筒内均设置有激光头,所述底座筒下壁中部固定安装有卡杆,所述第一伸缩筒下壁中部固定连接有与卡杆滑动连接的卡筒,所述第一伸缩筒和第二伸缩筒左壁与右壁的上部和下部内均转动连接有承接轴。
9.进一步地,所述转轴固定连接在安装架左部,所述主动半齿轮右壁与从动半齿轮左壁啮合连接。
10.进一步地,所述限位槽开设在内杆左部内,所述主动齿轮转动套接在动力轴外壁。
11.进一步地,所述过渡轴外壁转动套接有过渡齿轮,左部所述内杆固定连接有主动齿轮,所述定位轴外壁转动套接有从动双齿轮。
12.进一步地,所述从动双齿轮的左部和右部外壁分别与主动齿轮和过渡齿轮外壁啮合连接。
13.进一步地,所述底座筒下壁固定连接在连板外端。
14.进一步地,八根所述承接轴外壁均固定套接有带轮,每对所述带轮外壁间均传动套接有联动带。
15.进一步地,所述底座筒与第一伸缩筒左壁与右壁上部内和第二伸缩筒与激光头左壁与右壁下部均固定连接有拉线座,所述拉线座内均固定有卡柱,所述卡柱内端均与联动带固定连接。
16.本发明具有如下优点:
17.1、本发明通过换向组件的设置,与现有技术相比,使激光熔覆头需要进行弯管内壁的喷涂时,可发动微型动力马达借助带联动组件带动连杆绕心轴发生旋转,连杆带动安装架摆动,从动半齿轮左壁绕主动半齿轮右壁啮合传动,转座绕十字万向架发生旋转,套筒和内杆带动激光熔覆头的角度发生倾斜,与弯管弯曲弧度平行,使换向组件可携带激光熔覆头根据弯管的弯折弧度进行弯折,方便激光熔覆头对弯管内壁的熔覆加工,节约了喷涂材料的使用,降低了熔覆加工成本,有利于环保;
18.2、本发明通过匀转组件的设置,与现有技术相比,使发动微型动力马达借助带联动组件可带动动力轴发生转动,动力轴带动套杆联动,使从动双齿轮的左部和右部外壁分别绕主动齿轮和过渡齿轮外壁啮合传动,使激光熔覆头作稳定匀速圆周运动,激光熔覆头可在弯管内壁匀速转动进行耐磨处理和材料的施涂,可在管内加工中做到整管均匀喷涂,喷涂质量好,拓宽了激光熔覆技术的应用范围,实用性强;
19.3、本发明通过伸缩熔覆组件的设置,与现有技术相比,使弯管内壁孔隙、槽和键需要进行厚涂或补涂时,使发动微型动力马达借助带联动组件可带动左下角承接轴发生转动,在卡柱与联动带的固定连接作用下,联动带的传动可带动第一伸缩筒、第二伸缩筒和激光头的升降,使伸缩熔覆组件可操控激光熔覆头伸缩,方便进行各种情况的喷涂,适用性强。
附图说明
20.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
21.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
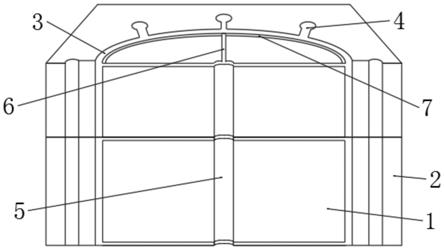
22.图1为本发明整体结构立体图;
23.图2为本发明图1中a区域结构放大图;
24.图3为本发明内杆左部结构右视截面图;
25.图4为本发明图3中b区域结构放大图;
26.图5为本发明匀转组件内传动结构右视图;
27.图6为本发明伸缩熔覆组件正面结构剖视图;
28.图7为本发明图6中c区域结构放大图。
29.图中:1、安装架;2、转轴;3、从动半齿轮;4、基准架;5、心轴;6、主动半齿轮;7、连杆;8、微型动力马达;9、滑槽;10、滑块;11、轴承;12、支杆;13、支座;14、十字万向架;15、转座;16、套筒;17、内杆;18、限位槽;19、动力轴;20、套杆;21、过渡轴;22、定位轴;23、过渡齿轮;24、主动齿轮;25、从动双齿轮;26、连板;27、换向组件;28、匀转组件;29、伸缩熔覆组件;30、底座筒;31、第一伸缩筒;32、第二伸缩筒;33、激光头;34、卡杆;35、卡筒;36、承接轴;37、带轮;38、联动带;39、拉线座;40、卡柱。
具体实施方式
30.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.参照说明书附图1,该实施例的一种用于弯管内壁的激光熔覆头,包括安装架1和基准架4,所述安装架1和基准架4间安装有换向组件27,所述换向组件27中部开设有限位槽18,所述限位槽18内安装有匀转组件28,所述匀转组件28外端安装有伸缩熔覆组件29;
32.所述换向组件27包括转轴2,所述转轴2上部外壁固定套接有从动半齿轮3,所述基准架4右部固定连接有心轴5,所述心轴5上部外壁固定套接有主动半齿轮6,所述心轴5与转轴2下部外壁间转动套接有连杆7,所述基准架4左部固定连接有微型动力马达8,所述安装架1右壁内开设有滑槽9,所述滑槽9内滑动连接有滑块10,所述滑块10与基准架4左壁内均固定连接有轴承11,所述轴承11内壁均转动连接有支杆12,所述支杆12内端均固定连接有支座13,所述支座13内端均转动连接有十字万向架14,两个所述十字万向架14外端均转动连接有转座15,左部与右部所述转座15内端分别固定连接有套筒16和内杆17。
33.进一步地,所述转轴2固定连接在安装架1左部,所述主动半齿轮6右壁与从动半齿
轮3左壁啮合连接,使进行弯管加工时,从动半齿轮3左壁可绕主动半齿轮6右壁啮合传动,转座15绕十字万向架14发生旋转,套筒16和内杆17带动激光熔覆头的角度发生倾斜,与弯管弯曲弧度平行,使换向组件27可携带激光熔覆头根据弯管的弯折弧度进行弯折,方便激光熔覆头对弯管内壁的熔覆加工。
34.实施场景具体为:使激光熔覆头需要进行弯管内壁的喷涂时,可发动微型动力马达8借助带联动组件带动连杆7绕心轴5发生旋转,连杆7带动安装架1摆动,从动半齿轮3左壁绕主动半齿轮6右壁啮合传动,转座15绕十字万向架14发生旋转,套筒16和内杆17带动激光熔覆头的角度发生倾斜,与弯管弯曲弧度平行,使换向组件27可携带激光熔覆头根据弯管的弯折弧度进行弯折,方便激光熔覆头对弯管内壁的熔覆加工,节约了喷涂材料的使用,降低了熔覆加工成本,有利于环保,该实施方式具体解决了现有技术中弯管内壁空间小,且激光熔覆头的熔覆路线多为直线往复,不方便进行耐磨处理,通常采用喷枪或者蝶式雾化器,借助于压力或者离心力,分散成均匀而细微的雾滴,施涂于弯管内壁,做纳米陶瓷涂层或镍钨合金涂层。喷涂中的主要问题是高度分散的漆雾和挥发出来的溶剂,既污染环境,不利于人体健康,又浪费涂料,造成经济损失的问题。
35.参照说明书附图2
‑
7,该实施例的一种用于弯管内壁的激光熔覆头,所述匀转组件28包括动力轴19,所述动力轴19右部外壁固定套接有套杆20,所述套杆20中部与外部分别固定连接有过渡轴21和定位轴22,所述定位轴22左部外壁固定套接有连板26;
36.所述伸缩熔覆组件29包括底座筒30,所述底座筒30内均设置有第一伸缩筒31,所述第一伸缩筒31内均设置有第二伸缩筒32,所述第二伸缩筒32内均设置有激光头33,所述底座筒30下壁中部固定安装有卡杆34,所述第一伸缩筒31下壁中部固定连接有与卡杆34滑动连接的卡筒35,所述第一伸缩筒31和第二伸缩筒32左壁与右壁的上部和下部内均转动连接有承接轴36。
37.进一步地,所述限位槽18开设在内杆17左部内,所述主动齿轮24转动套接在动力轴19外壁,使激光头33能随换向组件27运动进行联动倾斜。
38.进一步地,所述过渡轴21外壁转动套接有过渡齿轮23,左部所述内杆17固定连接有主动齿轮24,所述定位轴22外壁转动套接有从动双齿轮25,使从动双齿轮25的左部和右部外壁可分别绕主动齿轮24和过渡齿轮23外壁啮合传动,可带动激光熔覆头作稳定圆周运动,进行耐磨处理和材料的施涂。
39.进一步地,所述从动双齿轮25的左部和右部外壁分别与主动齿轮24和过渡齿轮23外壁啮合连接,使激光熔覆头的匀速圆周运动更稳定,有利于提高施涂质量。
40.进一步地,所述底座筒30下壁固定连接在连板26外端,有利于激光头33能随匀转组件28运动,进行管内壁的圆周熔覆。
41.进一步地,八根所述承接轴36外壁均固定套接有带轮37,每对所述带轮37外壁间均传动套接有联动带38,使带轮37可在联动带38的套接作用下联动。
42.进一步地,所述底座筒30与第一伸缩筒31左壁与右壁上部内和第二伸缩筒32与激光头33左壁与右壁下部均固定连接有拉线座39,所述拉线座39内均固定有卡柱40,所述卡柱40内端均与联动带38固定连接,使左下角承接轴36发生转动时,在卡柱40与联动带38的固定连接作用下,联动带38的传动可带动第一伸缩筒31、第二伸缩筒32和激光头33的升降,使伸缩熔覆组件29可操控激光头33伸缩。
43.实施场景具体为:使发动微型动力马达8借助带联动组件可带动动力轴19发生转动,动力轴19带动套杆20联动,使从动双齿轮25的左部和右部外壁分别绕主动齿轮24和过渡齿轮23外壁啮合传动,使激光熔覆头作稳定匀速圆周运动,激光熔覆头可在弯管内壁匀速转动进行耐磨处理和材料的施涂,可在管内加工中做到整管均匀喷涂,喷涂质量好,拓宽了激光熔覆技术的应用范围,实用性强,使弯管内壁孔隙、槽和键需要进行厚涂或补涂时,使发动微型动力马达8借助带联动组件可带动左下角承接轴36发生转动,在卡柱40与联动带38的固定连接作用下,联动带38的传动可带动第一伸缩筒31、第二伸缩筒32和激光头33的升降,使伸缩熔覆组件29可操控激光熔覆头伸缩,方便进行各种情况的喷涂,适用性强,该实施方式具体解决了现有技术中弯管内壁防腐层的喷涂过程中无法做到整管均匀喷涂,涂层存在脱落的问题。
44.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。