1.本发明是关于自动化装置技术领域,特别是关于一种固定长度钢绞线自动切割装置及其工作方法。
背景技术:
2.在预应力筋用锚具静载锚固性能试验时,需将一定长度的钢绞线和锚具安装到试验设备上进行试验。使用的钢绞线长度和根数根据设备的长度和锚具的孔数而确定。进行批量锚具静载锚固性能试验时,需要大量的固定长度的钢绞线。目前采用的是人工控制钢绞线输送装置,待输送一定长度的钢绞线后,关闭钢绞线输送装置后,继续采用人工控制的方式,使用砂轮切割机将钢绞线切断。然后再进行下一次的钢绞线切割循环。切割钢绞线过程中产生大量粉尘,并伴随着较大的噪音,作业环境很差,并且人工切割钢绞线,效率较低、劳动消耗大。
技术实现要素:
3.本发明的目的在于解决现有技术钢绞线切割过程中效率低、劳动消耗大、人工作业环境差的技术问题,提供一种效率高、人力成本低的自动切割装置及方法。
4.为实现上述目的,本发明提供了一种固定长度钢绞线自动切割装置,包括依次设置的线盘支撑装置、传送装置和自动切割装置,所述传送装置上设有长度识别装置,所述切割装置上设有钢绞线约束管。
5.在本发明的一实施方式中,所述线盘支撑装置包括支撑底座,所述支撑底座上固定设置立柱,所述立柱上设有至少一个限位杆,所述立柱上转动安装转盘,所述转盘设置在所述限位杆的上方。
6.在本发明的一实施方式中,所述传送装置包括传送台,所述传送台上设有传动轮组,传动轮组包括主动轮,和与所述主动轮匹配的压紧轮,所述主动轮与所述电机连接,所述主动轮与所述压紧轮之间的夹缝高度与所述钢绞线约束管的高度一致。
7.在本发明的一实施方式中,所述电机连有减速器,所述减速器与所述主动轮连接。
8.在本发明的一实施方式中,所述长度识别装置为计数传感器,所述计数传感器设置在所述主动轮或所述压紧轮上。
9.在本发明的一实施方式中,所述长度识别装置为长度传感器,所述长度传感器设置在所述传动轮组的后方。
10.在本发明的一实施方式中,所述自动切割装置还包括切割台,所述钢绞线约束管设置在所述切割台上,所述切割台在所述钢绞线约束管下方的位置上设有凹槽,所述切割台上还设有滑轨,所述滑轨上设有滑块,所述滑块上固定有移动板,所述移动板上安装有切割电机,所述切割电机连有切割砂轮,所述切割砂轮的位置与所述钢绞线约束管及所述凹槽的位置相匹配。
11.在本发明的一实施方式中,所述移动板还连有气缸,所述气缸分别与电磁阀和气
泵连接。
12.在本发明的一实施方式中,所述切割台上方设有防护装置,所述防护装置包括防护罩,所述防护罩上安装连接套,所述切割台上设置连接杆,所述连接杆穿过所述连接套将所述防护罩安装在所述切割台上。
13.一种固定长度钢绞线自动切割方法,包括如下步骤:
14.s1.准备:
15.将钢绞线盘卷套在立柱上,并将钢绞线经传动轮组穿过钢绞线约束管;
16.s2.传送
17.启动装置,传送装置将线盘支撑装置上的钢绞线继续传送至自动切割装置上,通过长度识别装置识别传送的钢绞线的长度;
18.s3.切割
19.长度识别装置测得的长度达到预设长度时,气缸推动装有切割砂轮的移动板向钢绞线约束管方向移动,到达目标位置后,切割电机驱动切割砂轮实现钢绞线的自动切割。
20.与现有技术相比,本发明的有益效果如下:
21.(1)本发明通过长度识别装置控制切割的启停,实现了钢绞线的“输送
‑
切割”的自动循环,有效的提高了固定长度的钢绞线切割效率。
22.(2)本发明钢绞线约束管分段设计,使得钢绞线在切割时两端被稳稳的固定住,增强了切割的稳固性及平整性,由于传送长度自动识别,切割过程自动启停,获得产品的品质性、一致性均有明显提升。
23.(3)本发明切割过程完全代替了人工,大大降低了人力成本,解决了人工切割过程粉尘对健康影响。
24.(4)本发明还设有防护装置,一方面防止切割过程粉尘飞溅,便于后期清理;另一方面,有效避免切割过程异物飞溅刺伤人或物,大大提高了切割的安全性。
附图说明
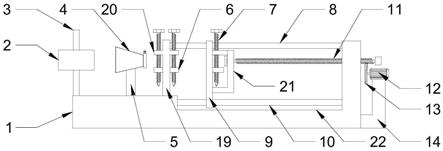
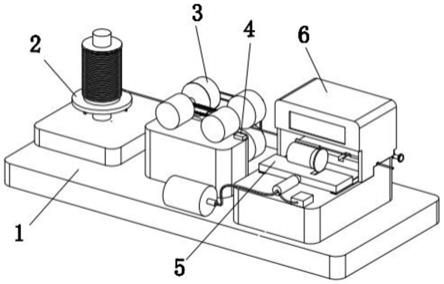
25.图1及图2分别为本发明一实施方式的立体结构示意图;
26.图3是图2中a部分局部放大结构示意图;
27.图4是相对图1和图2的另一个角度的立体结构示意图。
28.主要附图标记说明:
29.1.操作台;2.线盘支撑装置;21.支撑底座;22.转盘;23.钢绞线盘卷;231.钢绞线;24.立柱;25.限位杆;3.传送装置;31.传送台;32.电机;33.主动轮;34.压紧轮;35.减速器;36.计数传感器;4.长度传感器;5.自动切割装置;51.切割台;52.钢绞线约束管;53.滑轨;54.滑块;55.移动板;56.切割电机;57.切割砂轮;58.气缸;581.电磁阀;582.气泵;59.凹槽;6.防护装置;61.防护罩;62.连接套;63.连接杆。
具体实施方式
30.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
31.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变
换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
32.结合图1至图4,对一种固定长度钢绞线自动切割装置及工作方法进行说明如下。
33.一种固定长度钢绞线自动切割装置包括:依次设置的线盘支撑装置2、传送装置3和自动切割装置5,所述传送装置3上设有长度识别装置,所述切割装置5上设有钢绞线约束管52,所述传送装置3的传送高度与所述钢绞线约束管52的高度一致。
34.所述线盘支撑装置2包括支撑底座21,所述支撑底座21上固定设置立柱24,所述立柱24上设有至少一个限位杆25,所述立柱24上装有转盘22,所述转盘22设置在所述限位杆25的上方。转盘22能够在立柱24自由的转动,限位杆25限制了转盘22的位置,防止转盘22滑落。使用时,将钢绞线盘卷23套在立柱24上,立柱24的外径小于将钢绞线盘卷23卷轴的内径,工作时,钢绞线盘卷23随着钢绞线231抽拉同转盘22一同围绕立柱24转动。
35.所述传送装置3包括传送台31,所述传送台31上设有传动轮组,传动轮组包括主动轮33,和与所述主动轮33匹配的压紧轮34,所述主动轮33与所述电机32连接。通过电机32驱动主动轮33转动,主动轮33与压紧轮34通过齿轮传动,进而使主动轮33带动压紧轮34对向转动,从而带动夹在主动轮33与压紧轮34之间的钢绞线231向后传动。为了便于控制传动速度,电机32的输出端与减速器35的输入端连接,减速器的输出端与主动轮33连接,从而实现传动过程的速度可控性。
36.为了实现切割长度的可控性,设置了长度识别装置,所述长度识别装置可以为计数传感器36,所述计数传感器36设置在所述主动轮33或所述压紧轮34上,通过记录主动轮33或者压紧轮34转动的圈数,结合系统通过预设参数、计算程序等,即可推算出传送钢绞线231的长度。
37.所述长度识别装置也可以为长度传感器4,所述长度传感器4设置在所述传动轮组的后方。钢绞线231在传送过程同时被挤压变直,长度传感器4设置在传动轮组的后方,这样测出的长度数据更加准确。
38.以上两种长度识别装置可以单独使用,也可以配合使用。
39.所述自动切割装置5还包括切割台51,所述钢绞线约束管52设置在所述切割台51上,所述切割台51在所述钢绞线约束管52下方的位置上设有凹槽59,所述切割台上51还设有滑轨53,所述滑轨53上设有滑块54,所述滑块54上固定有移动板55,所述移动板55上安装有切割电机56,所述切割电机56连有切割砂轮57,所述切割砂轮57的位置与所述钢绞线约束管52及所述凹槽59的位置相匹配。所述移动板55还连有气缸58,所述气缸58分别与电磁阀581和气泵582连接。钢绞线约束管52可以分两段设置,中间空缺位置为切割点,这样切割过程更加稳固。
40.为了使钢绞线231更直,切出的长度更准确,钢绞线约束管52的高度与主动轮33与压紧轮34之间的夹缝高度保持一致。
41.为了增加装置的安全性,所述切割台51上方设有防护装置6,所述防护装置6包括防护罩61,所述防护罩61上安装连接套62,所述切割台51上设置连接杆63,所述连接杆63穿过所述连接套62将所述防护罩61安装在所述切割台51上。防护罩61在切割台51上可以自由的翻开、盖上。
42.上述线盘支撑装置2、传送装置3、自动切割装置5均固定在同一操作台1上。
43.本发明公开了一种固定长度钢绞线自动切割装置的工作方法,包括如下步骤:
44.s1.准备:
45.将钢绞线盘卷23套在立柱24上,并将钢绞线经传动轮组穿过钢绞线约束管52,盖上防护罩61;
46.s2.传送
47.启动装置,传送装置3中的电机32驱动主动轮33转动,主动轮33带动压紧轮34对向转动,从而带动夹在主动轮33与压紧轮34之间的钢绞线231向后传动,在这个过程中,通过减速器35控制传动过程的传动速度,通过长度传感器4或者计数传感器计算识别传送的钢绞线231的长度;
48.s3.切割
49.当长度达到预设长度时,程序停止电机32的转动,停止输送钢绞线231,程序控制电磁阀581的方向,气泵582出气,使得气缸58活塞顶出,推动装有切割砂轮57的移动板55同滑块54沿着滑轨53向钢绞线约束管52方向移动,到达目标位置后,切割电机56驱动切割砂轮57沿着两段钢绞线约束管52的中心、凹槽59的方向切下去,实现钢绞线231的自动切割。
50.切割完毕后,程序控制电磁阀581向反方向作业,气泵582抽气,使得气缸58活塞缩回,移动板55复位,传送装置3继续传动钢绞线231,重复进行步骤s2、s3的过程。
51.本发明实施例通过plc控制系统进行控制。
52.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。