:
1.本实用新型涉及型材加工设备技术领域,具体涉及双工位钻铣加工中心。
背景技术:
2.钻铣加工设备主要用于门窗型材的孔类加工,是门窗型材加工中经常使用的工序,例如门窗的锁孔加工。
3.要想实现型材钻铣加工则需要满足空间内的三平动和一个转动才能得以实现,现有钻铣加工设备主要通过三平动一转动的机头来实现空间运动,这种结构形式虽然能够满足加工对空间自由度的要求,但结构过于复杂,且串联结构形式误差累积大,尤其是转动运动相对于直线导轨运动误差更大,因此加工精度难以保证。另外,现有的型材钻铣加工大多采用单工位进行加工,更换型材时需要停止等待。因此,有必要对现有钻铣加工设备进行改进,使其加工效率、加工精度等提高。
4.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
5.本实用新型的目的在于解决现有技术所存在的问题,提供双工位钻铣加工中心,具有结构设计合理、双工位、加工精度高、加工效率高等优点。
6.本实用新型通过采取以下技术方案实现上述目的:
7.双工位钻铣加工中心,包括机架,所述机架上沿其长度方向设有两套旋转工作台,所述旋转工作台的一侧设有三平动机构,所述三平动机构上设有机头,所述旋转工作台包括间隔设置的两个支座,两所述支座之间转动设有转台,所述转台端部设有转轴,所述转轴外端设有定位机构,所述转台上设有导轨,所述导轨上设有多个夹具,所述转台一侧设有驱动其旋转的旋转驱动机构,所述转台一端两侧分别设有旋转定位杆,所述机架上设有与所述旋转定位杆配合的旋转限位器。
8.所述旋转驱动机构包括设置在转轴上的齿轮,所述齿轮啮合有齿条,所述齿条底部设有导向导轨,所述导向导轨与设置在机架上的导向滑块连接,所述齿条与设置在机架上的旋转驱动气缸连接。
9.所述定位机构包括设置在所述转轴上的定位座,所述定位座上设有定位驱动气缸,所述定位驱动气缸连接有定位板,所述定位板安装在定位导轨上。
10.所述三平动机构包括设置在机架上的x向导轨,所述x向导轨上设有x向移动座,所述x向移动座上设有x向驱动电机,所述x向驱动电机连接有x向齿轮,所述x向齿轮与设置在机架上的x向齿条啮合,所述x向移动座上设有y向滑块,所述y向滑块上设有y向导轨,所述y向导轨上设有y向移动座,所述y向移动座上设有y向驱动电机,所述y向驱动电机连接有y向丝杠,所述y向丝杠与设置在x向移动座上的y向丝母连接,所述y向移动座端部设有z向滑块,所述z向滑块上设有z向导轨,所述z向导轨上设有z向移动座,所述z向移动座上设有z向驱动电机,所述z向驱动电机连接有z向丝杠,所述z向丝杠与设置在y向移动座上的z向丝母
连接,所述z向移动座上设有所述机头。
11.所述机头包括主轴电机,所述主轴电机上设有钻铣刀具。
12.所述夹具包括设置在所述导轨上的底座,所述底座上设有定板和夹紧气缸,所述夹紧气缸连接有动夹紧块,所述定板上设有定夹紧块,所述底座与转台之间设有紧固螺钉。
13.本实用新型采用上述结构,能够带来如下有益效果:
14.(1)通过设计两个旋转工作台,且设计旋转驱动机构、旋转定位杆和旋转限位杆,不仅可以实现双工位加工,而且还可以实现三个加工面的精确旋转,进而提高加工效率和加工精度。(2)通过设计定位机构,提高基准精度。(3)通过采用齿轮齿条、电机丝杠两者驱动方向相配合的三平动机构,兼顾了机头的运行效率和运行精度。
附图说明:
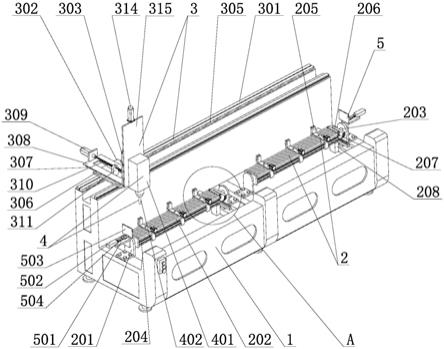
15.图1为本实用新型双工位钻铣加工中心的结构示意图;
16.图2为本实用新型双工位钻铣加工中心的另一视角结构示意图;
17.图3为图1中的a部局部放大图;
18.图中,1、机架,2、旋转工作台,201、支座,202、转台,203、转轴,204、导轨,205、夹具,2051、底座,2052、定板,2053、夹紧气缸,2054、动夹紧块,2055、定夹紧块,2056、紧固螺钉,206、旋转驱动机构,2061、齿轮,2062、齿条,2063、导向导轨,2064、导向滑块,2065、旋转驱动气缸,207、旋转定位杆,208、旋转限位器,3、三平动机构,301、x向导轨,302、x向移动座,303、x向驱动电机,304、x向齿轮,305、x向齿条,306、y向滑块,307、y向导轨,308、y向移动座,309、y向驱动电机,310、y向丝杠,311、y向丝母,312、z向滑块,313、z向导轨,314、z向移动座,315、z向驱动电机,316、z向丝杠,317、z向丝母,4、机头,401、主轴电机,402、钻铣刀具,5、定位机构,501、定位座,502、定位驱动气缸,503、定位板,504、定位导轨。
具体实施方式:
19.为了更清楚的阐释本实用新型的整体构思,下面结合说明书附图以示例的方式进行详细说明。
20.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
21.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
22.此外,术语“一侧”、“两端”、“上端”、“x”、“y”、“z”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
23.在本实用新型中,除非另有明确的规定和限定,术语“设有”、“设置”、“连接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
24.如图1
‑
3所示,双工位钻铣加工中心,包括机架1,所述机架1上沿其长度方向设有两套旋转工作台2,所述旋转工作台2的一侧设有三平动机构3,所述三平动机构3上设有机
头4,所述旋转工作台2包括间隔设置的两个支座201,两所述支座201之间转动设有转台202,所述转台202端部设有转轴203,所述转轴203外端设有定位机构5,所述转台202上设有导轨204,所述导轨204上设有多个夹具205,所述转台202一侧设有驱动其旋转的旋转驱动机构206,所述转台202一端两侧分别设有旋转定位杆207,所述机架1上设有与所述旋转定位杆207配合的旋转限位器208。通过设计两个旋转工作台2,且设计旋转驱动机构206、旋转定位杆207和旋转限位杆208,不仅可以实现双工位加工,而且还可以实现三个加工面的精确旋转,进而提高加工效率和加工精度。
25.所述旋转驱动机构206包括设置在转轴203上的齿轮2061,所述齿轮2061啮合有齿条2062,所述齿条2062底部设有导向导轨2063,所述导向导轨2063与设置在机架1上的导向滑块2064连接,所述齿条2062与设置在机架1上的旋转驱动气缸2065连接。通过采用齿轮、齿条和气缸的驱动方式实现对转台的旋转驱动,具有结构简单,精度高等优点,尤其是配合旋转定位杆和旋转限位器使用能够进一步提高旋转精度,这里的旋转主要是指0
°
、45
°
和
‑
45
°
的三个面的旋转。
26.所述定位机构5包括设置在所述转轴202上的定位座501,所述定位座501上设有定位驱动气缸502,所述定位驱动气缸502连接有定位板503,所述定位板503安装在定位导轨504上。定位机构5能实现精确定位,为数控钻铣提供基准。
27.所述三平动机构3包括设置在机架1上的x向导轨301,所述x向导轨301上设有x向移动座302,所述x向移动座302上设有x向驱动电机303,所述x向驱动电机303连接有x向齿轮304,所述x向齿轮304与设置在机架1上的x向齿条305啮合,所述x向移动座302上设有y向滑块306,所述y向滑块306上设有y向导轨307,所述y向导轨307上设有y向移动座308,所述y向移动座308上设有y向驱动电机309,所述y向驱动电机309连接有y向丝杠310,所述y向丝杠310与设置在x向移动座302上的y向丝母311连接,所述y向移动座308端部设有z向滑块312,所述z向滑块312上设有z向导轨313,所述z向导轨313上设有z向移动座314,所述z向移动座314上设有z向驱动电机315,所述z向驱动电机315连接有z向丝杠316,所述z向丝杠316与设置在y向移动座308上的z向丝母317连接,所述z向移动座314上设有所述机头4。x向运动距离长采用传动速度快的齿轮齿条传动,y向和z向运动距离短采用传动精度高的丝杠传动,本技术的三平动机构3很好的兼顾了加工效率和加工精度,使机头空间运动整体更加合理。
28.所述机头4包括主轴电机401,所述主轴电机401上设有钻铣刀具402。
29.所述夹具205包括设置在所述导轨204上的底座2051,所述底座2051上设有定板2052和夹紧气缸2053,所述夹紧气缸2053连接有动夹紧块2054,所述定板2052上设有定夹紧块2055,所述底座2051与转台202之间设有紧固螺钉2056。本技术的夹具安装导轨上,不仅确保夹具位置精度,而且夹具不易因间隙过大而发生偏移,进而确保型材定位精度高、夹紧可靠。
30.本实用新型双工位钻铣加工中心的使用过程:
31.使用时,每个旋转工作台2上安装一根型材,通过定位机构5和夹具205将型材定位夹紧,然后启动三平动机构3带动机头4对型材加工面进行钻铣加工,当需要加工另一面时,通过旋转驱动机构206驱动转台202旋转90
°
和/或
‑
90
°
,并通过旋转定位杆207和旋转限位器208确保角度旋转精度。当加工完一根型材后,在进行另一个型材加工,当加工另一根型
材时,将加工好的型材卸下换上下一根待加工型材,依次循环即可实现不间断型材加工,显著提高型材钻铣加工效率。
32.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
33.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

