一种基于3d打印的弯曲钢管成型模具的加工方法
技术领域
1.本发明涉及塑料管弯曲成型技术领域,具体涉及一种基于3d打印的弯曲钢管成型模具的加工方法。
背景技术:
2.在汽车上,存在大量的管路系统,例如燃油管、蒸发管、冷却管、离合器管、制动管等等诸多管路。由于管路在车上大量存在,在车身上的布置也是从前到后都有。所以管路势必随着汽车空间的走向进行各种弯曲排布。
3.由于管路的弯曲特性,所以管路的弯曲成型成了管路加工的一项重要工序。在汽车的诸多管路中有相当大部分应用的塑料管。塑料管的弯曲成型不同于金属管可以冷弯曲成型。塑料管需要进行热成型。
4.当前塑料管的成型主要工艺为把尼龙管放到相应的模具中,经过高温加热后塑料管软化,然后再经过冷却把塑料管定型。
5.当前全球通用的塑料管的成型模具现状为,用和塑料管对应规格的不锈钢管进行弯曲,然后在不锈钢管上进行机械开槽,基本都是使用电动手持切割机进行开槽,开槽后使用手持电动打磨机进行打磨开槽的切口表面。如果部分管材有锈蚀现象或者表面其它缺陷,还需要打磨缺陷表面。由于开槽和打磨过程中摸具受力变形非常严重,打磨完成后需要进行形状校形,最后焊接支撑完成模具。
6.摸具钢管被模具固定夹块固定,弯曲时弯曲动轮沿弯曲方向绕弯曲定轮进行弯曲摸具钢管弯曲。如果产品相邻两个弯之间距离过近,那么弯曲时弯曲动轮会和前一个弯干涉。这种加工方式的局限性就限制了模具的制作。这种情况不得已需要弯曲两次,再进行焊接拼接,但是摸具的精度大大下降,另外模具加工的复杂性就会提高,从而模具的成本相应的提高。且由于产能需要,一般同一个零件号的模具会同时开多个模腔。但是由于模具的开槽、打磨都是手工完成,所以模具没有设计图纸,以至于造成同一个零件号的不同模腔形状和结构都有或多或少的不同,造成制作出的零件一致性较差。
技术实现要素:
7.本发明针对现有技术中存在的技术问题,提供一种基于3d打印的弯曲钢管成型模具的加工方法,颠覆了以往的传统制造模式,不但可以提前设计和模拟出摸具的状态,更对模具进行了标准化设计保存,以利于后续的模具复制和修改。具有精度提升、成本降低、避免模具制作时的伤害、利于环境保护等多方面综合优势。
8.本发明解决上述技术问题的技术方案如下:一种基于3d打印的弯曲钢管成型模具的加工方法,其包括以下步骤:
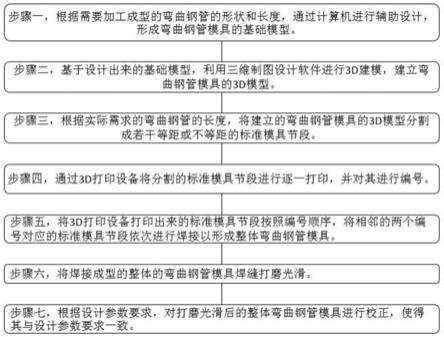
9.步骤一,根据需要加工成型的弯曲钢管的形状和长度,通过计算机进行辅助设计,形成弯曲钢管模具的基础模型。
10.步骤二,基于设计出来的基础模型,利用三维制图设计软件进行3d建模,建立弯曲
钢管模具的3d模型。
11.步骤三,根据实际需求的弯曲钢管的长度,将建立的弯曲钢管模具的3d模型分割成若干等距或不等距的标准模具节段。
12.步骤四,通过3d打印设备将分割的标准模具节段进行逐一打印,并对其进行编号。
13.步骤五,将3d打印设备打印出来的标准模具节段按照编号顺序,将相邻的两个编号对应的标准模具节段依次进行焊接以形成整体弯曲钢管模具。
14.作为优选的,还包括步骤六,将焊接成型的整体的弯曲钢管模具焊缝打磨光滑。
15.作为优选的,还包括步骤七,根据设计参数要求,对打磨光滑后的整体弯曲钢管模具进行校正,使得其与设计参数要求一致。
16.作为优选的,所述步骤二采用的三维制图设计软件为cad、3dmax、pro/engineer、solidworks、gatia、nx中的一种。
17.本发明的有益效果是:本发明提供一种基于3d打印的弯曲钢管成型模具的加工方法,颠覆了以往的传统制造模式,从设计上由随机的手工制作,改进到了计算机辅助设计,不但可以提前设计和模拟出摸具的状态,更对模具进行了标准化设计保存,以利于后续的模具复制和修改。从制造上来说,由传统的手工制造更新到了目前先进的3d打印工艺,彻底消除了由于产品弯曲复杂性造成的传统制造局限性。任何形状的产品对应的模具,3d打印均可轻松进行造型。从模具制造的精度来说,从手工制造的毫米级精度提高到了3d打印的微米精度。从模具以及产品的一致性来说,从手工制造的每件不同更新到了照图加工的完全一致。从制造的效率来说,3d打印为全自动化打印,不用人工随时看守,效率远远高于手工制作。从制造的环境来说,3d打印为清洁加工,不会产生粉尘造成对操作工的伤害。
附图说明
18.图1为本发明的工艺流程图。
具体实施方式
19.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
20.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.在本发明的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。如图1所示,本实施例公开了一种基于3d打印的弯曲钢管成型模具的加工方法,其包括以下步骤:
22.步骤一,根据需要加工成型的弯曲钢管的形状和长度,通过计算机进行辅助设计,
形成弯曲钢管模具的基础模型。该基础模型可以是二维的也可以是三维的,主要目的是建立其形状轮廓,确认其弯曲拐点,以及拐点角度等参数。
23.步骤二,基于设计出来的基础模型,利用三维制图设计软件进行3d建模,建立弯曲钢管模具的3d模型。基于基础模型,通过三维制图软件将各个参数进行设置,保证模型渲染成型后参数与设定参数一致。
24.步骤三,根据实际需求的弯曲钢管的长度,将建立的弯曲钢管模具的3d模型分割成若干等距或不等距的标准模具节段。由于大多数弯管在热塑成型时为一体结构,而针对弯曲钢管,当长度较长时,一体成型难度较大,且容易存在较大误差,或由于3d打印设备尺寸限制,无法一次成型,因而,将其分割成多个标准模具节段。
25.步骤四,通过3d打印设备将分割的标准模具节段进行逐一打印,并对其进行编号。
26.步骤五,将3d打印设备打印出来的标准模具节段按照编号顺序,将相邻的两个编号对应的标准模具节段依次进行焊接以形成整体弯曲钢管模具。
27.作为优选的,还包括步骤六,将焊接成型的整体的弯曲钢管模具焊缝打磨光滑。
28.作为优选的,还包括步骤七,根据设计参数要求,对打磨光滑后的整体弯曲钢管模具进行校正,使得其与设计参数要求一致。
29.作为优选的,所述步骤二采用的三维制图设计软件为cad、3dmax、pro/engineer、solidworks、gatia、nx中的一种。
30.作为补充的,在本实施例中,3d打印选择的材料是316l不锈钢,设备成型尺寸约为280mm*280mm*300mm;且使用的保护气体是氮气,拟采用的激光器为500w光纤激光器,3d打印的参数中,光斑直径≤80μm,扫描间距为90μm,打印厚层为0.025mm,扫描功率控制在190w,扫描速度为800mm/s。
31.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
32.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。